
1Ј®1 КАҪз·ДЦҜТөҪб№№өчХыөДЗчКЖј°ЖфКҫ
өұҪсКАҪз·ДЦҜТөөчХыөДЗчКЖКЗЈә·ўҙп№ъјТ(ГАЎўЕ·ЎўИХ)ОӘјјКхГЬјҜРНөД·ДЦҜТөЈ¬ІъЖ·ІаЦШБчРРРФЎўұд»ҜРФЎўёЯЦКБҝЎўёЯёҪјУјЫЦөЈ¬МШұрКЗёЯјјКх·ДЦҜЖ·Ј»ЦРөИ·ўҙп№ъјТәНөШЗш(ә«№ъЎўПгёЫЈ¬МЁНеөИ)ОӘЧКұҫГЬјҜРН·ДЦҜТөЙъІъЎўҫӯУӘЦРёЯөө·ДЦҜІъЖ·Ј»·ўХ№ЦР№ъјТ(¶«СЗЎў¶«ДПСЗЎўДПСЗ)ОӘТФ·ДЦҜіхјУ№ӨЦРөНөөҙуВ·ІъЖ·ОӘЦчЈ¬іцҝЪҙуЕъБҝіЈ№жІъЖ·ЎЈ
ҙУКАҪз·¶О§ҝҙЈ¬·ДЦҜРРТөНщНщКЗТ»ёц№ъјТ№ӨТө»ҜјУЛЩКұЖЪөДЦчөјІъТөЦ®Т»Ј¬ө«ФЪҫӯ№эТ»¶ОКұјдөДёЯЛЩА©ХЕәуЈ¬УЦҝЙДЬіЙОӘЦШөгөчХыөДІъТөЦ®Т»ЎЈОчЕ·ЎўГА№ъөИЦчТӘ№ӨТө»Ҝ№ъјТөД·ДЦҜТө¶јУР№эХвЦЦөчХыҫӯАъЈ¬ЖдФӯТтКЗ№ъДЪКРіЎРиЗуҪб№№өДұд»ҜәН№ъјККРіЎ»·ҫіөДұд»ҜЎЈ
1Ј®2 КАҪз·ДЦҜТөҪб№№өчХы¶ФОТГЗөДЖфКҫ
ЎЈ)ЛдИ»·ДЦҜТөФЪТ»Р©№ъјТФшҫӯ»тХэФЪЛҘНЛЈ¬ө«Н¬КұУЦФЪБнТ»Р©№ъјТРЛЖрЈ¬ЛжЧЕҫӯјГ·ўХ№Ј¬ИЛҝЪФцјУЈ¬·ДЦҜІъЖ·өДРиЗу»бІ»¶ПФцјУЈ¬ЛщТФ·ДЦҜТөКЗТ»ёцУАәгөДІъТөЈ¬»біЦРш·ўХ№ПВИҘЎЈ
b)РРТөҪб№№өчХыКЗ№ӨТө»Ҝ№ъјТұШИ»ЗчКЖЎЈЖдЦчТӘДЪИЭКЗҙу№жДЈјхЙЩАН¶ҜГЬјҜөД·ДЦҜЙъІъәНіЈ№жБ®јЫІъЖ·ЙъІъДЬБҰЈ¬ИзЙъІъЙиұёПтөНіЙұҫөШЗшЧӘ ТЖЈ¬А©ҙуЧКҪрГЬјҜәНјјКхГЬјҜРНРРТө№жДЈөИЎЈ
ЎЈ)ІъЖ·Ҫб№№өДөчХыЎЈІъЖ·¶аСщ»ҜәНёЯөө»ҜКЗ·ўҙп№ъјТФцЗҝҫәХщБҰөДЦШТӘКЦ¶ОЈ¬·ДЦҜПы·СКРіЎПтёцРФ»ҜЎўБчРР»ҜЈ¬№ҰДЬ»Ҝ·ҪПт·ўХ№ЎЈН¬КұЈ¬»ҜПЛІъЖ·ұИАэФцјУЈ¬·ДЦҜІъЖ··юЧ°УГЎўЧ°КОУГЎўІъТөУГТСРОіЙИэ·ЦМмПВёсҫЦЈ¬МШұрКЗІъТөУГ·ДЦҜЖ·ұИАэСёЛЩМбёЯЎЈ
