
1ЩЯТоРжсГагІгУММЪѕвЊЧѓ
вЊБЃжЄSLЯЕСаЩЯТоРжсГаЪЙгУадФмСМКУЃЌВЛНівЊЧѓЩЯТоРаОжсКЭжсПЧФкЕФжщЕРБиаыЙтНрЃЌЖјЧвЛЁЖШвЊвЛжТЃЌЧвСНжщЕРЦНжБЁЃЙіжщЕФИеЖШвЊгыаОПЧВФСЯгВЖШЯрЦЅХфЃЌвдМѕЩйдкдЫзЊЙ§ГЬжаЕФФЅЫ№ЁЃЙіжщЕФзАХфОЋЖШжБОЖЮѓВюгІПижЦдк0ЃЎ03 mmЁЋ0ЃЎ003 mmЁЃШєЖдОЖЯђгЮЯЖВЩгУЁАСуМфЯЖЛђИКМфИєЁБвЊЧѓЃЌЪЧвЛжжЮѓЕМЖјВЛПЩШЁжЎЃЌетНЋбЯжиЫ№ЛЕжсГаФкВПЕФШѓЛЌЬѕМўЃЌдьГЩГЩЩДжЪСПЕФВЈЖЏгыЖёЛЏЃЌДѓДѓНЕЕЭЩЯТоРжсГаЕФЪЙгУЪйУќЁЃЖЁыцНКЙмЬздкЩЯТоРжсГааОПЧЩЯжЦГЩЕФЗФЩДНКЙѕЃЌдкдЫзЊЩњВњжавЊОЪмХЄСІЃЌвЊЧѓНКЙмЕФФкБкФмМсЙЬЕиУмЬљгкжсГааОПЧЕФБэУцЁЃЖјНКЙѕдкМгбЙдЫзЊжажсГаЕФФЭФЅЪЎЗжживЊЃЌвЊОЁСПБмУтЗЂЩњжсЯђДмЖЏЁЂОЖЯђЦЋаФЖЖЖЏЁЂЛизЊДђЖйКЭБэУцЙЄвеХфКЯЮѓВюДѓЕШЯжЯѓЁЃЮЧКЯЕУКУЃЌФмМѕЩйНКЙѕЗФЩДЪБЕФжсЯђЮЛвЦКЭОЖЯђБфаЮЃЌДгЖјНЕЕЭГЩЩДЬѕИЩВЛдШТЪЁЃ
2ЩЯТоРжсГаЕФЧхЯД
2ЃЎ1 аТжсГаЬњПЧЕФБэУцЧхЯДДІРэ
аТжсГаЬњПЧдкГ§ОЁжсГаЬњПЧФкЕФЗРатгЭКѓЃЌгУ120#ШмМСЦћгЭНўХн12 hвдЩЯЃЌгУЯИВМВСИЩОЛКѓСРИЩЃЌЬзЖЁыцНКЙмЧАдйгУвЛАуЙЄвЕОЦОЋНЋЦфБэУцдйВСЪдвЛДЮЃЌШЗБЃжсГаЬњПЧБэУцЕФНрОЛЁЃ
2ЃЎ2 ОЩжсГаЬњПЧБэУцЕФЧхЯДДІРэ
ЪзЯШЧхГ§жсГаЬњПЧЙЕВлжаЕФЛвГОЁЂНКаМЁЂдгжЪЁЂВСОЛВагЭЃЌШЛКѓгУ120#ШмМСЦћгЭНўХнЧхЯДЁЂгУЯИВМВСОЛСРИЩЁЃЬзНКЙмЧАдйгУвЛАуЙЄвЕОЦОЋНЋЦфБэУцВСЪдИЩОЛЁЃжсГаЧхЯДКѓСРИЩЃЌгІЗХдкЪвФкЭЈЗчИЩОЛЕФЛЗОГжаЃЌЧаФЊЗХдкЪвЭтЛђЛвГОНЯЖрЕФЕиЗНЃЌвдБмУтЩАСЃНјШыжсГааОПЧФкЃЌдьГЩдчЦкФЅЫ№ЁЃвдЩЯЧхЯДЙЄзїЪЧЮЊСЫШЗБЃНКЙѕФкВуБэУцОЙ§бЙдВећаЮКѓЃЌВПЗжЧЖгкЬњПЧБэУцЙЕВлФкЃЌдіМгНКЙѕФкВугыЬњПЧБэУцМфЕФБЇКЯСІЃЌвдЕжгљдЫЖЏжаЕФКсЯђГхЛїСІЃЌДяЕННКЙѕдкдЫзЊжаВЛЭбПЧКЭЮЛвЦвЊЧѓЕФашвЊЁЃ
