
从2002年至今,我公司在高档精梳特细号纱的生产中,一直把提高长绒棉与细绒棉在梳棉工序的梳理质量作为质量攻关的突破口。结合长绒棉与细绒棉在梳理特性上的差异,不断优选梳棉机主要针布的型号,研究梳理工艺技术的适应性。现我公司生产的特细号纱质量居于较高水平,深受用户好评。下面就特细号纱生产中长绒棉与细绒棉的梳理特性及提高梳理质量的生产实践作一介绍。
1纤维梳理特性
棉纤维性能的不同决定了其梳理特性存在差异。长绒棉的纤维长度一般在33 mm~45 mm之间,纤维细度在1.25 dtex~1.54 dtex之间,因纤维长度长,细度细,单纤维断裂强力低,在梳理过程中纤维容易受损伤。同时长绒棉有一定的卷曲性,纤维弯曲度较大,容易造成梳理过程中针布负荷大,纤维转移困难,极易缠绕针布,影响梳理质量。细绒棉的纤维长度一般在23 mm~33 mm之间,纤维细度在1.54 dtex~2.00 dtex之间,单纤维断裂强力相对于长绒棉稍大一些,纤维的伸直性较好,梳理过程中纤维能承受较大的梳理力度,纤维转移效果好。因此,在梳棉工序的梳理过程中,长绒棉应采取“柔和梳理”的工艺措施,避免纤维损伤,减少在梳理过程中产生棉结和短绒,同时要保证纤维转移率的提高。细绒棉要以提高纤维的梳理度及清除效率为主要任务,保证梳理质量和单纤维状态的提高。
2梳棉针布的选型
特细号纱有全部用长绒棉纺制而成的,也有在细绒棉中混入不同比例的长绒棉纺制而成的。生产中在梳棉工序因长绒棉和细绒棉的特性不同,一般采取的工艺路线和工艺措施不同。对梳棉机针布的选用也要结合长绒棉和细绒棉的梳理特性、生条质量、成纱质量情况优选针布型号,一定要克服采用“万能”针布这一影响产品质量的观点,以保证长绒棉和细绒棉在梳棉工序梳理质量的提高。
纺长绒棉时针布的选择要考虑其梳理特性,要减小梳理过程中针布所受的摩擦阻力,针布光洁度、平整度要好,保证针布纤维负荷轻,不充塞,不挂花。同时保证纤维要有合理的梳理度,针布的齿密要增加。还要解决梳理过程中纤维转移问题,针布的转移释放性能要好,因此锡林针布采用矮齿、小工作角,道夫针布采用高齿、小工作角。以纺含长绒棉65%的CJ 9.7 tex纱为例,我公司在梳棉工序纺长绒棉时采用的锡林针布为AC2030×01545型,道夫针布为AD4032×2075型,盖板针布为JP42型,刺辊齿条为AT5605×05011型。
纺细绒棉时针布的选择要保证梳理过程中纤维有足够的梳理度,提高分梳效果,同时要注意改善针布的握持、分梳能力,提高梳棉机的清除效率。我们选用的锡林针布为AC2525×01545型,道夫针布为AD4030×01890型,盖板针布为JST6型,刺辊齿条为AT5810×05611型。
3梳棉工艺
以纺含长绒棉65%的CJ 9.7 tex纱为例,我们采用长绒棉和细绒棉在并条工序进行棉条混和的工艺路线,在A186型梳棉机上纺长绒棉和细绒棉时采取不同的工艺,主要内容如下:
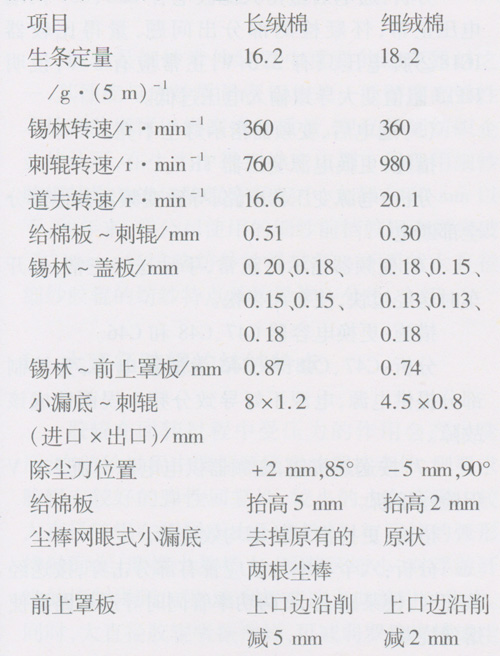
从上述工艺可以看出,纺长绒棉时在梳棉工序贯彻“轻定量、慢速度,大速比,多转移”的柔和梳理工艺原则,纺细绒棉时在梳棉工序采取了“紧隔距,强分梳,少产生短绒,多排除结杂”的工艺原则。
4 生产测试
通过实施以上工艺技术措施后,2004年3月份~6月份含长绒棉65%的CJ 9.7 tex纱生产质量情况如下。
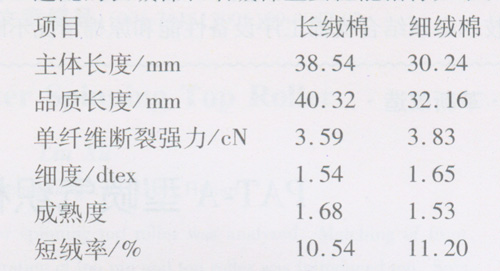
4.1 配棉
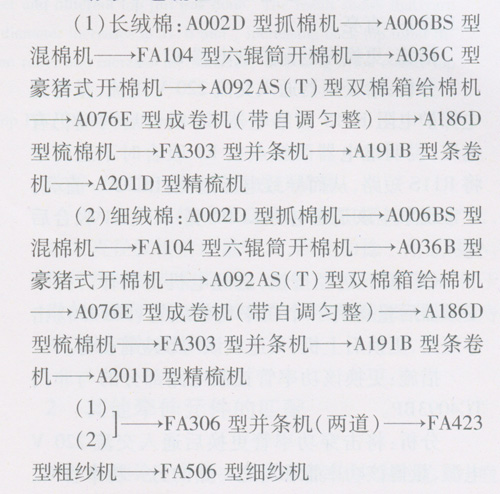
4.2纺纱工艺流程
4.3生条质量
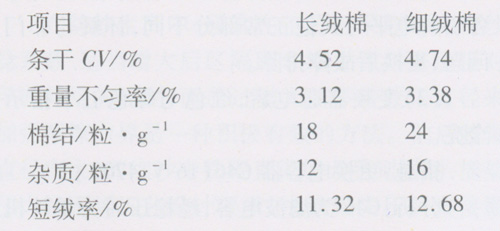
长绒棉和细绒棉的生条质量都比较稳定,并较以前有很大改善。生条质量情况如下:
4.4成纱质量
含长绒棉65%的CJ 9.7 tex纱成纱质量指标为:条干CV 13.4%,细节9个/km粗节45个/km,棉结73个/km,断裂强度20.2 cN/tex,达到了乌斯特97公报5%~25%的水平。
5 结束语
在特细号纱生产中,长绒棉和细绒棉在梳棉工序梳理质量的提高是关键,必须高度重视。结合长绒棉和细绒棉的特性选择梳理针布是纺好纱的基础,合理的梳理工艺技术是保证。梳理工艺技术必须结合梳棉工序设备性能和原棉情况不断进行研究和创新,才能稳步提高特细号纱的质量。