
试验检测条件
试验品种:天竹/粘胶长丝Sirofil纱18.5tex、19.7tex。
测试仪器:Uster-Ⅲ型自动纱线强力仪、Uster-Ⅲ型条于均匀度仪、YC172A型毛羽仪等等。
检测方法:在生产现场采样,每组试样个数和试验次数,按国家相关类似标准进行检测。
测试条件:温度25℃,相对湿度65%。
1 原料性能与工艺流程及前纺技术关键
1.1 原料性能与选配
天竹纤维:选用河北省吉藁化纤厂生产的竹纤维,细度1.65dtex,长度38mm。
粘胶长丝:干强1.98cN/dtex,干伸长率20.5%。
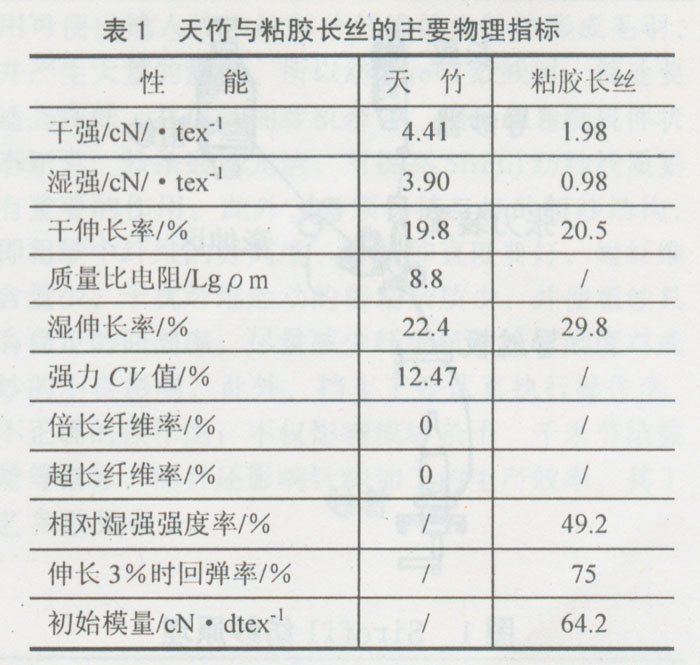
为详细了解天竹纤维性能及粘胶长丝的性能,测试了它的主要物理性能,测试结果见表1。
1.2工艺流程(天竹纤维及粘胶长丝)
天竹纤维:A002D-A006B-A036C(梳针)-A092-A076-A186D-FA302(三道)-A454C-①
天竹纤维①+粘胶长丝-细纱FA506-络筒1332M-成包。
1.3天竹纤维前纺关键纺纱技术
南于天竹纤维长度长,整齐度好,不含杂质,强度大,抱合力差,比电阻大,静电现象严重,清花采用短流程丁艺,在开清棉工序采取“多梳少打、多收少落、薄喂少落、低速度、大隔距、微束抓取、防绕防粘、逐渐开松、不伤纤维、机台通道光洁”的工艺原则;为确保梳棉机棉网清晰,减少纤维损伤,梳棉工序选择了“轻定量、多回收、小张力、低速度、快转移、中隔距、小加压、轻打多梳、少损伤纤维”的工艺;适当增加刺辊与给棉板间的隔距;在并条T序采用自条匀整装置,保证熟条条干均匀,采用二道并条,使熟条不过于过分烂熟,胶辊表面要进行抗静电剂处理,减少缠绕胶辊和罗拉,生产中按“大隔距、重加压、中定量、低速度、小张力牵伸、顺牵伸、强控制”的工艺原则安排生产;在粗纱T序,后区牵伸倍数偏小掌握,后区罗拉隔距偏大控制,有利于提高粗纱条干水平;在保证加压充分的前提下,主牵伸区罗拉隔距应偏大掌握,以改善牵伸质量,提高粗纱条干均匀度;粗纱张力偏小控制,以减少意外伸长,提高粗纱条干水平,生产中按“轻定量、低速度、大隔距、重加压、小张力、中捻度、小后区牵伸”的工艺原则。
2细纱工序加工Sirofil纱的关键技术及成纱机理
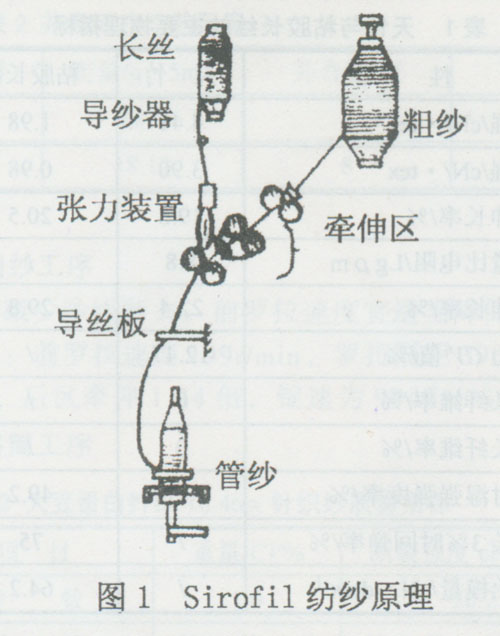
2.1 Sirofil纺纺纱机理
sirofil纺是在Sirospun(赛络纺)纺基础上发展起来的,它是在环锭细纱机上安装一套长丝喂入装置,将长丝和经过正常牵伸的须条在保持一定的间距的情况下输出,并在前罗拉钳口下游汇合加捻成纱。即一根经过细纱机牵伸装置形成的须条和另一根只经过张力装置、导纱器等组成的成丝喂入装置,而不经过牵伸装置的长丝,在加捻三角区复合就加捻成一根复合纱。其纺纱机理见图1所示。
2.2 Sirofil纺纱线的-性能与特点
