
ОӘБЛККУҰКРіЎРиТӘЈ¬ОТі§ФЪZXAЎӘeЕзЖшЦҜ»ъЙПҝӘ·ўБЛҙҝГаҫ«КбёЯЦ§°НАпЙҙПөБРІъЖ·Ј¬ЙоКЬКРіЎЗанщЎЈө«ФЪЙъІъЦРУцөҪБЛТ»Р©ОКМвЈ¬НЁ№э¶ФХвР©ОКМвөДСРҫҝәНҪвҫцЈ¬ЧЬҪбБЛТ»өгҫӯСйЈ¬ФЪҙЛәНҙујТ№ІН¬МҪМЦЎЈ
2ІъЖ·№жёсј°МШөг
JC7Ј®3ЈҜ7Ј®3 354Ј®OЈҜ315Ј®O 170 И«ГЮҫ«Кб°НАпЙҙ(2050ДнЈҜГЧ)
JC7Ј®3ЈҜ7Ј®3 334Ј®5ЈҜ334Ј®5 160 И«ГЮҫ«Кб°НАпЙҙ(1580ДнЈҜГЧ)
JC11Ј®7ЈҜ11Ј®7 267Ј®5ЈҜ267Ј®5 170 И«ГЮҫ«Кб°НАпЙҙ(1500ДнЈҜГЧ)
ТФЙПЖ·ЦЦөДМШөгКЗҫӯЙҙәНОіЙҙҫщОӘЗҝДнЙҙЈ¬ЗТДн¶ИФ¶Ф¶ҙуУЪХэіЈЙҙЈ¬ЙҙПЯТЧҙтЕӨЈ¬ёшЙъІъҙшАҙј«ҙуА§ДСЈ¬ұҫОДНЁ№эКөјКЙъІъЈ¬ҙУ·ДІҝөҪЦҜІјЈ¬Хл¶ФРФөШІЙИЎБЛТ»ПөБРҙлК©Ј¬әЬәГөШұЈЦӨБЛІъЖ·ЦКБҝЎЈ
3№ӨТХБчіМ
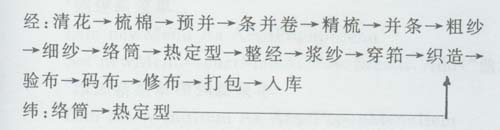
4ЦчТӘ№ӨРт№ШјьјјКхҙлК©
Зе»ЁЈә¶ФіӨИЮГЮІЙУГөНҙтКЦЛЩ¶ИЈ¬јхЙЩ¶ФПЛО¬ЛрЙЛЈ¬іҫ°фёфҫаЖ«ҙуХЖОХЈ¬іӨИЮГЮУлПёИЮГЮ·ЦҝӘ·ДЈ¬ЧцөҪҫ«ПёКбАнЈ¬ФЪІўМхІўәПЎЈ
КбГЮЈә¶ФіӨИЮГЮЈ¬ОэБЦЎўҙМ№чЎўөА·тҫщІЙУГөНЛЩЈ¬јхЙЩПЛО¬ЛрЙЛЈ¬ПёИЮГЮФтІЙУГёЯЛЩЈ¬ФцЗҝКбАнЧчУГЎЈ
ҫ«КбЈә№ШјьФЪЕЕФУЈ¬ёфҫаІЙУГҙуёфҫаЎЈ
ІўМхЈәіцМхЛЩ¶ИТӘөНЈ¬·АЦ№ТтіцМх№эҝмЈ¬ФЪИҰМхНЁөАФміЙМхЧУ·ўГ«ЖрИҰЎЈ
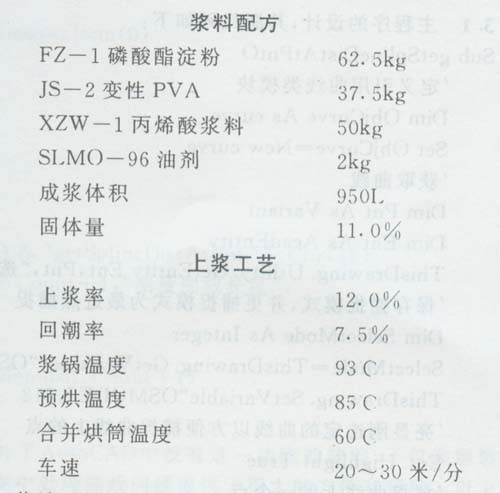
ҙЦЙҙЈәДнПөКэЙијЖФЪ110ТФЙПЈ¬ФцЗҝФЪПёЙҙЗЈЙмКұДн¶И¶ФПЛО¬өДҝШЦЖЧчУГЈ¬ұЈЦӨіЙЙҙМхёЙЎЈ
ПёЙҙЈәДнПөКэЖ«ҙуХЖОХЈ¬КөјКДнПөКэТ»°гФЪ550ТФЙПЈ¬ОӘЖХНЁЙҙөД1Ј®5ұ¶Ј¬ТФід·ЦұнПЦ°НАпЙҙөДІјГжР§№ыЎЈ
ВзНІЈә°НАпЙҙКфПЎұЎЦҜОпЈ¬ТЧұ©В¶ЙҙҙГЈ¬ФЪ1332MВзНІ»ъЙП(ЕдіӨБлDQSS-4AGөзЧУЗеЙҙЖч)Ј¬ККөұјУСПөзЗеІОКэЈ¬¶аЗРҙГөгЈ¬НІЧУ¶ЁіӨЖ«РЎХЖОХЈ¬К№НІЙҙ°лҫ¶ФЪ4Ј®5cmТФДЪЈ¬ұгУЪХфЙҙ¶ЁРНЈ¬Н¬КұұЬГвХыҫӯКұНІЧУНЛИЖЖшИҰ№эҙуЈ¬ЙҙПЯ»ҘПаҫАІшЎЈ
