
0ЧАбд
ДЋЭГЕФАќаОЩДЖМЪЧЭЈЙ§дкЯИЩДЛњЩЯАВзАгаГЄЫПЮЙШЫВПМўЭъГЩСНжжЯЫЮЌЕФАќИВЗФЩДЙ§ГЬЁЃЮвЙЋЫОЩњВњЕФУоЕгАќаОЩДЪЧдкДжЩДЙЄађЭъГЩАќИВЃЌдкЯИЩДЛњЭъГЩЗФЩДЁЃдкДжЩДЛњЩЯАќИВЃЌдкЯИЩДЛњЩЯЭъГЩАќаОЩДЕФЗФЩДЙЄвеОпгаЙњМЪЯШНјЫЎЦНЁЃ
УоЕгАќаОЩДЪЧдкИФНјЕФFL-6аЭДжЩДЛњЩЯЃЌвдЖЬЯЫЮЊаОЁЂвдУоЯЫЮЌЮЊАќИВВуЫљЗФЕФАќаОЩДЃЌвђДЫУоЕгЖЬЯЫАќаОЩДжЏЮяМШОпгаДПУоЯЫЮЌЮќЪЊЁЂЭИЦјадКУЁЂВЛЦ№ОВЕчЁЂДЉзХЪцЪЪЕФгХЕуЃЌгжОпгаЯЫЮЌЧПСІИпЁЂФЭФЅЁЂЭІРЈЁЂУтЬЬадКУЕФЬиЕуЃЌЪЧРэЯыЕФЗўзАУцСЯЁЃИУВњЦЗдкЮвЙЋЫОЭЖВњвдРДЃЌВњЦЗвЛжБзЈЙЉШеБОЪаГЁЃЌЩюЪмгУЛЇКУЦРЃЌЭЌЪБгжЮЊЮвЙЋЫОгЎЕУСЫНЯКУЕФОМУаЇвцЁЃ
ЖЬЯЫАќаОЩДЕФЩњВњММЪѕФбЕуЪЧБиаыБЃжЄГЩЩДАќИВСМКУЃЌВЛдЪаэЯЫЮЌаОТЖГіЩДЕФБэУцЃЛГЩЩДБэУцЙтЛЌЁЂДУЕуЩйЃЌ10Эђm7МЖЩДДУ(ЮкЫЙЬиЙЋБЈЩДДУбљееA4+B4+C3+D2)Щйгк2ИіЁЃЦфФПЕФЪЧдкВМУцЩЯОЁСПМѕЩйаоЁЂжЏЁЂЯДЃЌЖХОјдьГЩЕгЯЫЮЌЭтТЖЖјгАЯьВМУцЕФШОЩЋаЇЙћЁЃЯжНЋУоЕгЖЬЯЫАќаОЩДЩњВњЙ§ГЬЕФММЪѕДыЪЉМАЬхЛсзмНсШчЯТЁЃ
1УоЕгЖЬЯЫАќаОЩДдСЯЕФбЁдё
УоЕгЖЬЯЫАќаОЩДЕФжївЊЬиЕуЪЧвЊЬхЯжГіУоЯЫЮЌЕФЬиадЃЌвђДЫЃЌЖЬЯЫЮЌвЊОпгаУоЯЫЮЌЕФЬиЕуЃЌашгУЬижЦЕФ1ЃЎ67 dtexЁС32 mmЖЬЯЫЮЌЃЌЖЬЯЫЮЌБШЕчзшБиаыдк2 x 107ІИ•cmвдЯТЃЌКЌгЭТЪдк0ЃЎ4ЃЅ-0ЃЎ7ЃЅЃЌЦфФПЕФЪЧвЊЧѓЯЫЮЌЕФОВЕчаЁЃЌГЄЖШвЊгыУоЯЫЮЌГЄЖШНгНќЃЌБугкдкДжЩДЁЂЯИЩДТоРЮеГжЧЃЩьжаЃЌФмНЯКУЕФПижЦЯЫЮЌЕФБфЫйдЫЖЏЃЌЬсИпГЩЩДЬѕгкОљдШЖШЃЛЭЌЪБвЊЧѓУоЯЫЮЌФмгааЇЕФАќИВЯЫЮЌЃЌВЛжСгкЪЙЯЫЮЌЭтТЉЁЃ