Sirofil纺纱线具有特殊的纱线结构,因增加了长丝,所以纱线强力、伸长明显增加;在纺纱时,由于纱线张力减小,可纺性明显提高,条干明显提高,细纱断头率明显下降;南于Sirofil纺纱线截面形状接近圆形,比相同特数的纱线直径小,纱线交织后,织物间空隙大,因此织物的吸湿放湿性高,透气性佳,是夏季面料的首选原料。其次,用其加T的面料手感柔软、富有弹性、抗皱性强、质地轻柔如丝绸,有利于形成独特的织物风格,给人以一种全新的感受。
2.3细纱工序的工艺特点及关键技术
前纺工艺的特点前面已述。现重点分析在相同原料和相同粗纱定量下,不同的细纱捻系数、间距大小、粘胶长丝的张力、牵伸倍数等因素对Sirofil纺纱线质量的影响。
2.3.1细纱捻系数对纱线质量的影响
由于Sirofil纺纱线丰要作针织用纱,因此对毛羽、条干等要求较高,捻系数的选择要根据针织物的质量要求,除了满足针织纱捻度小、单强CV值小、条干均匀、毛羽少等较高要求外,还要同时保证Sirofil纺纱强力大、捻度不匀率小等技术要求,在兼顾纱线内在质量和细纱生产效率时,并考虑到Sirofil纺纱的特点,它外包覆粘胶长丝,纱线条干、毛羽、强力、千米节结数量等指标明显好于传统单纱,因此,适当增加捻度,以保证纱线柔软、结构蓬松,有利于增加纱线的染色性能,提高色牢度。一般情况下捻系数选345~365,过大或过小,均不利于纱线强力,及染色性能的提高。适当的捻系数有利于提高强力,降低毛羽数及断头率,减少单强CV值和改善断裂伸长率。
2.3.2间距大小对纱线质量的影响
天竹纤维粗纱经正常牵伸后,与粘胶长丝经前罗拉喂入,在前罗拉钳口处,粘胶长丝与经牵伸后的天竹纤维粗纱须条间有一定间距大小,一般情况下,间距为4mm~10mm,其间距大小适当选择时,能使粗纱须条与长丝有效叠合,能明显改善条干均匀度,降低Sirofil纺的强力弱环数量,使Sirofil纺纱线强力增加,降低单纱强力CV值和毛羽。因为粘胶长丝的引入,使纱线毛羽数明显减少,这是由于粗纱须条与粘胶长丝间存在一定的间距大小,这使得粗纱经牵伸后的须条,从前罗拉钳口向纱线汇聚点倾斜,须条的预加捻三角区变得十分狭窄,纱线加捻时产生的加捻力矩有利于对纤维有效控制,能明显减少加捻三角区的浮游纤维和边缘纤维向外转移,使纤维结构得到有效凝聚,并进入加捻三角区:缩小,进入加捻三角区的纤维能很好地融合到纱的主体当中去,所以Sirofil纺毛羽大幅度减少,成纱紧密坚固而光滑。
适当的间距大小,能使粗纱须条与长丝的汇聚点至前罗拉钳口的距离减少,使汇聚点横向、纵向移动减少,能使粗纱须条与长丝有效加捻,改善成纱条干和外观质量,提高成纱强力,减少千米节结数量
2.3.3细纱牵伸倍数对成纱质量的影响
因为长丝的引入,使Sirofil纺纱线强力增加,伸长率增加,可纺性提高,断头率明显降低,因此.牵伸倍数适当偏小控制,能使粗纱须条扩散程度降低,产生较窄的纤维须条,增加须条的紧密度,相应地增加Sirofil纺纱线的紧密度,使纱线更紧密,强力增加,条干明显改善。并可允分利用粘胶长丝的强力,增加了Sirofil纺纱线承受局部拉伸的能力,这就是Sirofil纺纱线强力、伸长增加,断头率降低的主要原因。
