
1 З°СФ
ДҝЗ°Ј¬ЛжЧЕИЛГЗЙъ»оЛ®ЖҪөДІ»¶ПМбёЯЈ¬ИЛГЗ¶Ф·ДЦҜЖ·ЦКБҝөДТӘЗуТІФҪАҙФҪёЯЈ¬ёЯөө·ДЦҜЖ·ТӘЗуПёҪаНҰАЁЎўЛ¬»¬ФИұЎЎўИбИнПёГЬЈ¬ЛьГЗУГөДЙҙ»тПЯ¶јТӘҫӯ№эҫ«Кб№ӨТХ·ДіЙЎЈҙЛНвЈ¬МШЦЦІъТөУГЙҙЈәИзөзЖш№ӨТөУГөДұЎРН»ЖАҜІјЈ¬ВЦМҘБұЧУПЯЎўәҪҝХ№ӨТөУГөДБұЧУПЯЈ¬ёЯЛЩ·мИТ»ъУГөДұҰЛюПЯЈ¬ТФј°ОТ№ъҙ«Ні№ӨТХУГөДҙМРеПЯөИЈ¬¶ФЙҙ»тПЯөДОпАнРФДЬәННв№Ы№вФуөИТӘЗуҫщұИҪПёЯЈ®Тт¶шҫшҙу¶аКэ¶јІЙУГҫ«КбЙҙЎўПЯЎЈ¶шЗТЈ¬ХвР©МШЦЦІъТөУГЙҙөДУГНҫәН·¶О§ФҪАҙФҪ№гЎЈМбёЯҫ«КбөДә¬БҝәНҫ«КбЙҙөДЦКБҝіЙОӘГЮ·ДЖуТөөДАнПлСЎФсЈ¬Рн¶а·ДЦҜЖуТөҝҙәГРВРНҫ«КбПоДҝЎЈТтҙЛЈ¬јУЗҝ¶Фҫ«Кб№ӨТХөДСРҫҝПФөГУИОӘұШТӘЎЈ
2 FA266ҫ«Кб»ъёч№ӨТХЦёұкј°ХэіЈЕдГЮЗйҝцПВЦКБҝЦёұк
(1)ІъБҝЦёұкЈәКөҝӘ№ӨТХЛЩ¶И280ЗҜҙОЈҜminЎ«300ЗҜҙОЈҜminҫ«КбМхЦШБҝ22-23gЈҜ5mКөјКІъБҝҝЙҙп40KgЈҜМЁКұТФЙП
(2)ҫ«КбМхёЙCVЈҘЈә3Ј®8ЈҘј°ТФПВ
(3)ҫ«КбВдГЮә¬¶МИЮВКЈә70ЈҘТФЙП
(4)ҫ«КбМхә¬¶МИЮВКЈә8ЈҘТФПВ
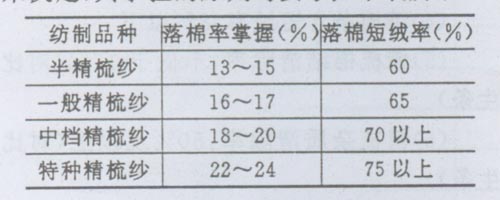
(5)ҫ«КбГЮҪбЗеіэВКЈәІ»өНУЪ17ЈҘ(¶ФұИЙъМх)
(6)ҫ«КбФУЦКЗеіэВКЈә50ЈҘј°ТФЙП(¶ФұИЙъМх)
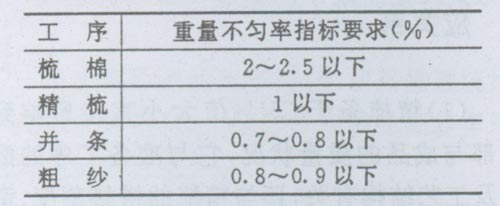
(7)ҫ«КбМхЦШБҝІ»ФИВКЈәДЪІ»ФИВК0Ј®6ЈҘТФПВЈ»НвІ»ФИВК0Ј®9%ТФПВ
3 FA266ҫ«Кб»ъёчПо№ӨТХЦёұкөДПаУҰ№ШПө
(1)ҫ«КбМхёЙCVЈҘЦөҙуРЎЦұҪУУ°ПмөҪәуІҝУліЙЖ·өДЦКБҝЧҙҝцЈ¬ЛьУлЧјұё№ӨРтөДЕдЦГј°№ӨТХҪб№№УР№ШЈ¬»№Улҫ«КбөДҙоҪУҝМ¶ИЎўЗЈЙм·ЦЕдЎўЗЈЙмёфҫаТФј°ЖӨ№хЎўЎўіөјдОВКӘ¶ИЧҙҝцУР№ШЎЈ
(2)ҫ«КбМхЦШБҝІ»ФИВКҙуРЎ№ШПөөҪіЙЙҙЦШБҝІ»ФИВКөДҙуРЎәНЦКБҝЖ«ІоөД¶аЙЩЈ¬ЛьУлЙъМхЦШБҝІ»ФИВКәНҫ«КбЧјұё№ӨРтөДЦШБҝІ»ФИВКУР№ШЎЈ