МјгкАќаОЩДжЏЮяЪЧгУгкИпЕЕЗўзАУцСЯЕФЩњВњЃЌвђДЫЃЌЖддУожЪСПвЊЧѓНЯИпЃЌгШЦфЪЧдУожаЩЋЛЈДУЕувЊЩйЃЌЦфФПЕФЪЧвЊАќЙќКУЕгЯЫЮЌЃЌЩЋЛЈДУЕуЩйПЩБмУтаожЏВМУцЩЋЛЈЪБдьГЩЯЫЮЌЭтТЉДУЕуЁЃдУожЪСПжИБъЃКЦЗМЖ129ЃЌжїЬхГЄЖШЮЊ29ЃЎ4mmЃЌЖЬШоТЪЮЊ12ЃЅЃЌГЩЪьЖШЮЊ1ЃЎ65ЃЌЯИЖШЮЊ1ЃЎ55dtexЃЌЖЯСбЧПСІЮЊ3ЃЎ8 cNЃЌКЌдгТЪЮЊ1ЃЎ6ЃЅЁЃ
2АќИВБШР§ЕФбЁдё
дкДжЩДЙЄађЭъГЩАќИВЪЧЩњВњАќаОЩДЕФЙиМќЮЪЬтЃЌЦфжаАќИВаЇЙћНЯЮЊживЊЃЌКЯРэЕФАќИВБШР§ЪЧБЃжЄАќИВаЇЙћЕФЙиМќЁЃШчУоЕгАќаОЩД19ЃЎ5 texЃЌЩшаОЕФБШР§ЮЊxЃЌдђУоЯЫЮЌАќИВВуКёЖШhЮЊЃК
ДгЩЯЪНжаПЩвдПДГіЃЌШчЙћxаЁЃЌЯЫЮЌеМЕФБШР§аЁЃЌдђАќИВВуКёЖШhОЭДѓЃЌУоЕгАќаОЩДАќИВаЇЙћдНКУЃЌЕЋЪЧЯЫЮЌКЌСПЩйСЫЃЌУоЕгЖЬЯЫАќаОЩДжЏЮяЕФПЙжхЁЂУтЬЬКЭБЃаЭадКУЕФЬиЕуОЭВЛЙЛЃЌвђДЫЃЌАќИВБШР§ЗЧГЃживЊЁЃВЛЭЌБШР§ЕФЩДаОжБОЖгыАќИВВуКёЖШЖдБШМћБэ1ЁЃ
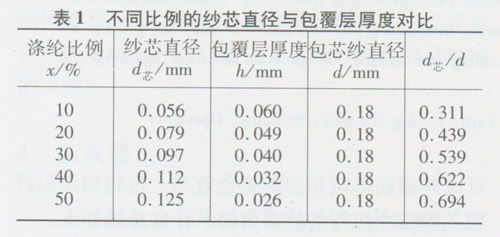
ОМЦЫуЃЌзюЪЪвЫЕФУоЕгАќаОЩДЕФБШР§ЮЊ40ЃЅЃЌЕЋЪЧдке§ГЃЩњВњжаЃЌГЩЩДЕФНиУцВЛПЩФмЪЧЙцдђЕФдВаЮЃЌЭЌЪБЩДаОвВВЛЛсвЛжБдкЩДЕФМИКЮжааФЃЌвђДЫЃЌАќИВВуЕФКёЖШвВВЛОљдШЃЌЫљвдЕФБШР§гІЪЪЕБаЁаЉЁЃЮвУЧбЁгУЕФБШР§ЮЊ30ЃЅЃЌУоЯЫЮЌАќИВВуБШР§ЮЊ70ЃЅЃЌетбљЃЌМШФмЬхЯжЯЫЮЌСМКУЕФЗўгУадФмЁЃДЉзХжаУоЯЫЮЌдкЭтЃЌВЛЦ№ОВЕчЁЂЭИЦјадКУЁЂДЉзХЪцЪЪЃЌШеБОгУЛЇВЩгУАќаОЩДжЏЮяжЦзїЕФЗўзАЖргУгкЬижжаавЕКЭОпгаЗРОВЕчвЊЧѓЕФЙЄзїГЁКЯЁЃ
3 FL-6аЭДжЩДЛњЕФММЪѕИФдьМАВйзїЬиЕу
3ЃЎ1 FL-6аЭДжЩДЛњЕФММЪѕИФдь