d)јјКхҪб№№өДөчХыЎЈМФМӯ№эКЈЎўіВҫЙјјКхЧ°ұёЈ¬ЧоЦчТӘКЦ¶ОКЗјјКхёДФмЎЈЖдДҝөДКЗМбёЯАН¶ҜЙъІъВКЎўјхЙЩУГ№ӨЎўМбёЯЦКБҝЎўҝӘ·ўРВІъЖ·ЎўҪЪФјДЬФҙәНФӯІДБПЎўёДЙЖАН¶ҜМхјюәНұЈ»Ө»·ҫіЎЈјјКхёДФміЈУлЙиұёМФМӯН¬КұҪшРРЎЈ
1Ј®3 КАҪзГЮ·ДЦҜјјКхөД·ўХ№ЗчКЖ
№ъјКГЮ·ДЦҜјјКх·ўХ№өД»щұҫМШөгКЗЈә ИХРВФВТмөД·ДЦҜРВ№ӨТХЎўРВјјКхЎўМШұрКЗөзЧУјјКхәНјЖЛг»ъјјКхөД№г·әК№УГЈ¬К№·ДЦҜЙъІъіЦРшПтУЕЦКЎўёЯІъЎўЧФ¶Ҝ»ҜЎўБ¬Рш»Ҝ·ҪПт·ўХ№ЎЈН»іцұнПЦФЪТФПВИэёц·ҪГжЎЈ
(1)ЙъІъЛ®ЖҪІ»¶ПМбёЯ
Ҫь°лёц¶аКАјНЈ¬ГЮ·ДЦҜЙъІъЛ®ЖҪУРБЛәЬҙуМбёЯ(јыұн1)ЎЈ

»Ш№ЛГЮ·ДЦҜјјКх·ўХ№АъК·Ј¬ЙъІъЛ®ЖҪГҝТ»ҙОҙуөДМбёЯЈ¬ОЮІ»КЗУЙУЪ№ӨТХјјКхәНЧ°ұёИЎөГөДН»ЖЖЎЈКбГЮ»ъІъБҝіЙұ¶ФціӨКЗУЙУЪҪрКфХлІјУҰУГН»ЖЖБЛБЦЛЩ¶ИөДПЮЦЖЎЈЧФ¶ҜВзНІ»ъөДОККАКЗҪрКфІЫНІЎўөзЧУЗеЙҙәНҝХЖшДнҪУјјКхөДіЙКмәНУҰУГЈ¬Іј»ъЛЩ¶ИөДМбёЯёДёпБЛҙ«НіЛуЧУТэОі·ҪКҪЈ¬ІЙУГБЛЕзЖшәНҪЈёЛөДОЮЛуТэОіПөНіЎЈ
b)јјКхҪшІҪНЖҪшБЛІъЖ·ЦКБҝөДМбёЯ
ЗеКбБӘјјКхК№ЗеКбБҪёц№ӨРтЦұҪУБӘҪУЈ¬ПыіэБЛіЙҫнЎўНЛҫн¶ФГЮМхЦКБҝөДУ°ПмЈ¬ПыіэФӯЗеГЮ№ӨТХҝӘЛЙС№ҪфіЙҫнөДІ»әПАнРФЎЈҙуИЭБҝГЮ¶С»мГЮЎўНщёҙКҪ¶а°ьЧФ¶ҜЧҘГЮЎў¶аІЦ»мГЮЎўҫ«ПёҝӘГЮөИРВ№ӨТХЈ¬МбёЯБЛҝӘЗеГЮБчіМҝӘЛЙЎўіэФУЎўҫщФИЎў»мәНЧчУГЈ¬МеПЦБЛПЦҙъҝӘЗеГЮ№ӨТХҫ«ПёЧҘГЮЈ¬ҫщФИ»мәПФзВдРЎЛйЈ¬ТФКбҙъҙтөД№ӨТХЛјВ·Ј¬ёДЙЖБЛБчіМ№ӨТХРФДЬЎЈөҘ»ъәНИ«БчіМІЙУГөД№вөзјмІвЎўС№БҰҙ«ёРЎўЖшБчКдГЮЎўЧФөтФИХыЎўјЖЛг»ъЧЫәПјаҝШөИјјКхМбёЯБЛФЛРРөДОИ¶ЁРФЎўҝЙҝҝРФЎўұЈЦӨәНМбёЯБЛКдіцГЮМхөДҫщФИ¶ИЎЈ