3ЩЯТоРжсГаЕФЮЌЛЄБЃбј
SLЯЕСаЩЯТоРжсГаЯЕЫЋПЧЫЋСаЯђаФЙіжщжсГаЃЌЦфНсЙЙгыЕЅСаЯђаФжсГаВЛЭЌЁЃвдSI68ЯЕСаЩЯТоРжсГаЮЊР§ЃЌзюЮЊУїЯджЎЧјБ№ЪЧЫЋСаМфга12mmГЄЕФжсЯђОрРыЁЃвђДЫЃЌдкзЂШыяЎЛљШѓЛЌжЌЪБЃЌЦфЬюГфСПдЖдЖЖргкЕЅСажсГаЁЃНКЙѕЮЪВЩгУFuвЛ242аЭМггЭЦїЪБЃЌБиаыБЃжЄ3#МЋбЙяЎЛљжЌМгШыЕНЕкЖўЕЕЙіжщДІЃЌВЂЩдгагЭжЌТдЩјГіУмЗтИЧПзЃЌВЂВСОЛзіКУЙѕУцЧхНрЙЄзїЁЃШчЙћМггЭСПДяВЛЕНЕкЖўЕЕЙіжщДІЃЌдьГЩЩЯТоРжсГаЩЯЛњКѓдЫзЊВЛЕНвЛИідТОЭФЅЫ№ЃЌбЯжигАЯьГЩЩДжЪСПМАжсГаЕФЪйУќЁЃ
ЖдЪЇаЇЁЂЫ№ЛЕжсГаЗжЮіЗЂЯжЃЌЭтЕквЛЕЕЙіжщДІШѓЛЌЬѕМўГфЗжЧвСМКУЃЌгЭжЌШдГЪШщАзЩЋЃЌЭтПЧФкЙЕКЭжсЭтЙЕЭЌЙіжщЁАШ§ЪЕЬхЁБГпДчБфЛЏМЋЮЂЃЌЖјЧвЙЕаЮБфЛЏМЋВЛУїЯдЃЛЖјФкЕкЖўЕЕЙіжщДІЮоШѓЛЌжЌЃЌЪєгкФІВСЃЌЛђЩйСПгЭжЌЃЌШѓЛЌВЛГфЗжЃЌгЭжЌГЪЩюзиЩЋЃЌЁАШ§ЪЕЬхЁБГпДчБфЛЏНЯДѓЃЌЙЕаЮЗЂЩњУїЯдЭЛБфЁЃЮх
ЬзЪЇаЇжсГаНтЦЪКѓИїВПЮЛГпДчВтСПМћБэ1ЁЃ

ШѓЛЌжЌМгзЂСПВЛзуЁЂШѓЛЌЬѕМўВЛСМЪЧЕМжТжсГабЯжиФЅЫ№ЕФдвђЁЃНКЙѕжсГаМгзЂШѓЛЌжЌжЎФПЕФЪЧШЗБЃНКЙѕдкЧЃЩьЙ§ГЬжаЛизЊСщЛюЃЌМѕЩйжсГаЙіжщЛђЙіеыгыЬњПЧФкБкЙьЕРВлжЎМфЕФФЅЫ№ЃЌбгГЄНКЙѕжсГаЕФЪЙгУЪйУќЁЃЖдгкШѓЛЌжЌЕФбЁдёКЭМгзЂСПгІШЯецЖдД§ЃЌЙ§ЖрМгзЂШѓЛЌжЌВЂЗЧРћгкШѓЛЌЃЌЦфМгзЂСПгІЮЊжсГаЬњПЧШнЛ§ЕФ70ЃЅзѓгв(ШЗБЃЕНЕкЖўЕЕЙіжщДІ)ЁЃШєГЌЙ§ЬњПЧШнЛ§КѓЛсв§Ц№СїЪЇЯжЯѓЃЌгШЦфЪЧМгУмЗтИЧКѓИќвзЕМжТЗжгЭЖјдьГЩШѓЛЌжЌСїЪЇЁЃЫцзХГЕМфЮТЖШЕФЩ§ИпЁЂНКЙѕбЙСІМгжиМАдЫзЊЪБМфЕФбгГЄЃЌгЭжЌЭЈЙ§НКЙѕСНВрЕФЕЙНЧУцж№НЅЩјШыНКЙѕЕФЯ№НКВуЃЌдьГЩНКЙѕБэУцШмеЭЃЌЦ№ЙФЦ№ХнЃЌШэНКЙѕКЭБэУцВЛДІРэНКЙѕгШЮЊЭЛГіЁЃ