2.3.4粘胶长丝大小对成纱质量的影响
Sirofil纺的主体纱是由粗纱经过牵伸装置由粗变成细小的须条,另一组份是长丝,不经过细纱机牵伸机构,而是通过张力装置,南前罗拉直接喂入,利用调节张力装置上的张力片重量来调整长丝的张力,它的大小明显影响成纱质量各项指标大小,在一定条件下适当凋大长丝张力,有利于粗纱须条与长丝间的抱合力和摩擦力,能增加对外层松散纤维的约束能力,使它们彼此互相凝聚在一起,形成结构紧密,外观光洁的sirofil纺纱线。但张力不能过大,否则使纱线结构恶化,均衡加捻状态受到破坏,使粗纱须条与长丝的汇聚点偏离纱中心位置较多,导致成纱性能下降。在实际生产中,工艺上要求细纱机上所有张力要一致,在保汪成纱质量和生产效率的前提下,一般控制在12g~16g左右。
2.3.5其它囚素对Sirofil纺纱线质量的影响
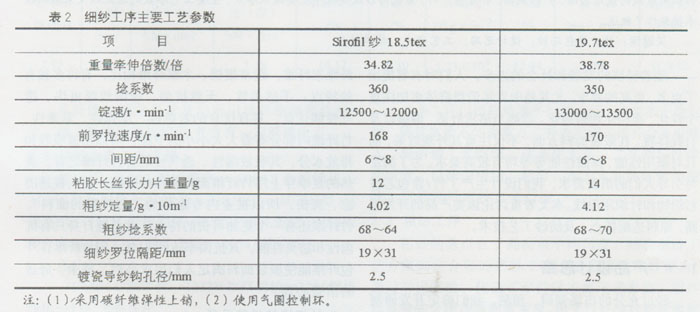
在保证Sirofil纺纱线强力、条干和伸长的前提下,适当减小细纱后区牵伸倍数、合理增加粗纱捻度,以增加粗纱须条与长丝间的抱合力,减少意外牵伸和千锭断头率,降低毛羽。适用定量偏轻的粗纱定量,能使须条扩散程度减弱,增加粗纱须条与长丝问的摩擦力,以提高强力,改善条干。根据实际情况,合理控制年间温湿度,使Sirofil纺具有稳定的回潮率。采用截面为半园型的钢丝圈,能降低纱与钢丝圈间的摩擦,提高钢丝圈的运动稳定性,减少热磨损,稳定气罔形状和张力,从而改善成纱条干,减少毛羽。并选择合理的钢丝圈重量,钢领采用闩润滑型钢领,同时合理确定钢丝圈钢领更换周期,并注意钢丝圈清洁器的位置,其隔距过大会因钢丝罔挂花而增加纱线通过的阻力,导致纱线发毛,条干恶化。在加捻卷绕中,离心作用可使已捻入纱中的部分纤维伸出纱体形成毛羽,并产生大量的静电,所以纺Sirofil纱线时,锭速要适当降低,并保持细纱机牵伸、加捻和卷绕机件状态正常,纱条通道光洁,对提高Sirofil纺纱线质量有重要的作用。此外,必须保持良好的粗纱结构,即粗纱中纤维的分离度、平行伸直度要好,短纤维含量少,干扰纤维运动的棉结杂质少,并使粗纱具有稳定的回潮率,尽量减少纤维抗扭抗弯刚度对成纱的不良影响,此外,挡车工要认真执行操作法,不正确的操作法,不仅影响成纱条干、千米节结数量等指标,而且还影响针织加工的生产效率。其工艺参数见表2。
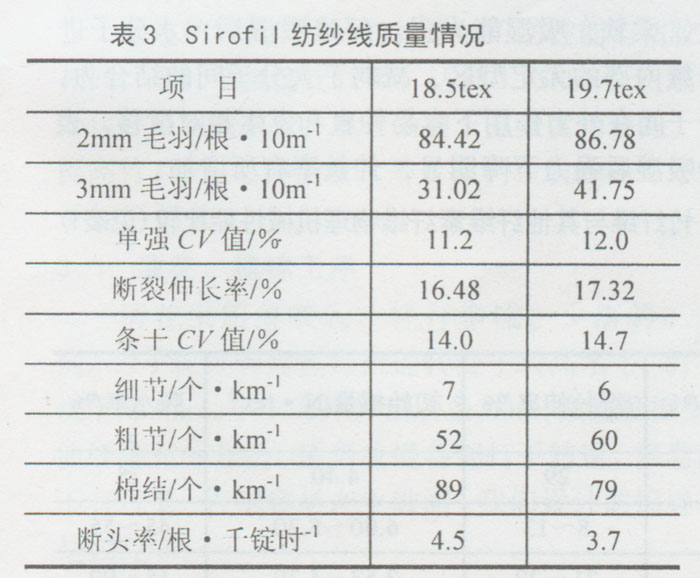
3 成纱质量情况(见表3)
4 结语
随着人们的生活水平的不断提高,针织服饰已向着高雅美观、舒适美化、外观华丽、颜色鲜艳等方向发展,Sirofil针织纱是一种新颖的纱线品种,它能缩短T艺流程,提高生产效率,提高纺纱质量,具有高技术附加值,用其加工的服饰手感柔软,光泽柔和自然,富有弹性,仿丝绸感强,悬垂性佳,其产品花型新颖,风格独特,服用性能好,且具有天然抗菌性能,符合当今世界的发展潮流,其技术含量高,产品性能优良,具有较广的发展空间。