КбГЮәНІўМхөДЧФөчФИХыјјКхНЁ№эФЪПЯјмІвЎўО»ТЖҙ«ёРЎўРЕәЕЧӘ»»ЎўЛЕ·юПөНіҝШЦЖЎўјЖЛг»ъҙҰАнЎўұдЖөөтЛЩөИјјКхЈ¬К№КдіцГЮМхЦРіӨЖ¬¶ОЎўЙхЦБ¶МЖ¬¶ОөДҫщФИ¶И¶јДЬОИ¶ЁФЪТ»¶Ё·¶О§ДЪЈ¬ҙУ¶шұЈЦӨБЛіЙЙҙЦКБҝөДОИ¶ЁЎЈ
ұдЖөјјКхәНјЖЛг»ъјјКхУҰУГФЪҙЦЙҙ»ъЙПЈ¬К№ҙЦЙҙФЪ·ДЙҙ№эіМЦР»щұҫұЈіЦәгХЕБҰЧҙМ¬Ј¬ИЎПыМъЕЪәуІ»ө«¶§ЛЩПФЦшМбёЯЈ¬¶шЗТ»№МбёЯБЛ·ДЙҙЦКБҝЎЈ
ПёЙҙ·ДЙҙјјКхІ»¶ПНкЙЖІўИЎөГБЛН»ЖЖРФҪшХ№Ј¬УөУР¶аЦЦПИҪшҝЙҝҝөДЗЈЙмЧ°ЦГЈ¬И·ұЈ·ДЙҙЦКБҝОИ¶ЁҝЙҝҝЎЈПёВзБӘК№ҙ«Ні·ДЙҙ№ӨТХЦРУГ№ӨЧо¶аЎўАН¶ҜЗҝ¶ИЧоҙуЎўТАҝҝІЩЧч№ӨИЛјјКхКмБ·іМ¶ИұЈЦӨІъЖ·ЦКБҝөДБҪёц№ӨРтКөПЦБЛЧФ¶Ҝ»ҜЎўБ¬Рш»ҜЙъІъЎЈІ»ҪцұЈЦӨәНМбёЯБЛІъЖ·ЦКБҝЈ¬ҙу·щ¶ИјхЙЩБЛУГИЛЈ¬МбёЯБЛАН¶ҜЙъІъВКЈ¬»№ҪвҫцБЛҙ«Ні·ДЙҙ№ӨТХЦРіӨЖЪТФАҙДСТФҪвҫцөД·ДЙҙЛЩ¶ИәНПёЙҙҫнЧ°өДГ¬¶ЬЈ¬К№»·¶§·ДЙҙУЙЦРЛЩҙуҫнЧ°ПтёЯЛЩЦРҫнЧ°·ўХ№Ј¬ҙУ¶шҙу·щ¶ИМбёЯБЛ·ДЙҙЛЩ¶ИЈ¬МбёЯБЛ»·¶§·ДЙҙЙъІъР§ВКЎЈПёВзБӘКЗҙ«Ні·ДЙҙјјКхПтПЦҙъ·ДЙҙјјКх·ўХ№өДЦШТӘұкЦҫЎЈҪфГЬ·ДЙҙРВјјКхөДІъТө»ҜЈ¬ОӘ·ДЙҙјјКхМШұрКЗ·ДЙҙЦКБҝөДҪшТ»ІҪМбЙэҙшАҙИ«РВёЕДоЎЈ
ЧФ¶ҜВзНІ»ъКЗ·ДЙҙЙъІъЦРЧФ¶Ҝ»ҜіМ¶ИЧоёЯЈ¬¶ФіЙЙҙЦКБҝУ°ПмҪПҙуөДЙиұёЦ®Т»ЎЈөзЧУЗеЙҙ°ҙЙи¶ЁТӘЗуЧФ¶ҜЗРіэёчАаЙҙҙГЈ¬ДнҪУјјКхНЁ№эЖшБч»тҙкДнК№ЙҙН·ДнҪУіЙҙпөҪТ»¶ЁТӘЗуөДОЮҪбЙҙЎЈ
2 ОТ№ъГЮ·ДРРТөөДҫәХщБҰ·ЦОц
