
ЮЌРЭЗђЬиЯЫЮЌЪЧНќФъВХЮЪЪРЕФЙњМЪзюаТаЭБЃХЏадКЭЪцЪЪадОљМбЕФЛЗБЃаЭЗФжЏдСЯЃЌЫљгУЕФФОВФЪЧзЈУХОЙ§ЩњЬЌХрг§ЕФЁЃгУШмМСЗЈЩњВњЕФИУЯЫЮЌПЩвдБЃжЄВЛВњЩњШЮКЮгАЯьЛЗОГЕФЮлШОЁЃИУЯЫЮЌНиУцЮЊБтЦНзДНсЙЙЃЌГЄПэБШДя5:1ЃЌЙтдѓКУЃЌЪжИаШсШэЁЃБтЦНзДНсЙЙЯЫЮЌБШдВаЭНиУцЯЫЮЌвздкЩДЯпЩЯдьГЩДѓСПМфЯЖЃЌФмЪЙЩДЯпКЭжЏЮяЪжИаШсШэЁЂЕМЪЊЭИЦћЁЂХђЫЩЁЂБЃХЏадКУЁЂДЉзХЧсгЏКЭЪцЪЪЁЃгаЛиЙщздШЛЕФИаОѕЁЃЧввзЯДЕгДђРэЁЃ
АДееШЫУЧЦеБщНгЪмЕФЗўзАЪцЪЪадЪЧжИ:ДЉзХетбљЕФЗўзАМДВЛИаЕНЩдСЙЃЌвВВЛИаЕНЮЂШШЃЌдкаФРэКЭЪЕМЪЩЯзмЪЧДІгкЪцЪЪзДЬЌЁЃ
гАЯьЗўзАЪцЪЪадЕФвђЫи:
1ЁЂШШЪЊИаЁЊЁЊвЊЧѓЗўзАгаСМКУЕФЭИЦћадЃЌгХСМЕФЕМЪЊадЃЌвЛЖЈЕФБЃХЏадЁЃ
2ЁЂбЙИаЁЊЁЊвЊЧѓЗўзАгавЛЖЈЕФПэЫЩадЃЌВЛеГЬљШЫЬхЦЄЗєЃЌгавЛЖЈЕФдЫЖЏЛњФмадЃЌВЛЪјИПШЫЬхЕФдЫЖЏЁЃ
3ЁЂДЅИаЁЊЁЊвЊЧѓЗўзАгаСМКУЕФНгДЅЪцЪЪИаЃЌВЛЙЮЩЫЁЂДЬбїЦЄЗєЃЌгкЦЄЗєгаСМКУЕФЪЪгІадЁЃ
ЮЌРЭЗђЬиЯЫЮЌжЦГЩЕФЗўзАЃЌР§ШчЃЛЮЌРЭЗђЬиЯЫЮЌ50%50%ЁЃ
1ЁЂЭИЦћадЩдбЗгкжаПеЃЌДѓДѓгХгкДПУоКЭБћТкЕШЯЫЮЌЁЃ
2ЁЂ30ЗжжгЕМЪЊзлКЯжЕдЖдЖИпгкДПУрЁЂжаПеКЭБћТкЁЃ
3ЁЂБЃХЏадЃЛКёжЏЮяШШзшжЕвдЮЌРЭЗђЬи/ЮЊзюКУЃЌгХгкДПУоЁЂжаПеКЭБћТкЁЃ
4ЁЂЫЎЦћЮќЪеЫйТЪЩдбЗгкДПУоЖјгХгкжаПеКЭБћТкЁЃ
5ЃЌдкХюЫЩЖШЗНУцЃЌЩдбЗгкжаПеЖјгХгкДПУоКЭБћТкЁЃ
злКЯвдЩЯПЩвдПДГі:
ЮЌРЭЗђЬи/ОпгаЬьШЛЯЫЮЌКЭЛЏбЇЯЫЮЌЕФзлКЯгХЕуЃЌжЦГЩЕФЗўзАгаЗЧГЃСМКУЕФЪцЪЪадЁЃ