(3)ҫ«КбМхә¬¶МИЮВКөД¶аЙЩ№ШПөөҪіЙЙҙөДЦКБҝЎўЗҝБҰЎўПёҪЪЎўҙЦҪЪЎўЙҙҙГөИЈ¬ЛьУлФӯБПЧҙҝцЎўЙъМх¶МИЮВКЎўПЛО¬өДЙмЦұЖҪРР¶ИөИУРГЬЗРөД№ШПөЎЈ
(4)ҫ«КбВдГЮә¬¶МИЮВКөДёЯөНУлҫ«КбМх¶МИЮВКПўПўПа№ШЈ¬ҫ«КбВдГЮ¶МИЮВКёЯЈ¬Н¬СщЦКБҝМхјюПВЈ¬ҝЙТФҙпөҪҪЪФјУГГЮөДДҝөДЈ¬Ль№ШПөөҪҪЪФјУГГЮУлҫ«Кб»ъИҘіэГЮҪбЎўФУЦКөДРФДЬЎЈ
(5)ҫ«КбМхГЮҪбЎўФУЦКЗеіэВКЦұҪУУ°ПмөҪіЙЙҙҪбФУөД¶аЙЩЈ®ЛьУлФӯБПЧҙҝцЎўЗеКбЧҙҝцЎў№ӨТХЧҙМ¬УР№ШЈ¬ТІУлЧјұё№ӨРтөДЗЈЙмЎўЙмЦұЖҪРР¶ИЎўёфҫаөИУР№ШЈ¬»№Улҫ«КбөДКбАнҪб№№ЎўКбАнЧҙМ¬ТФј°Оь·зөИЗйҝцУР№ШЎЈ
4 FA266ҫ«Кб»ъ№ӨТХјјКхТӘЗу
(1)ҫ«КбВдГЮВКөДХЖОХУлә¬¶МИЮВКөД№ШПөЎЈҫ«КбВдГЮВКөДХЖОХУҰУЙІ»Н¬Ж·ЦЦөДРиЗуАҙҫц¶ЁЈ¬ЖдХЖОХөДФӯФтУлТӘЗуИзПВұнЛщКҫЈә
(2)ҫ«КбМхЦШБҝІ»ФИВКөДХЖОХЎЈіЙЙҙЦШІ»ФИЦчТӘКЗУЙЗ°·Дёч№ӨРтөДЦШБҝІ»ФИФміЙөДЈ¬З°·Дёч№ӨРтЦШІ»ФИУҰҙпөҪПВұнТӘЗуЈ¬ІЕДЬВъЧгёЯөөЦҜОпИҫЙ«өДРиТӘЎЈ
(3)ҫ«КбМхёЙCVЈҘөДХЖОХЎЈҫ«КбЦчТӘИООсЦ®Т»КЗҪшТ»ІҪ·ЦАлПЛО¬Ј¬МбёЯПЛО¬өДЙмЦұЖҪРР¶ИЈ®°ҙХХҝШЦЖҫ«КбМхМхёЙCVЈҘЦөЈ¬ФЪFA266ҫ«Кб»ъЙПЈ¬УҰёщҫЭІ»Н¬ПЛО¬өДЖ·ЦЦЈ¬ХЖОХәГЧЬЗЈЙмұ¶КэЈ¬ІЙУГИ«¶ЁБҝЈ¬ІўөчҪЪәГ·ЦАлВЮАӯөДЛіЧӘЈ¬ІЕДЬҙУХыМеЙПёДЙЖУлМбёЯМхёЙЦКБҝЛ®ЖҪЎЈ
(4)ҫ«КбГЮҪбФУЦКЗеіэВКөДХЖОХЎЈУҰЧўТвТФПВјёёцОКМвЈә
1)ёщҫЭЛщ·ДЖ·ЦЦЈ¬ХЖОХәГәПАнөДВдГЮВКУл¶ЁБҝЎЈ
2)јхЙЩҫ«КбЧјұё№ӨРтГЮҫнөДХіҫнЈ®
3)јхЙЩҫ«Кб·ЦАләуГЮНшөДЖЖұЯОКМвЎЈ
4)әПАнСЎФсХыМеОэБЦУл¶ҘКб№жёсЎЈ
5)ХЖОХәГГ«Лў¶ФОэБЦөДІеИлЙо¶ИУлЧФ¶ҜЗеЛўОэБЦөДКұјдЎЈ
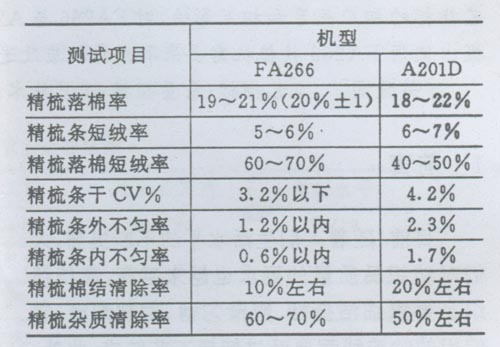
5 FA266ҫ«Кб»ъУлA201Dҫ«Кб»ъөД¶ФұИІвКФ
6 ҫНFA266ҫ«Кб»ъөДК№УГМёТ»Р©ёцИЛҝҙ·Ё
