
1 原料
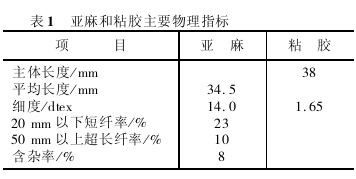
亚麻和粘胶为用户已按一定比例混配好的原料,主要物理指标如表 1 所示。
FA002D型 抓 棉 机→A035D 型 混 开 棉 机(附 A045B 型凝棉器)→ A062A 型电器配棉器→ A092AST 型棉箱给棉机 →A076E 型成卷机→ A186F 型梳棉机 → A272F 型并条机→A272F 并条机→A454P 型粗纱机→ FA502 型细纱机 →1332M 型络筒机
3 纺纱各工序技术措施和主要工艺参数
3.1 开清棉
由于亚麻纤维含量高,且亚麻纤维本身存在粗、硬、脆、易断裂,表面光滑,无天然转曲,纤维抱合力差,长度整齐度差,短绒含杂高等缺陷,故我们在开清棉工序采用多松少打,早落少碎,多落少返,防粘防断的工艺原则。(1)为了减少纤维的损伤和断裂,我们相应降低了综合打手速度,放大了天平罗拉与综合打手之间的隔距;(2)为了多排除亚麻中的麻粒、短绒、杂质粗纤维等,我们放大了开清点隔距,局部位置将尘棒间隔拆除;(3)为了防止粘连,我们加重了成卷定量,缩短成卷长度,且在成卷时加粘胶粗纱等措施。开清棉工序主要工艺参数:综合打手速度为 900 r/min;成卷风扇速度为 1200 r/min;棉卷罗拉转速为 8.2 r/min;天平罗拉与综合打手之间隔距为 10 mm;棉卷定量为 437 g/m;棉卷长度为 31.4 m;棉卷重量不匀率小于 1.4% 。3.2 梳棉梳棉工序
采用重定量,慢速度,大隔距,低刀大角度工艺配置。亚麻纤维抱合力差,棉网下坠,成网较困难,故我们采用稍大的棉网张力牵伸,且在棉网下加装托棉板;为了多排除短绒和细小杂质,适当加快盖板速度。梳棉工序主要工艺参数:锡林转速为 330 r/min;棘辊速度为 980 r/min;盖板速度为 162 mm /min;道夫速度为 18.9 r/min;给棉板 ~ 棘辊间隔距为 0.3 mm;盖板 ~锡林五点隔距为 0.38 mm、0.36 mm、0.36 mm、0.36 mm、0.38 mm;除尘刀高度为 -3 mm,除尘刀刀背与水平线夹角 95°;刺辊 ~小漏底( 进口 × 出口)隔距为 8.0 mm ×1.2 mm;生条定量为 23.5 g/5 m;盖板花率为 2% ;后车肚落棉率为 2.5% ;生条重量不匀率小于 4.5% 。
3.3 并条
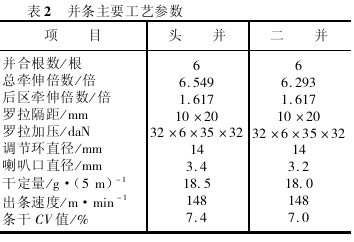
并条工序在纺亚麻粘胶混纺纱中极为重要,我们在并条工序采用重加压,稍大的隔距,较低的速度,二道并合,倒牵伸工艺配置。由于亚麻纤维长度长,并有少量超长纤维的存在,且长度不匀率大,故采用较大的罗拉握持距和罗拉加压,以达到断长保短,减少后工序加工时牵伸上不开而出“硬头”的问题。为了控制和改善熟条条干均匀度,防止麻纤维由于过多聚集而形成亚麻纤维束,恶化条干,在并合时我们采用二道 6 根并合的工艺配置,在牵伸分配上采用头并牵伸大、二并牵伸小的工艺。并条工序主要工艺参数配置见表 2。
3.4 粗纱
粗纱采用大隔距、重加压,较小的纺纱张力,较大的粗纱捻系数,较低的车速工艺配置。较小的纺纱张力,较大的粗纱捻系数、较低的车速,有利于减少因亚麻纤维抱合力差而引起断头的增加。粗纱主要工艺参数:总牵伸倍数为 7.609 倍;后牵伸倍数为 1.33 倍;罗拉隔距为 26 mm × 34mm;钳口隔距为 6.5 mm;捻系数为 113;干定量为4.72 g/10 m;前罗拉速度为 130 r/min;重量不匀率为 1.2% ;条干 CV 值为 13.2% 。
3.5 细纱
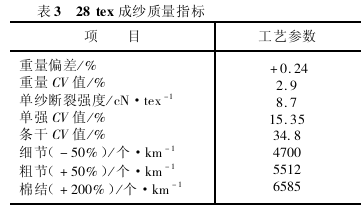
根据混纺纤维性能和粗纱捻系数较大的特点,细纱工序采用重加压,低速度,稍大的后区牵伸和罗拉隔距。前牵伸采用滑溜牵伸,即将中档小铁辊改用中部开槽( -0.5 mm)的胶辊,同时将浮游区长度比纺棉时放大 2 mm,以解决超长纤维在牵伸过程中牵伸不开的问题。为了减少断头捻系数适应偏大配置,前罗拉速度偏小掌握为宜。细纱主要工艺参数:总牵伸倍数为 19.48 倍;后区牵伸倍数为 1.38 倍;罗拉隔距为 20 mm ×32 mm;钳口隔距为 3.5 mm;前罗拉转速为 150 r/min;捻系数为 460。管纱主要质量指标如表 3 所示。
络筒采用小张力,低速度,较大的清纱隔距工艺配置。由于混纺纱的条干不匀率大,电子清纱器无法使用,故我们采用式清纱装置。络筒工序主要工艺参数为:络纱速度 501 m /min,清纱器隔距 0.6 mm,张力盘重量 13.8 g。
4 结束语
纺亚麻粘胶混纺纱的生产实践证明,在棉纺设备上只要采取适当的工艺措施,纺制亚麻混纺产品是完全可以实现的。在整个纺纱生产过程中,速度应偏低控制,张力应偏小控制极为关键。
另外,车间相对湿度要偏大控制,前纺车间相对湿度控制在 70% ~75% 为宜,后纺车间相对湿度控制在 65% ~ 70% 为佳。大车间生产要采取隔离措施,以防止棉及混纺纱的飞花相互附入,而影响染色效果。