ФПЧАЃЌЙњЭтИУЯЫЮЌЕФВњЦЗЛЙКмЩйЁЃЕБдСЯИеИеНјШЫжаЙњЪаГЁЃЌЮвУЧОЭНјааСЫЙњФкЪзМвЪЕбщадЗФЩДЁЂжЏдьЕФбаОПЁЃгЂЙњАЂПМЕЯЫОЙЋЫО (Acordis)бЁдёЮвЙЋЫОзїЮЊИУдСЯЕФЮЈвЛЙњФкДњРэЩЬКЭВњЦЗГіПкЩЬЁЃ
ЯжНЋИУЯЫЮЌЗФЩДЁЂжЏдьЕФжївЊММЪѕЃЌМђвЊзмНсШчЯТ:
1ЁЂЮЌРЭЗђЬиЯЫЮЌЗФЩДЙЄве
(вдЮЌРЭЗђЬиЯЫЮЌКЭжаПеЛьЗФЩДЮЊР§)
1-1ЯЫЮЌМђНщ
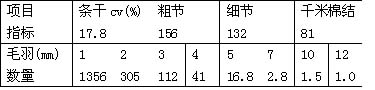
1-1-1ЮЌРЭЗђЬиЯЫЮЌЙцИёМАЮяРэадФм
ЯЫЮЌЙцИё2.4dtexЁС38mm
ИЩЧП17-2lcN/tex ИЩЩьГЄ 19%-23%
ЪЊЧП9-12cN/tex ЪЊЩьГЄ 25%-30%
ЮќЪЊ95%-105% НиУц (ГЄПэБШ)5:1
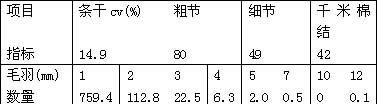
1-1-2 жаПе
ЯЫЮЌЙцИё 1.67dtexЁС38nm
1-2СНжжЙЄвеСїГЬМАЖдБШЪЕбщ
1-2-1ВЂЬѕЛьУо
ЮЌРЭЗђЬиЯЫЮЌ:AOO2D+FAO22(СљВж)ЁњA036C(Ъсеы)ЁњA076CЁњA186DаЭЪсУоЛњ
жаПе:AO2DЁњFA022(СљВж) ЁњA036C(Ъсеы) ЁњA076CЁњA186DаЭЪсУоЛњ
СНжжЯЫЮЌЬѕЁњFA3l1ВЂЬѕЛњЁњFA3l1ВЂЬѕЛњЁњFA3l1ВЂЬѕЛњЁњA454PДжЩДЛњЁњ1294BЯИЩДЛњ(ЛђFA506)
1-2-2 дВХЬзЅУоЛьУо
ЮЌРЭЗђЬиЯЫЮЌКЭжаПе
A002DЁњFAO22(СљВж) ЁњA036C(Ъсеы) ЁњA076C+A186DаЭЪсУоЛњЁњFA3l1ВЂЬѕЛњЁњFA3l1ВЂЬѕЛњЁњFA3l1ВЂЬѕЛњЁњA454PДжЩДЛњЁњ1294BЯИЩДЛњ (ЛђFA506)
1-2-3ЮЌРЭЗђЬиКЭЗжБ№дкВЂЬѕЛњЩЯЛьКЭгыЮЌРЭЗђЬиКЭдкдВХЬзЅУоЛњЩЯЛьКЭЕФЖдБШЪЕбщЃЌНсЙћШчБэ1ЁЂБэ2ЁЃ
Бэ1ВЂЬѕЛьУо
Бэ2дАХЬЛьУо
1-2-4ЮвУЧгжзіСЫЯИЩДГЃЙцЗФЩДКЭОлМЏЗФЩД(ЯИЩДЫЋДжЩДКЭЫЋЮЙШЫРЎАШПк)ЕФЖдБШЪдбщЃЌОлМЏЗФЩДжЪСПШчБэ3ЁЃ