ИИ¶ЁРНЈәТт°НАпЙҙОӘЗҝДнЙҙЈ¬ОӘЛіАыЙъІъұШРлҪшРРИИКӘ¶ЁДнЈ¬ОВ¶И85ЎжЈ¬ХфЙҙКұјдФЪ1Ј®5ЎӘ2hЈ¬ұЈЦӨ¶ЁДнід·ЦЎЈ
ХыҫӯЈәУлХэіЈЙҙПаұИЈ¬ЗҝДнЙҙУҰЙФјУҙуХыҫӯХЕБҰЈ¬ұЈЦӨёч¶ОёчІгЖ¬ЙҙХЕБҰҫщФИЈ¬Н¬КұХыҫӯЛЩ¶ИІ»ТЛ№эёЯЈ¬·сФтЈ¬ЙҙПЯ¶ПН·әуИЭТЧҫАІшФЪБЪЙҙЙПЈ¬ҙУ¶шөјЦВёь¶аЙҙПЯұ»ҙш¶ПЎЈ
Ҫ¬ЙҙЈәУЙУЪЗҝДнЙҙҪб№№ҪфГЬЈ¬Ҫ¬ТәІ»ТЧЙшНёөҪЙҙПЯДЪІҝЈ¬ЗТЙҙПЯұҫЙнЗҝБҰЧг№»Ј¬№КҪ¬ЙҙКұ№ММеБҝІ»ТЛ№эёЯЈ¬ЙПҪ¬ВКТІІ»ТЛ№эҙуЈ¬Ҫ¬БПЕд·Ҫј°ЙПҪ¬№ӨТХИзПВЈә
Ҫ¬Йҙ№эіМЦРУҰЧўТвЈә
(1)іөЛЩІ»ТЛ№эёЯЈ»
(2)ҫЎБҝјхЙЩНЈіөҙОКэЈ»
(3)әжНІОВ¶ИІ»ТЛ№эёЯЈ¬ТФ·Аҙа¶ПЈ»
(4)ЙПВдЦбКұЈ¬ЧўТвХЕБҰҫщФИТ»ЦВЈ¬ТФ·АЛЙЙҙЎЈ
ҙ©ЧЫЈәІјұЯТӘјУА«Ј¬ұЯЙҙГЬ¶ИТӘјУҙуЈ¬·сФтУЙУЪЗҝДнОіЙҙөДОіПтЛхВКҪПҙ󣬻бУ°ПмІјұЯөДЖҪХыЎЈ
ЦҜФмЈәЦҜФм·ҪГжҙжФЪөДТ»ёцН»іцОКМвКЗ¶ПОіЈ¬јҙОіЙҙГ»УРөҪҙпМҪОіІаЈ¬Хл¶ФХвТ»ПЦПуЈ¬ОТГЗФЪМҪОіІајУЧ°БЛ·А°ЩҪЕЧ°ЦГЈ¬ҙУ¶шҪвҫцБЛХвТ»ОКМвЈ»БнТ»ёцОКМвКЗОіЛхЈ¬Хл¶ФҙЛЈ¬КЧПИЈ¬ОТГЗұЈЦӨОіЙҙҫӯ№эід·ЦИИКӘ¶ЁДнЈ¬ЖдҙОЈ¬ФЪОіЙҙјЬЙПјУЧ°БЛХЕБҰЖ¬Ј¬ТФјУҙуОіЙҙХЕБҰЈ¬Н¬Кұ°С·ПұЯЙҙҙУ6ёщёДОӘ8ёщЈ¬ҙУ¶шҪвҫцБЛОіЛхОКМвЎЈЦҜФмІОКэИзПВЈә
әуБәёЯ¶И(mm)Јә 80
әуБәЗ°әу(ёс)Јә 6
НЈҫӯјЬёЯ¶И(ёс)Јә25
НЈҫӯјЬЗ°әу(ёс)Јә 6
ЛНҫӯБҝ(mm)Јә 6
ҝӘҝЪБҝ(mm)Јә 76Ўў80Ўў84Ўў88
ЧЫҝтёЯ¶И(mm)Јә 139Ўў137Ўў135Ўў133
5 ҪбУп
°НАпЙҙІъЖ·ЙъІъДС¶ИЧоҙуөДКЗХыҫӯ№ӨТХЈ¬РиТӘұЈЦӨЗҝДнЙҙҫӯ№эід·ЦөДИИКӘ¶ЁДнЈ¬әПККөДХыҫӯХЕБҰј°ЛЩ¶ИЈ¬әПККөДҪ¬ЙҙЛЩ¶Иј°әжНІОВ¶ИөИЈ¬ҫӯ№эКөјКЙъІъЈ®ІЙИЎБЛТФЙПУРР§ҙлК©Ј¬К№ОТГЗі§өД°НАпЙҙПөБРІъЖ·Р§ВКҙУҝӘКјөД30%ЧуУТМбёЯөҪДҝЗ°өД85ЈҘЧуУТЈ®іцҝЪәПёсВКҙп90ЈҘТФЙПЈ¬ОӘОТі§У®өГБЛТ»ЕъУЦТ»Еъ¶ЁөҘЎЈ