жсГагІбЁдёЪЙгУЪйУќГЄЁЂГаЪмЧПЖШДѓЁЂЮТЖШЪЪгІЗЖЮЇЙуЁЂеГЖШДѓЁЂВЛЗжВуЁЂВЛБфжЪЁЂВЛСїЬЪЕФгЭжЌЁЃ3#МЋбЙяЎЛљжЌадФмНЯКУЃЌЦфгыАзЩЋЬижжжЌЯрБШЃЌГаЪмбЙЧПДѓЃЌЪЪгІЮТЖШИпЁЃ
4ЩЯТоРжсГаОЖЯђгЮЯЖ
FZ92013_92ЁЖSLЯЕСаЩЯТоРжсГаЁЗБъзМжаЙцЖЈЃЌжсГаЕФОЖЯђгЮЯЖЮЊOЃЎ03 mmвЛ0ЃЎ003 mmЃЌМД
жсГаЕФГЩЬзОЖЯђгЮЯЖВЛЕУаЁгк0ЃЎ003 mmЁЃШѓЛЌжЌгЭФЄгаКёЖШЃЌЦфЧЖгкЙіЖЏЬхЁЊЁЊаОПЧКЭаОжсЕФБэУцЃЌМЋДѓЕиНЕЕЭСЫБэУцНгДЅгІСІЃЌбгГЄСЫжсГаЪЙгУЪйУќЁЃЯдШЛЃЌШєжсГаУЛгаOЃЎ003 mmЕФзюаЁОЖЯђгЮЯЖЃЌЩЯТоРжсГадкдЫзЊЪБЙіЖЏЬхМфЕФБэУцОЭФбвдВњЩњгЭФЄЃЌдђВЛФмТњзуЩЯТоРжсГаСЌајЙЄзїЕФШѓЛЌЬѕМўЃЌжсГаЪйУќДѓДѓНЕЕЭЃЌЧвГЩЩДжЪСПЪмЕНбЯжигАЯьЁЃЮЊСЫТњзуЗФЩДЪЙгУвЊЧѓЃЌгжБиаыБЃжЄЩЯТоРжсГаОпгавЛЖЈЕФОЖЯђгЮЯЖЃЌЮвЙЋЫОжЦЖЈСЫsLЯЕСаЩЯТоРжсГаЦѓвЕФкПиБъзМЃЌМћБэ2ЁЃ

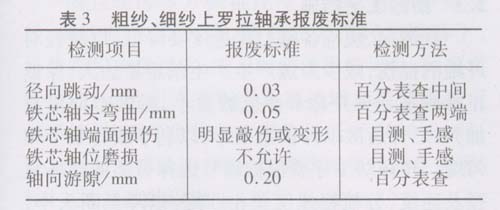
5ЩЯТоРжсГаБЈЗЯБъзМ
ДжЩДгыЯИЩДЩЯТоРжсГаЙЋВюГЌЯоЃЌАДБъзМБиаыгшвдБЈЗЯЃЌЗёдђгАЯьЗФЩДжЪСПЁЃЩЯТоРжсГаБЈЗЯБъзММћБэ3ЁЃ
змжЎЃЌгАЯьЩЯТоРжсГажЪСПМАЪЙгУЪйУќЕФвђЫиЪЧЖрЗНУцЕФЃЌШчжсГаВФСЯЁЂМгЙЄОЋЖШЁЂШШДІРэжЪСПЁЂжсГаЕФЩшМЦНсЙЙвдМАЗФжЏЦѓвЕЕФгІгУММЪѕЁЂе§ШЗЮЌЛЄБЃбјЕШЁЃЗФЛњХфМўЩњВњГЇКЭЗФжЏЦѓвЕгІУмЧаХфКЯЃЌдкНјвЛВНПЊЗЂаТВњЦЗКЭЬсИпИїРржсГаЁЂЬњаОЁЂЬзЭВжЪСПЕФЭЌЪБЃЌжиЪггІгУММЪѕЃЌШЗБЃЩЯТоРжсГаЕФдЫзЊадФмЃЌЬсИпЗФЩДжЪСПЁЃ
ВЮПМЮФЯзЃК
[1] грЙ№СжЃЎЗФЩДНКЙѕЕФжЦзїКЭОпЬхвЊЧѓ(ЩЯ)[J]ЃЎУоЗФжЏММЪѕЃЌ2003ЃЛ31(7)ЃК59ЁЋ62ЃЎ
[2] грЙ№СжЃЎЗФЩДНКЙѕЕФжЦзїКЭОпЬхвЊЧѓ(жа)[J]ЃЎУоЗФжЏММЪѕЃЌ2003ЃЛ31(8)ЃК6lЁЋ63ЃЎ
[3]грЙ№СжЃЎЗФЩДНКЙѕЕФжЦзїКЭОпЬхвЊЧѓ(ЯТ)[J]ЃЎУоЗФжЏММЪѕЃЎ2003ЃК31 (9)ЃЎ60-62ЃЎ