Бэ3ГЩЩДжИБъ

ОлМЏЗФЩДжЪСПУїЯдгХгкЦеЭЈЛЗЖЇЗФЩДЁЃ
1-3ИїЙЄађЙЄвеЩЯгІзЂвтЪТЯю
(1)ЧхЛЈ:ЕЭгке§ГЃ10%ЕФДђЪжЫйЖШ;ЩджиМгбЙЁЂЖЬСїГЬЁЃ
(2)ЪсУо:ЪЪЖШЕЭЕФеХСІ;ЗРжЙУоЭјЖЯСбЃЌГ§ГОЕЖПЩЗДзА;жаЕШГЕЫйКЭЕЭгк20g/5mЕФЖЈСПЁЃ
(3)ВЂЬѕ:3ЕРОљВЩгУ6ИљВЂКЯ;ИєОрвЊБШе§ГЃЕг/УоДѓ2-4mm;ВЂЬѕжаЭЗВЂКѓЧЃ1.7-1.9;ЮДВЂЮЊ1.1-1.2;ЪЪЕБЦЋДѓЕФРЎАШПк;зЂвтНтОіВјЦЄЙѕЯжЯѓЁЃ
(4)ДжЩД:ЪЪЕБжиМгбЙ;КЭЩдДѓФэЯЕЪ§ЃЌЕЋвдВЛГігВЭЗЮЊзМЁЃ
(5)ЯИЩД:змЧЃЩь25БЖзѓгв;КѓЧЃЩь1.2БЖзѓгв;ФэЯЕЪ§дк370-390жЎМф;зюКУгУНЯжиЕФИжЫПШІКЭPG2/1 3851ИжСьЁЃ
2 жЏВПЙЄве
вд(T/C32+V/Tжа32)ЁСT/C32 176ЁС8OЁС62ЫЋУцЩДПЈЮЊР§
2-1ЩшМЦЫМЯы
дкВФСЯбЁШЁЩЯЃЌОЩДВЩгУЮЌРЭЗђЬиКЭжаПеЯЫЮЌЛьЗФЩДгыЕгУоЛьЗФЩДЃЌжївЊЪЧГфЗжРћгУИїжжЯЫЮЌЕФгХвьадФмЃЌЪЙЯЫЮЌжЎМфФмЙЛШЁГЄВЙЖЬЃЌДгЖјИФЩЦВњЦЗЭтЙлЁЂЪжИаЁЂЙІФмЕШЃЌвдДяЕНгХЛЏВњЦЗНсЙЙЃЌЬсИпВњЦЗЕЕДЮЃЌЬиБ№ЪЧПЊЗЂОпгаБЃХЏЬиЩЋИпЕЕЗўзАУцСЯЮЊФПЕФЁЃ
дкзщжЏЩшМЦЩЯВЩгУОЖўжизщжЏжЏдьЃЌЩДЯпГЩжиЕўзДХфжУЃЌДгЖјдіМгжЏЮяКёЖШгыжиСПЃЌгжПЩЪЙжЏЮяБэУцЯИжТЃЌВЂПЩЪЙжЏЮяе§ЗДУцОпгаВЛЭЌзщжЏЁЂВЛЭЌЛЈЮЦЁЃвЛИіЯЕЭГЕФОЩДЪЙВЛЭЌЯЫЮЌФмгааЇЬхЯжИїздЕФгХЕуЃЌЯрЛЅШЁГЄВЙЖЬЁЃЫМТЗЩЯЃЌе§УцЮЊЕгУоЩДЃЌЪЙВМЩэЭІЙЮЃЌВњЦЗБЃаЮМАГпДчЮШЖЈадКУЃЌЯДКѓВЛБфаЮЁЃЗДУцЮЊЮЌРЭЗђЬиКЭжаПеЯЫЮЌЩДЃЌБуУцСЯЬљЩэДЉзХЪцЪЪЃЌБЃХЏЃЌЮќЪЊЩЂЪЊПьЁЃV50/Tжа50 32SЩДБШT65/C35 32SЩДЩЯЩЋадФмКУЃЌШОЩЋКѓжЏЮяе§ЗДУцОпгаЩюЧГЖдБШЩЋЃЌЪЙжЏЮяИќОпаТЦцИаЁЃ