2Ј®1 УЕКЖ
a)ОТ№ъГЮЙҙЎўГЮІјЙъІъБҝҫщҫУКАҪзөЪТ»О»Ј¬ТСіЙОӘКАҪзЧоҙуөД·ДЦҜЙъІъ№ъЈ¬Н¬КұЈ¬ОТ№ъ»№КЗ·ДЦҜЖ··юЧ°іцҝЪҙу№ъЎЈ
b)ОТ№ъУР·бё»өД·ДЦҜПЛО¬ЧКФҙІъГЮҙу№ъЦ®Т»ЎЈ
c)ҫЯУР¶АМШөДАН¶ҜБҰУЕКЖЎЈКЗКАҪзјёҙуІъГЮҙу№ъЦ®Т»ЎЈ
d)ҫЯУРҪПёЯөДКРіЎ·ўХ№З°ҫ°әНЗұБҰЎЈМШұрКЗјУИлWTOЈ¬·ДЦҜҪ«КЗЦР№ъҫЯУРҪПҙуҫәХщБҰөДІъТөЎЈОТ№ъИЛҫщПЛО¬ПыәДБҝУлКАҪзЖҪҫщЛ®ЖҪ»№УРәЬҙу·ўХ№ҝХјдЈ¬Ч°КОУГЎўІъТөУГ·ДЦҜБмУтёьҙэІ»¶ПҝӘ·ўЎЈ
2Ј®2 Іоҫа
a)Ж·ЦЦЦКБҝ·ҪГжЈ¬Ул№ъјКПИҪшЛ®ЖҪ»№УРТ»¶ЁІоҫаЈ¬МШұрКЗФЪІъЖ·өДОИ¶ЁРФ·ҪГжЎЈ№ъНвҫ«КбЙҙұИАэ50ЈҘЈ¬ОЮҪбЙҙ100ЈҘЈ¬¶шОТ№ъҪцҙп17Ј®7ЈҘәН
41Ј®8ЈҘЎЈ
b)АН¶ҜЙъІъВКҙжФЪІоҫаЈ¬¶ЦЙҙУГ№ӨОӘИХұҫөД2-3ұ¶Ј¬ОӘГА№ъөД6-8ұ¶Ј¬НтГЧІјУГ№ӨОӘИХұҫөД4-5ұ¶ЎЈ
c)јјКхЧ°ұёёьРВ»әВэЎЈХыёц90ДкҙъЈ¬УЎ¶ИЙҙ¶§ёьРВ32Ј®5ЈҘЈ¬°Н»щЛ№М№16Ј®2ЈҘЈ¬ГА№ъ18Ј®3ЈҘЈ¬ТвҙуАыҙп54ЈҘЈ¬¶шОТ№ъҪц5ЈҘЈ¬ҫЭ2001ДкНіјЖЈ¬ОТ№ъГЮ·ДЙиұё70ДкҙъЙъІъөДХј12Ј®25ЈҘЈ¬80ДкҙъХј56Ј®08ЈҘЈ¬90ДкҙъХј31Ј®6ЈҘЈ¬әвБҝГЮ·ДјјКхҪшІҪөДұкЦҫРФЧ°ұёЗеКбБӘәНЧФ¶ҜВзНІ»ъХјУРВКУл№ъјКПИҪшЛ®ЖҪУРҪПҙуІоҫаЈ¬јыұн2ЎЈ
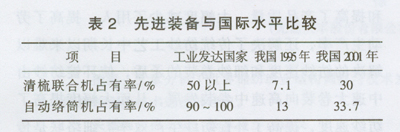
ұн2 ПИҪшЧ°ұёУл№ъјКЛ®ЖҪұИҪП
ҪьјёДкҪфГЬ·ДЙҙјјКхөДРЛЖ𣬶ФЙҙПЯЦКБҝҙшАҙБЛРВөДёпГьЈ¬ҫЭіЖЕ·ЦЮҪ«УГИэДкКұјдҪ«ҙ«Ні·ДЙҙёДФмОӘҪфГЬ·ДЎЈ
d)№ЬАнЛ®ЖҪУл·ўҙп№ъјТҙжФЪҪПҙуІоҫаІъЖ·ҝӘ·ўЎўКРіЎ·ҙУҰЎўДЪІҝ№ЬАнҫщРијУЛЩМбЙэЎЈ