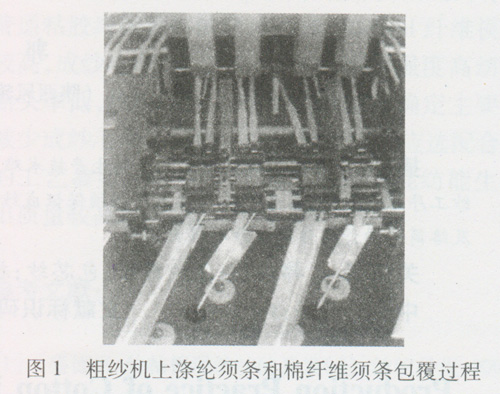
FL-6аЭДжЩДЛњЮЊЫФТоРЫЋНКШІЧЃЩьЃЛЕТЙњSKFЬижЦвЁМмЁЂТоРКЭНКЙѕЁЃгыДЋЭГДжЩДЛњВЛЭЌЕФЪЧвЛЬзвЁМмашЮеГжВЛЭЌЙцИёЕФЫФЬзРЎАШПкЁЂМЏУоЦїЁЂМЏЪјЦїЃЌЗжБ№ЕМШЫЯЫЮЌЬѕКЭУоЯЫЮЌЬѕЃЌдкЬижЦЭаУоАхЕФЭаЗіЯТЃЌРћгУДжЩДЕФМгФэзїгУЃЌЪЙДгЧАТоРЪфГіЕФаыЬѕЁЂУоаыЬѕдкЭаУоАхЩЯНјааАќИВЃЌвЛЬзвЁМмЗФГіЕФЪЧСНИљАќИВКУЕФДжЩДЁЃДжЩДЛњЩЯЯЫЮЌаыЬѕКЭУоЯЫЮЌаыЬѕАќИВЙ§ГЬМћЭМ1ЁЃ
3ЃЎ2ДжЩДЙЄађВйзївЊЕу
вЊБЃжЄСМКУЕФАќИВжЪСПЃЌВЛдЪаэЯЫЮЌЯдТЖдкГЩЩДЕФБэУцЁЃгжгЩгкгаСНИљЬѕзгНјааЧЃЩьКѓАќЙќЃЌаыЬѕЁЂУоаыЬѕШБвЛВЛПЩЃЌЫљвддкДжЩДЙЄађгыДЋЭГДжЩДЙЄађЕФВйзїгаКмДѓЕФВЛЭЌЁЃ
(1)ДжЩДЛњЧАЁЂЛњКѓЙтЕчЖЯЭЗздЭЃзАжУБиаыСщУєЃЌвЛИљЖЯЬѕКѓвЊФмМАЪБЭЃГЕЃЌБмУтвђЛњКѓЖЯЭЗдьГЩШБАќИВВуЛђепШБЩДаОЁЂЛњЧАЖЯЭЗКѓЦЎЭЗдьГЩЕФЯЫЮЌЭтТЉЁЃ
(2)ЭаУоАхЪЧАќаОЩДНјааАќИВЕФЙиМќВПМўЃЌДгШеГЃЩњВњжаЗЂЯжЭаУоАхИпЕЭЮЛжУЁЂЧуаБНЧЖШВЛЪЪЕБМЋвздьГЩАќИВВЛСМЁЃЮЊДЫЃЌжЕГЕЙЄбВЛиЪБжЛвЊЗЂЯжУоЭјАќИВВЛСМОЭвЊСЂМДЕїНкЭаУоАхИпЕЭЮЛжУЁЂЧуаБНЧЖШЃЛДжЩДЛњДѓаЁаоРэЁЂЗИФЦЗжжЪБЭаУоАхИпЕЭЮЛжУЁЂЧуаБНЧЖШЖМвЊжиаТЕїНкЃЌжБжСУПвЛИљДжЩДЖМАќИВСМКУЃЌЗНФме§ЪНЩњВњЁЃЕїЪдЙ§ГЬЗФГіЕФДжЩДЖМвЊДІРэГЩДжЩДЭЗЃЌОіВЛФмСїШыЯИЩДЙЄађЁЃ
(3)ДжЩДеХСІВЛЪЪЕБвВШнвздьГЩАќИВВЛСМЃЌвђДЫЃЌДжЩДеХСІвЊИљОнГЕМфЮТЪЊЖШЫцЪБЕїНкДжЩДЛњзЖТжЕФЦ№ЪМЮЛжУКЭеХСІГнТжЁЃ