2-2ЩњВњФбЕуМАНтОі
вђОЩДЯЕЭГНЯИДдгЃЌЩњВњЙ§ГЬжаећОЁЂДЉЯфЁЂЕВГЕФбЖШЖМЛсВЛЭЌГЬЖШгаЫљдіМгЃЌЕЋНЌЩДФбЖШзюДѓЁЃећОЪБЃЌСНжжЩДЯпЕЅЖРПЊОжс;НЌЩДВЩгУЫЋНЌВлНЌЩДЛњЃЌЦфвЛНЌВлНЌвКХфЗНЪБМгШывзЭЪЩЋЩюЩЋШОСЯЃЌЪЙT65/C35 32SЩДЭЈЙ§ВЛДјЩЋНЌВлЃЌV50/Tжа50 32SЩДЙ§ДјЩЋНЌВлЃЌСНжжЩДЯпжЎМфДЉНЪЯпЃЌетбљБугкДЉЯфЙЄдкДЉЯфЙ§ГЬжаЗжЧхВЛЭЌЩДЯпЃЌФмзМШЗЕиАДЙцЖЈБШР§ХХСаЩДЯпЃЌЭЌЪБвВБугкВМЛњЕВГЕЙЄЗжЧхВЛЭЌЕФНгЭЗЩДЁЃ
2-3ЩњВњЙЄве
2-3-1ТчЭВ:ВЩгУ1332MаЭТчЭВЛњ
ВлЭВЫйЖШ1600r/min(ЕЭЫйМѕЩйЮЌРЭЗђЬиЯЫЮЌФІВСв§Ц№УЋг№)
ЕчЧхВЮЪ§10D/1.5L еХСІЦЌжи7ЁР0.1g
2-3-2ећО:гУБДФўИёећОЛњ
еХСІПЬЖШЮЛжУ3Omm
ећОГЄЖШ420m
ећОЭЗЗн:T65/C32 693ЁС6+692ЁС2;V/Tжа32 693ЁС6+692ЁС2
2-3-3НЌЩД:ВЩгУЫЋНЌВлНЌЩДЛњЁЃ
ЦфвЛНЌВлНЌвКХфЗНЪБМгШывзЭЪЩЋРЖЩЋШОСЯЃЌ
жаЪЙT65/C35 32SЩДЭЈЙ§ВЛДјЩЋНЌВлЃЌV50/Tжа50 32SЩДЭЈЙ§ДјЩЋНЌВлЃЌСНжжЩДЯпжЎМфДЉНЪЯпЁЃСНжжЩДЯпНЌЩДХфЗНЯрЭЌЃЌЩЯНЌТЪОљЮЊ14%ЁЃ
2-3-4ДЉЯфЁЂДЉзл
ЕизщжЏ:3 4 5 6 7 8 9 10Цфжа3 5 7 9ДЉАзЩЋЕФT/C32ЩДЃЌ4 6 8 10ДЉV/Tжа32ЩДЁЃ
БпзщжЏ:3 6 4 5Цфжа3 4ДЉАзЩЋЕФT/C32ЩДЃЌ6 5ДЉV/Tжа32ЩД
ЗЯБп:1 2
Вхѓи:ЕиЁЂБпЖМЮЊ4ШЫЃЌЗЯБп2ШЫЁЃ
2-3-5ЩЯЛњжЏдь:ЮоЫѓНЃИЫG1724A-210аЭжЏЛњжЏдьЁЃВЮЪ§ШчЯТ:
ПЊПкЪБМф:32Omm
ЭЖЫѓЪБМф:ЫЭЮГНЃ67mmЃЌНгЮГНЃ65mm