(1)ОВКӘ¶ИТӘЗуЈәFA266ҫ«Кб»ъТӘЗуОВ¶И·¶О§25ЎжЎА2Ј¬КӘ¶И·¶О§55Ў«65%ЎЈҪЁТйОВ¶ИТӘҙпөҪТӘЗуЈ¬КӘ¶И60ЈҘТФПВЎЈ
(2)Мхҫн»ъУРТ»ёцЦВГьИұПЭЎӘЎӘҫнИЖКұТЧөфМхЧУЗТОЮЧФНЈЧ°ЦГЎЈҪЁТйҪ«Мхҫн»ъЗ°ГжөДГЕёДОӘУР»ъІЈБ§ГЕЈ¬ТФұгУЪөІіө№Өј°Кұ·ўПЦЈ¬Н¬КұҪМУэөІіө№ӨФцЗҝЦКБҝТвК¶Ј¬·ўПЦөфМхј°КұҙҰАнЎЈ
(3)№©УҰМхҫн»ъөДЙъМхН¬Т»Кұ¶ОДЪұШРлКЗН¬Т»ГЬ¶ИөДЙъМхЈ¬јҙІ»ДЬҪ«ЗеёЦБӘЙъМхУлЖХНЁКбГЮ»ъЙъМх»мәП№©УҰЈ¬ТФјхЙЩМхҫніЙҫнІ»ЖҪХыөДЧҙҝцЎЈ
(4)Іўҫн»ъөДЗЈЙмЗшЗеҪа№ӨЧчТӘјУЗҝЈ¬Аӯ°ТЧчУГТӘБјәГЈ¬МхјюФКРнөДЗйҝцПВЈ¬ҝЙЧФРРёДФм°ІЧ°Оь·зЧ°ЦГЎЈ
(5)Іўҫн»ъөДХіҫнОКМвЈ¬Риёч·ҪГжНЁБҰәПЧчІЕДЬёДЙЖЈ¬°ьАЁОВКӘ¶ИМхјюЎўЧҙҝцЎўС№БҰЕдЦГЎўЗЈЙмЕдЦГөИЈ¬РиТӘҫӯ№э¶аҙОКФСйЎўөчКФІЕДЬҙпөҪДҝөДЎЈ
(6)№ШјьЖчІДөДЕдұёТӘј°КұёъЙПЈ¬°ьАЁ·ЦАлҪә№хЎўЗЈЙмҪә№хЎўОэБЦЎў¶ҘКбөИөДЕдұёЎЈ
(7)ЗЈЙмҪә№хөДДҘнВҫ«¶ИТӘҙпөҪ№ж¶ЁТӘЗуЎЈ
(8)ОЮВЫКЗМхҫнЎўІўҫн»ъ»№КЗҫ«Кб»ъЈ¬¶јУРРн¶аөјМхЎўөјГЮ°еЈ¬ОЮРОЦРФцјУБЛРн¶а¶Ј»ЁЎў№Т»ЁөД»ъ»бЈ¬Т»·ҪГжТӘЕ¬БҰјхЙЩЖдЦРөДГ«ҙМЈ¬БнТ»·ҪГжФЛЧӘ№эіМЦРТӘјУЗҝСІ»ШЈ¬·ўПЦ№Т»Ёј°КұҙҰАнЎЈ
(9)ұЈЦӨ·зөАөД№вҪаЈ¬·АЦ№¶ВИыЈ¬ТФұЈЦӨЖшБчі©НЁЎЈ
(10)ҪЁТй№әҪшёҪЧФөчФИХыТЗөДІўМх»ъЈ¬ОӘК№УГҫ«КбәуөҘІў№ӨТХМṩМхјюЈ¬ТФҪшТ»ІҪМбёЯҫ«КбІъЖ·өДЦКБҝЎЈ
7 ҪбКшУп
ЛжЧЕКРіЎ¶Фҫ«КбГЮЙҙРиЗуөДФцјУЈ¬¶Фҫ«КбЙҙЦКБҝөДТӘЗуТІ»бФҪАҙФҪёЯЈ¬ЖуТөФЪФцјУҫ«КбЙҙЧЬБҝөДН¬КұЈ¬ёьТӘЧўТвЦКБҝөДМбёЯЈ¬ІЕДЬФЪКРіЎҫәХщЦРБўУЪІ»°ЬЦ®өШЎЈұШРлҙУИЛЎў»ъЎўБПЎў·ЁЎў»·өИ·ҪГжёЯ¶ИЦШКУЈ¬јУҙујјёДН¶ИлБҰ¶ИЈ¬Зҝ»Ҝ»щҙЎ№ЬАнЈ¬І»¶ПёДҪш№ӨТХЈ¬МбёЯ№ӨИЛІЩЧчЛ®ЖҪЈ¬И·ұЈЦКБҝОИ¶ЁМбёЯЈ®