e)ЙъІъіЙұҫ·ҪГжЈ¬УлУЎ¶ИЎў°Н»щЛ№М№ЎўУЎДбөИЦЬұЯ№ъјТұИЈ¬ТСЦрҪҘК§ИҘУЕКЖЈ¬МШұрКЗ№ӨЧКәНөз·СЈ¬ОТ№ъЖҪҫщЛ®ЖҪТСі¬№э¶«ДПСЗјёёц·ДЙҙҙу№ъЎЈ
3 јУЛЩОТ№ъГЮ·ДЖуТөјјКхҪшІҪөДҪЁТй
ОТ№ъГЮ·ДТөУҰҙУТФПВјё·ҪГжНЖҪшјјКхҪшІҪЎЈ
3Ј®1 ЗеКбБӘјјКх
ЗеКбБӘІ»ҪцКЗҝӘЗеГЮәНКбГЮ¶юёц№ӨРтөДЦұҪУБӘҪУЈ¬ёДёпБЛҙ«НіҝӘЛЙ--іЙҫн--ҝӘЛЙөДІ»әПАн№ӨТХБчіМЈ¬ЗТјхЗбАН¶ҜЗҝ¶ИЈ¬јхЙЩУГ№ӨЈ¬ёьЦШТӘөДКЗОӘәу№ӨРтМбёЯІъЖ·ЦКБҝҙҙФмМхјюЎЈХжХэМеПЦБЛ¶а°ьЧҘИЎЎў¶а°ь»мәПЎўФзВдЙЩЛйЈ¬ТФКбҙъҙтЎўёЯР§КбАнәНУРР§ФИХыөДПЦҙъЗеКб№ӨТХАнВЫЎЈ№ъНвТС№г·әУҰУГјЖЛг»ъјјКхј°¶аІҝО»ІЙУГөҘ¶Аөз»ъЗэ¶ҜЈ¬НЁ№эУЕСЎІОКэІўФЪЙъІъ№эіМЦРФЪПЯјаҝШөчХыөИЧоРВјјКхЎЈ
№ъІъЗеКбБӘТСИХЗчіЙКмЈ¬КөПЦБјәГРФјЫұИЎЈ
Г»УРМхјюЙПЗеКбБӘөДАПБчіМЈ¬ҝЙНЁ№эЛ«ФІЧҘЧҘИЎЎўФцјУ¶аІЦ»мГЮ»ъЎўёДҪшҙтКЦРНКҪЎўФцМнЧФөчФИХыәНХс¶ҜГЮПдҪшРРёДФмЈ¬КбГЮІЙУГРВРНХлІјЈ¬ФцјУ№М¶ЁФӨКбёЗ°еЈ¬ұдЖөөчЛЩөИјјКхҪшРРёДФмЎЈ
3Ј®2 ЧФөчФИХыІўМх»ъ
№ъНвІЙУГЧФөчФИХыәНФЪПЯҝШЦЖөДёЯЛЩІўМх»ъЛЩ¶ИТСҙп1000mЈҜminТФЙПЈ¬ЧФөчФИХыІЙУГКэЧЦјјКхәН¶ҜМ¬РФј«ёЯөДЛЕ·юөз»ъЈ¬ЕдТФёЯҫ«¶ИҝмЛЩЙЁГиЈ¬ұЈЦӨ¶аЦЦЛЩ¶ИПВФИХыР§№ыЈ¬И«Іҝ»ъјюұнГжҫӯМШКвҙҰАнЈ¬РэЧӘКҪ»»јтЧ°ЦГЈ¬ЕдТФҫШРОМхНІК№ИЭБҝФцјУ20ЈҘЎЈ№ъДЪЙъІъөДЧФФИІўМх»ъТСЦрІҪ№э№ШЈ¬ҝЙТФ·ЦөөК№УГЈ¬¶ФОИ¶ЁіЙЙҙИэёцCVЈҘЦөәНҝШЦЖПөНіОИ¶ЁУРГчПФР§№ыЎЈ
3Ј®3 ёЯР§ДЬҫ«Кб»ъ