КѓСКИпЕЭ:90mm
ЭЃОМмЮЛжУ:9mm
2-4жЏдьЩњВњЬхЛс
(1)ЭЈЙ§БОДЮВњЦЗЪджЏЃЌШЗЖЈИУВњЦЗПЩдкЮвГЇЩњВњЃЌЕЋЬиБ№ашМгЧПИїЙЄађЕВГЕЙЄЫЎЦНЃЌЬиБ№ЪЧНЌЩДЙЄЁЂДЉѓиЙЄЫЎЦНЃЌБЃжЄжЏжсжЪСПЃЌгаРћгкЬсИпВМЛњаЇТЪКЭВњЦЗжЪСПЁЃ
(2)ЭЈЙ§ЪЕбщЪ§ОнЕУжЊЃЌМгШыРЖЩЋШОСЯЖдЮЌРЭЗђЬиЩДЩЯНЌТЪгаЫљгАЯьЃЌАзЩЋЩДБШРЖЩЋЩДЩЯНЌТЪИп1.4%ЃЌЙЪдкДјЩЋНЌВлЕФЩЯНЌТЪгІЦЋДѓеЦЮеЁЃ
(3)ЮЌРЭЗђЬиЯЫЮЌБЇКЯСІНЯВюЃЌвђДЫV/ Tжа32ЩДЧПСІЕЭгкT/C32ЩДЃЌжЏдьЙ§ГЬжаЃЌРЖЩЋЩДЕФЖЯЭЗТЪБШАзЩЋЩДИпЃЌвђДЫашЪЪЕБЕїећзлПђИпЖШвдМѕаЁЩДЯпЖЯЭЗЁЃ
(4)вдДЫЩшМЦЮЊЛљДЁЃЌПЩвдОйвЛЗДШ§ЃЌДЅРрХдЭЈЃЌЩњВњЦЗжжОЩДПЩвдВЛЭЌБШР§ХХСа (Шч2:1ЃЌ2:2ЃЌ1:ЖрЃЌЖр:ЖрЕШ)ЃЌРћгУзщжЏБфЛЏПЩжЏдьОЦ№ЛЈжЏЮяЕШЁЃ
(5)гЩгкВЛЭЌЯЫЮЌЕФЮќЩЋадВЛЭЌЃЌжЏЮяе§ЗДУцГЪУїАЕЖдБШЩЋЃЌвдДЫЮЊГіЗЂЕуЃЌРћгУВЛЭЌЕФЩЋЕїЃЌПЩЩшМЦГЩОЯђвўЬѕЃЌОЮГЯђНЛжЏГЩИёзгЃЌПЩЪЙжЏЮяЭтЙлгаыќыЪУРИаЁЃ
(6)ЭЈЙ§КѓДІРэПЩЪЙжЏЮяЯђЫЋжиЙІФмЗНЯђЗЂеЙ(ШчПЙОњБЃХЏ)ЁЃ
2-5ЦфЫћЮЌРЭЗђЬиЯЫЮЌВњЦЗЬиЕу
(1)БЃХЏФи:БОВњЦЗВЩгУОЖўжизщжЏжЏдьЃЌЩДЯпХХСаНєУмЃЌЖўИіЯЕЭГЕФОЩДе§УцЮЊЕгУоЩДЃЌРяУцЮЊЮЌРЭЗђЬиКЭжаПеЯЫЮЌЩДЃЌвђДЫУцСЯЪжИаКёЪЕЃЌШсШэЃЌБЃХЏадМЋМбЃЌДЅИаХЏКЭЃЌЮќЪЊадКУЃЌДЉзХЪцЪЪЃЌВМЩэЭІЙЮЃЌВњЦЗБЃаЮадМАГпДчЮШЖЈадКУЃЌвзЯДПьИЩЃЌЯДКѓБЃаЮадвВКУЃЌОпгагХСМЕФУтЬЬадЁЃгЩгкдСЯе§ЗДУцзщЗнВЛЭЌЃЌвђДЫГЩЦЗЩЋВЪГЪЫЋУцадЃЌЙтдѓШсКЭЕфбХЃЌЗсТњздШЛЖјОпгаЛЊУРИаЁЃЪЪвЫзіИпбХБЃХЏГФвТЁЂанЯаЗўЁЂПузАЕШЁЃ