(4)ДжЩДЛњКѓУоЬѕНгЭЗВЛдЪаэЬѕгыУоЬѕЭЌЪБНгЭЗЃЌУоЬѕгыЬѕдкВЂЬѕЙЄађЕФТфЭВЩшжУГЄЖШвЊгаВюОрЁЃДжЩДЛњЧАНгЭЗжЕГЕЙЄгУЪжФѓзЁЭјЭЗПЊГЕЃЌМДДгЧАТоРПЊГідМ1 mЕФаыЬѕгУЪжДъМгФэКѓв§ШыЗЈРМЃЌАбЩДЭЗШЦдкДжЩДЩЯЃЌД§ЩДЬѕАќИВе§ГЃКѓЃЌдкДжЩДбЙеЦЗДЯђ5cmДІЬљНКВМеГзЁЩДЮВЗНПЩПЊГЕЁЃЬљНКВМЩДдкЯИЩДЙЄађЭЫШЦЕНЬљНКВМЮЛжУЪБДжЩДЖЯЕєЃЌгЩЯИЩДЙЄађНЋИУДжЩДЭЫЛиДжЩДЙЄађЃЌгЩАќаОЩДДжЩДжЕГЕЙЄАбНгЭЗДІАќЙќВЛСМЩДДІРэИЩОЛЃЌдйЫЭЛиЯИЩДЙЄађМЬајЪЙгУЁЃ
4ЯИЩДЙЄађММЪѕвЊЕу
ЮЊСЫБЃжЄСМКУЕФАќИВаЇЙћЃЌвђДЫДжЩДВЩгУжиЖЈСПЃЌЯИЩДЙЄвеЩшМЦЪБКѓЧјЧЃЩьБЖЪ§ЦЋДѓЁЂЧАТоРМгбЙЦЋДѓЁЂТоРЮеГжОрНщгкДПУоВњЦЗгыЕгУоВњЦЗжЎМфЁЃгЩгкДжЩДЖЈСПжиЃЌаыЬѕЖдНКЙѕЕФФЅЫ№ДѓЃЌНКЙѕМЋвздьГЩАМаФаЮГЩЬѕИЩДУЕуЃЌвђДЫЃЌНКЙѕвЛАуВЩгУЩлЖћAгВЖШ84ЖШЕФДѓЦсДІРэНКЙѕЃЌВЂЧвУПЬьБиаыгазЈШЫЪЙгУБуаЏЪННКЙѕМьЖЈвЧЖдГЕЩЯНКЙѕНјааМьВщЁЃ
ЭЈЙ§ЙЄвеЪдбщбЁгУБЁЙаЮW321аЭИжЫПШІЃЌгЩгкИУаЭКХИжЫПШІШІБпЭтЗЃЌгыИжСьНгДЅЕуаЁЃЌЩДЯпЭЈЕРЙтЛЌЭЈГЉЃЌФмгааЇЕФМѕЩйГЩЩДУЋг№ЛђвђИжСьгыИжЫПШІФІВСдьГЩЯЫЮЌЭтТЖЕФДУЕуЁЃ
ЯИЩДЙЄађВйзїгыДЋЭГЕФЯИЩДВйзїЗЈгаЫљВЛЭЌЃЌЪзЯШЃЌЛЛДжЩДЪБВЛФмАќОэДжЩДЃЌБиаыНЋДжЩДЬѕв§ШыЯИЩДЧЃЩьЧјЗФГіаыЬѕЃЌгУЙмЩДНгЭЗЃЌФПЕФЛЙЪЧЮЊСЫМѕЩйЯЫЮЌЕФЭтТЖЁЃ
5ТчЭВЙЄађММЪѕвЊЕу
