1 原料性能
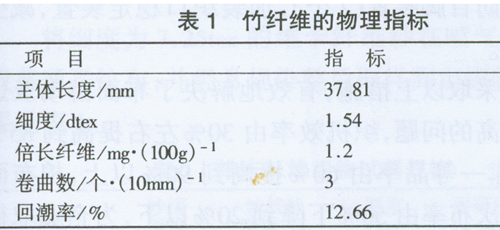
竹纤维素纤维是以天然竹材为原料,经化纤厂特殊加工制成纤维。竹纤维色泽、手感及其他性能与普通粘胶纤维类似。据报道:竹纤维有优良的染色性、弹性恢复性、悬垂性、抗菌性,特别具有优良的透气性和放湿性,其织物适宜制做高档夏季服装。我厂测定的原料物理指标如表1
2 工艺流程(以机器型号表示)
A035A--A036C--A092A--A076C--A186D--A272F-A272F--FA4501--A513W--1332MD
由于进行小样试纺,原料直接从A035A输棉帘处人工撕扯后喂人。
3 工艺配置及技术措施
3.1 清花
竹纤维整齐度好,不含杂质,但纤维打包紧密,人工撕扯后膨松性增大。清花工序在原来生产产品的工艺上稍作调整。A092AV型帘角度及自调匀整装置要做相应调整,棉卷定量为380g/m,定长30.6m,棉卷罗拉转速12r/min。
3.2 梳棉
竹纤维卷曲少,梳棉应采取适当定量,慢速度、紧隔距工艺,降低刺辊和锡林转速,合理配置张力牵伸,使棉网顺利转移。主要工艺参数为:定量20.05g/5m,刺辊转速800r/min,锡林转速330r/min,道夫转速18r/min,锡林-盖板隔距0.3、0.28、0.25、0.25、0.28mm,刺辊-锡林隔距0.2mm,锡林-道夫隔距0.13mm.
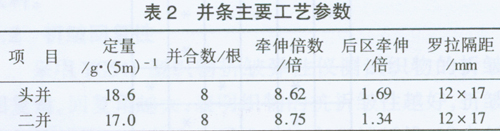
3.3 并条
采用合适的隔距、牵伸倍数及前后区牵伸分配。皮辊采用抗绕胶管(邵氏硬度为75度)。主要工艺参数见表2
3.4 粗纱
粗纱工序要注意温湿度的控制,工艺上采取大隔距小后区牵伸,重加压的原则,选用邵氏硬度为4的皮辊,使用集合器,清洁工作要好,防止条干恶化和皮辊皮圈现象。主要工艺配置为定量4.4g/l0m,总牵伸7.73倍,后区牵伸1.16倍,罗拉隔距28x50mm~9捻系数69。
3.5 细纱
为控制成纱质量,减少断头,防止缠绕皮辊,对细纱后区牵伸倍数、钳口隔距、纲领与钢丝圈的匹配、胶辊的选用都做了优选。主要工艺参数为:隔距17.5x27mm,后区牵伸1.25倍,捻系数330,采用高硬度皮辊(邵氏84度)。
3.6 络筒
络筒机配电子清纱器及空气捻接器,工艺参数为:短粗节S粗度+200%、长度1.5cra,长粗节L粗度+50%、长度30cm,长细节T粗度-40%、长度40cm、材
料系数7.5。
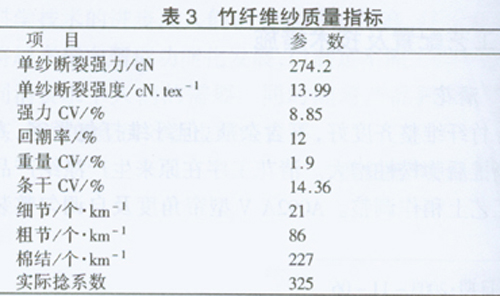
4 成纱质量指标
19.6tex竹纤维纱质量见表3