(2)ЕЏСІБЃХЏФи:жЏЮяНсЙЙИќМгНєУмЃЌЪжИаИќМгЗсТњЃЌДЉзХЪцЪЪХЏКЭЁЃЪЪЕБЕФЕЏСІЪЙВњЦЗМШПЙжхгжДЉзХЪцЗўЁЃ
(3)ЫЋУцЩДПЈ:жЪЕиНєУмЁЂЮЦТЗЧхЮњЁЂЪжИаКёЪЕЁЂЭІРЈФЭгУЁЃЮЊРэЯыЕФБЃХЏГФЩРУцСЯ
ЮЌРЭЗђЬиЯЫЮЌЕФГіЯжЃЌЮовЩЪЧШЫдьЯЫЮЌЗЂеЙЪЗЩЯЕФвЛИіживЊРяГЬБЎЃЌНЋЖдЗФжЏЙЄвЕЕФЗЂеЙЦ№ЕНОоДѓЕФЭЦНјзїгУЃЌЮЊДЋЭГЗФжЏЦЗКЭаТаЭВњвЕгУЗФжЏЦЗЕФПЊЗЂЬсЙЉИќЙуРЋЕФЗЂеЙПеМфЃЌЮЊСЫЫГгІЪРНчЗФжЏЙЄвЕЕФЗЂеЙГБСїЃЌЬсИпЗФжЏЦЗдкЙњМЪЪаГЁЩЯЕФОКељФмСІЃЌИќЩюВуДЮбаОПЁЂПЊЗЂЮЌРЭЗђЬиЯЫЮЌЪЦдкБиааЁЃЮЌРЭЗђЬиЯЫЮЌЬигаЕФЮяРэадФмЃЌЛЏбЇадФмОіЖЈСЫЦфДПЗФЕФгХСМадвдМАЦфгыЬьЫПЁЂУоЁЂИїжж(ЯИЕЉЃЌбєРызгЕШ)ЙуРЋЕФЛьЗФадЁЃЦфЩДЯпгыжЏЮяЕФЬигааЇЙћвВОіЖЈСЫЦфЙуРЋЕФЪаГЁЧАОАЁЃФПЧАЃЌдкЗФЩДЗНУцЃЌЮвЙЋЫОе§дкзХЪжЖдЮЌРЭЗђЬиЯЫЮЌКЭЬьЫПЁЂУоЁЂбєРызгЯЫЮЌЛьЗФНјаабаОППЊЗЂЃЌНсЙћЪЧСю
ШЫТњвтЕФЁЃ
2-6 ЮЌРЭЗђЬи/ЕгКЭЮЌРЭЗђЬи/УожЏЮягЁШОЗНУцзЂвтЪТЯю
(1)ЩеУЋ:ЮЌРЭЗђЬи/УоПЩгУДПУожЏЮяЩеУЋЗЈЁЃЕЋЮЌРЭЗђЬи/ЕгВЛвЊгУЦНАхЩеУЋЗЈЃЌЖјЧвдкШОКѓЩеУЋНЯКУЁЃ
(2)ЭЫНЌКЭжѓСЗ:етСНРржЏЮявЛАуЩЯНЌЮЊPVAЛђPVAЕэЗлНЌЁЃЕэЗлНЌПЩгУУИЭЫНЌКѓЃЌМюжѓСЗЁЃЫЩГкжѓСЗЮТЖШвЊЕЭгк75ЖШЁЃЩўзДжѓСЗвЊМгШЫЗРжхМСЁЃ
(3)ЫПЙт:КЌЮЌРЭЗђЬиЯЫЮЌЕФжЏЮявЛАуВЛФмЫПЙтМгЙЄЁЃдкЦфЫќМюДІРэЪБХЈЖШвЊЕЭгк4%ЁЃ