ИљОнгУЛЇвЊЧѓЃЌГЩЩД5mmУЋг№ЕФЪ§СПБиаыПижЦдк60ИљЃЏ10 mвдФкЃЌвђДЫЃЌТчЭВгІВЩгУЕЭЫйЖШЁЂЧсеХСІЕФЙЄвеХфжУЃЌвдНЕЕЭГЩЩДУЋг№діГЄТЪЁЃбЁгУЁэ7-ЂђаЭДхЬяздЖЏТчЭВЛњЩњВњАќаОЩДЃЌЖдЩшБИЕФвЊЧѓЪЧЩДЯпЭЈЕРЙтЛЌЮоУЋДЬЃЌЕчзгЧхЩДЦїЧхГ§ЩДДУаЇТЪДяЕН90ЃЅвдЩЯЁЃУПжмЖдАќаОЩДИїЦЗжжЕФЩњВњаЇТЪЁЂЛЦЩЋАДХЅЕЏГіТЪЁЂДђНсЪЇЮѓТЪЁЂЖЯЭЗТЪЁЂЧхГ§ЩДДУЕФбљЦЗЕїВщШ§ИіАрДЮЃЌЗжЮідвђЃЌгаеыЖдадЕиЯђЧАЙЄађЗДРЁаХЯЂЃЌМАЪБВЩШЁДыЪЉЁЃ
здЖЏТчЭВЛњЩњВњАќаОЩДЖдНгЭЗФэНсжЪСПвЊЧѓЪЎЗжбЯИёЃЌДђНсЪБСНЖЫЩДЭЗвЛЖЈвЊГфЗжЭЫФэЁЂШЛКѓФэНсЃЌНсЭЗВЛФмЙ§ДѓЃЌЗёдђШнвзВњЩњВМУцАзаЧДУЕуЃЌгАЯьШОЩЋаЇЙћЁЃвЛАувЊЧѓФэНгЭЗГЄЖШЩдГЄЁЂНгЭЗДІЩдЯИЃЌЕЋЪЧФэНгЭЗДІЕФФэНсЧПСІВЛФмЕЭгкдЩДЕФ85ЃЅЁЃ
6 Нсгя
ЩњВњУоЕгАќаОЩДЕФдСЯжЪСПЪЧБЃжЄЗФЩДЫГРћЕФЛљДЁЃЌЖЬЯЫЮЌГЄЖШЮЊ32 mmЃЌвЛАуЙњФкВЛЩњВњИУЙцИёЕФЖЬЯЫЮЌЃЌашЬиБ№ЖЈжЦЁЃУоЯЫЮЌгІбЁгУЕШМЖНЯИпЁЂЩЋдгЩйЕФдУоЁЃУоЕгАќаОЩДЩњВњММЪѕФбЕуЪЧБЃжЄГЩЩДАќИВСМКУЁЂБмУтЯЫЮЌЭтТЖЃЌЫљвддкЩшБИЙмРэЃЌгШЦфдкШеГЃЩњВњЙмРэжаЖдИїжжгаПЩФмВњЩњЯЫЮЌЭтТЖЕФвђЫижЦЖЈдЄЗРДыЪЉЃЌВЂШЯецЪЕЪЉЃЌВЂМгЧПЖдДыЪЉжДааЧщПіЕФМьВщЁЃ
гУЛЇвЊЧѓГЩЩД7МЖЩДДУЪ§ВЛГЌЙ§2ИіЃЏ10ЭђmЃЌЭЈЙ§ЖдЩДДУРраЭЕФЗжЮіЃЌA4+B4+C3+D2ЩДДУжївЊВњЩњдкВЂЬѕЁЂДжЩДЙЄађЃЌвђДЫВЂЬѕЁЂДжЩДЙЄађЧхНрЁЂЮќЗчзАжУБиаыСМКУЁЃТчЭВФэНсВЛСМШнвздьГЩD2ЩДДУЃЌЫљвдЃЌУПЬьвЊгазЈШЫЖдТчЭВУПвЛИіЖЇзгЕФНгЭЗФэНсжЪСПНјааМьВщЁЃДжЩДЁЂЯИЩДЙЄађЕФВйзїгыДЋЭГДжЩДЁЂЯИЩДгаКмДѓВЛЭЌЃЌвђДЫЃЌАќаОЩДЕФДжЩДЁЂЯИЩДжЕГЕЙЄвЊОЙ§зЈУХХрбЕЃЌКЯИёКѓЗНФмЩЯГЕЁЃЖдАќаОЩДЩњВњЕФИїЙЄађгІжЦЖЈАбЙиДыЪЉЃЌд№ШЮТфЪЕЕНШЫЃЌШЗБЃАќИВВЛСМЩДДУСїШыВМУцЁЃ