№ъНвТСН»ЖЖ400ЗҜҙОҙу№ШЈ¬Чјұё№ӨРтІЙУГМхІўҫнБӘәП»ъЎЈјУҝмҫ«КбІъЖ·ҝӘ·ўЈ¬МбёЯҫ«КбІъЖ·ұИЦШЈ¬КЗГЮ·ДРРТөөчХыІъЖ·Ҫб№№Ј¬ФцЗҝІъЖ·ҫәХщДЬБҰөДЦШөгЦ®Т»ЎЈУл№ъНв·ўҙп№ъјТПаұИЈ¬ОТ№ъҫ«КбЙҙұИЦШөНЈ¬ЗТЦКБҝЛ®ЖҪІ»ёЯЈ¬ҙпІ»өҪ№ъјКЙПТ»°гҫ«КбІъЖ·Л®ЖҪЎЈіэёьРВёЯР§ДЬҫ«Кб»ъНвЈ¬АП»ъУҰ»эј«ҙУФцјУҫ«КбВдГЮЎўСЎФсУЕЦККбАнЖчІДЎўЗЈЙмјУС№»ъ№№ёДФмөИЈ¬ТФМбёЯҫ«КбЙҙЦКБҝЎЈ
3Ј®4 өзДФҙЦЙҙ»ъ
ПЦҙъҙЦЙҙ»ъ·ўХ№·ҪПтУҰІЙУГёЯР§ҝЙҝҝ4ВЮАӯDРНЗЈЙмПөНіЎўөх¶§ҙуҫнЧ°Ј¬ИЎПыіЙРОМъЕЪЈ¬УГКэС§ДЈРНҝШЦЖіЙЙҙіЙРОЈ¬ІЙУГ"ЧФөчФИХы"ҝШЦЖҙЦЙҙХЕБҰЈ¬ҝӘ№ШіөФИЛЩЙэЛЩОЮПёҪЪөИРВјјКхЎЈ
3Ј®5 ҪфГЬ·ДЙҙәНҙЦПёВзБӘјјКх
ПёЙҙ»ъҪ«Пті¬іӨРНЎўёЯЛЩҙуЗЈЙмЈ¬ЧФ¶Ҝ»ҜЎўБ¬Рш»ҜәНЦЗДЬ»Ҝ·ҪПт·ўХ№Ј¬№ъНвјјКх»№№г·әІЙУГПёЙҙ¶ПН·ҙЦЙҙЧФНЈЎўјҜМеЧФ¶ҜВдЙҙЎўКэҫЭЧФ¶ҜКХјҜЎўЧФ¶ҜұдЛЩЈ¬ҪьјёДкҪфГЬ·ДјјКхөДНЖіц¶Фҙ«Ні·ДЙҙ№ӨТХАнВЩҙшАҙРВөДЛјПлЈ¬Ҫ«Тэ·ў·ДЙҙАнВЫҪшТ»ІҪ·ўХ№Ј¬ДҝЗ°№ъНвУР5ЦЦРНКҪЎЈ№ъІъ·Д»ъі§УҰјУҝмҝӘ·ўЙъІъЎЈН¬КұЈ¬ПёВзБӘј°ЦБҙЦПёВзБӘТСіЙОӘМбёЯЙъІъВКәНЧФ¶Ҝ»ҜУРР§ҙлК©ЎЈ
№ъІъАППёЙҙ»ъУҰјУЛЩёьРВёДФмЈ¬МШұрКЗ№ШјьЗЈЙмФӘјюәНҙ«¶ҜРНКҪөДёДҪшЈ¬Ҫ«УРР§МбёЯГЮЙҙөөҙОЈ¬№ӨТХЙП»эј«МҪЛчҪфГЬ·ДЙҙАнВЫЈ¬К№ЙҙП߹⻬ЎўИбИнЎўГ«УрЙЩЈ¬ёЯЛЩЦРҫнЧ°Ҫ«УРАыУЪІъБҝәНЦКБҝөДМбёЯЎЈ
3Ј®6 ЧФ¶ҜВзНІ»ъ
№ъјКПИҪш»ъРНТСН»ЖЖ2000mЈҜminВзЙҙЛЩ¶ИЈ¬ёьЗчОЮҙГЎўОЮҪбЎўёЯР§ЎўёЯЛЩҫ«ГЬҫнИЖЎЈМШұрКЗ»ъөзТ»Ме»ҜјјКхәНЗеіэТмПЛөзЗеЎўЖшДнј°ҙкДнөИјјКхёьЗчНкЙЖЎЈ