(4)ЦЏАз:етСНРржЏЮяЖМФмгУбѕЦЏЛђТШЦЏЁЃХЈЖШвЛАуЮЊЕг/УожЏЮяЕФвЛАыЃЌЮЌРЭЗђЬи/УогУДЮТШЫсИЦНЯКУЃЌШчЙћжЏЮяКЌдгИпЃЌзюИпХЈЖШКЭУожЏЮяНгНќЁЃШєЪЙгУгЈЙтдіАзМСгІВЩгУЖдЫљгаЯЫЮЌЖМЦ№зїгУЕФдіАзМСЁЃ
(5)ШШЖЈаЭ:вЛАуЮЌРЭЗђЬи/ЕгЕФШШЖЈаЭДІРэЃЌЙЄађвЊЗХдкЫЎЯДЁЂЦЏАзКѓШОЩЋЙЄађЧАЁЃЬѕМўЮЊЮТЖШ180-190ЁцЃЌЪБМф20-30УыЁЃ
(6)ШОЩЋ:
ЮЌРЭЗђЬи/Ег:жЛШОЕгЛђжЛШОЮЌРЭЗђЬиПЩЛёЬѕгАЛђСєАзаЇЙћЃЌЕЋЬѕгАаЇЙћКУЁЃСЌајШОЩЋгУЗжЩЂЛюадШОСЯЃЌШШШлШОЩЋЗЈЁЃ
ЮЌРЭЗђЬи/Уо:ПЩгУЭЌбљШОСЯгЁШОЃЌЕЋШОЩЋЩюЖШЖдСНЯЫЮЌгаВювьЁЃШч:ИпЮТаЭЛюадШОСЯШОЮЌРЭЗђЬиБШУоЩЋЩюЁЃЖрЪ§жБНгШОСЯКЭЛЙдШОСЯШОЮЌРЭЗђЬиЩЋБШУоЧГЁЃ
(7)гЁЛЈ:
ЮЌРЭЗђЬи/Ег:ЗжЩЂШОСЯЛьКЯЮяЩЋРЮЖШКУ;гУЗжЩЂЛЙдЛьКЯЛђЗжЩЂ/ЛюадЛьКЯЮяЩЋРЮЖШзюИпЁЃ
ЮЌРЭЗђЬи/Уо:гУвЛАугЁЛЈММЪѕОљПЩЛёЕУНЯКУЕФаЇЙћЁЃ
(8)КѓећРэ:
ЮЌРЭЗђЬи/Ег:вЛАугУаЁМССПЕФЪїжЌећРэЁЃ
ЮЌРЭЗђЬи/Уо:жЏЮяНўдўЪїжЌвКЃЌВПЗжКцИЩКѓЃЌдкРЗљЩЯГЌЮЙРГЩБШГЩЦЗПэ0.5-1гЂДч;дкЮТЖШ135-l60ЁцЪБДІРэ3-5minЁЃ2DЪїжЌ3.5%-5%(owf)ЁЃ
(9)еыжЏ ЮЌРЭЗђЬи/Ег:
гЁШОМгЙЄЙЄађвЛАуЮЊ:
жѓЦЏЁњШОЩЋЁњШсШэДІРэЁњЭбЫЎЁњКцИЩЁњдЄЫѕЁњЭбЫЎЁњЦЪЗљЁњРЗљКцИЩЁњШШЖЈаЭ
ИпМЖРШожЏЮяЮЊ:
ШОЩЋЁњШсШэДІРэЁњЭбЫЎЁњКцИЩЁњЦЪЗљЁњШШЖЈаЭ
взЦ№ЧђЕФЮЌРЭЗђЬи/ЕгжЏЮягІдкШОЩЋКЭШШЖЈаЭМфМгПЙЦ№ЧђжѓСЗЙЄађЃЌгІВЩгУХчЩфЛђЪјзДШОЩЋЗЈШОЩЋЁЃ
ЮЌРЭЗђЬи/УоЃЌвЛАуВЩгУЩўзДШОЩЋЁЃвЊОљдШМгШыШѓЛЌМСЯћелКлПЩШЮбЁвЛжжгУгкЯЫЮЌЫиШОЩЋЕФШОСЯЃЌЪїжЌећРэгУ3%ЕФDHDMEUећРэМСЁЃ