
1 试验检测条件
试验品种: T/CJ67/33 13tex、 CJll.5tex、C14.5tex等。
试验仪器:Uster-Ⅲ型条干均匀度仪等。
测试方法:在生产现场取样,每组试样个数和试验次数按国标实施。
试验条件:温度24℃,相对湿度63%。
2 试验结果及分析
2.1 原棉性能对成纱棉结的影响
已有研究表明:棉纤维成熟度适中,吸湿性小,单纤维强力高,天然卷曲适中,纤维弹性、刚性和抱合性好,在清梳加工中不易受到揉搓和纠缠而形成棉结。纤维细度适中,纤维中短绒含量少,纺纱过程中受摩擦不易纠缠,不易粘附在机体上被带人须条后经搓揉而形成棉结。轧工方法对成纱棉结的影响十分明显。锯齿轧花产生的棉结较多;皮辊轧花产生的棉结较少。配棉时成熟度控制在1.40左右,短绒率差异不超过3.2%,各唛头细度不超过8%,并减少原棉中软籽表皮,尽量少用锯齿棉,严格控制本支回用的回花比例,合理选择配
棉方案对减少棉结十分有利。
2.2 清花工艺参数对成纱棉结的影响
原棉在清花工序加工过程中受到各打手的撕扯、打击和梳理,纤维易受到损伤产生短绒,经过搓揉形成棉结。因此,各打手速度要适当偏低掌握,适当降低抓棉小车的抓去量和缩短打手伸出肋条的长度,一般选择2-4mm。适当降低自动抓棉小车下降速度,有利于充分开松和梳理除杂。缩小A034型六滚筒开棉机剥棉刀和打手的隔距,减少对棉束的反复打击搓揉,保证清花设备气流畅通、隔距合理、通道光洁,降低棉块棉束和返花反复搓揉有利于减少棉结。
2.3 梳棉工艺参数对成纱棉结的影响
2.3.1 梳棉机主要速度的影响
梳棉机主要速度对棉结的影响试验结果见表1。
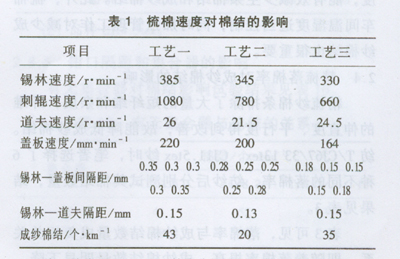
表1 梳棉速度对棉结的影响
注:品种CJ14.5tex,配棉成分相同。
由表1可知,适当偏低的刺辊速度、锡林速度和道夫速度,适当偏高的盖板速度,可明显减少成纱棉结数量。原因是锡林和刺辊速度适当降低,能保证纤维顺利向锡林转移,减少了因刺辊速度高而对纤维造成的损伤、短绒增加;盖板速度提高,能增加盖板花数量,提高棉网质量,对降低纤维损伤、减少成纱棉结有利;盖板速度过小,短绒易充塞锡林针根,对分梳不利而增加棉结数量。因为棉纤维抱合力差,棉网易坠和烂边,道夫速度适当降低,锡林一盖板间隔距偏小控制,锡林一道夫间隔距适当偏小控制,有利于加强对纤维的分梳和除杂,可使纤维顺利转移,能明显减少成纱棉结。
2.3.2 梳棉落棉率对成纱棉结的影响
落棉率对棉结的影响试验结果见表2。
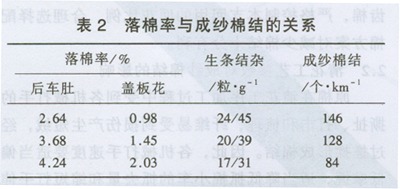
由表2可知,落棉率与生条结杂数、成纱棉结成负相关关系。落棉率高,短绒含量少,在梳棉加工中纤维呈单纤化,促使纤维平行伸直度提高,从
而使纤维和杂质分离,有利于杂质的排除,能明确减少生产棉结杂质粒数,降低成纱棉结数量。
2.3.3 梳棉其它因素对成纱棉结的影响
采用新型针布,可提高梳棉机针布锐度和分梳效果,加强对纤维的分梳,促使梳棉机具有良好的释放和转移能力,提高纤维伸直平行度和棉网清晰度,能有效减少生条棉结和成纱棉结。此外,梳棉车间温湿度适当控制,同时加强管理工作对减少成纱棉结也很重要。
2.4 精梳落棉率对成纱棉结的影响
精梳纱棉条排除了大量的短纤维和杂质,纤维的伸直度、平行度得到改善,故能降低成纱棉结。纺T/CJ67/33 13tex、CJll.5tex纱时,笔者选择了6种不同的落棉率,纺纱后分别测试其棉结数量,结果见表3。
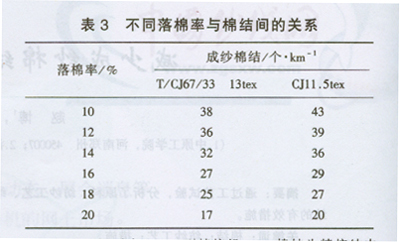
表3可见,落棉率与成纱棉结数量成负相关关系,即随着落棉率提高,成纱棉结数量明显下降。
2.5 精梳机毛刷速度对棉结的影响
纺CJl4.5tex纱时,选择3种毛刷速度,纺纱后测试棉结,结果见表4。

由表4可见,提高毛刷速度,能有效地清洁锡林表面,排除较多的短绒和杂质,能明显减少成纱千米棉结数量。
2.6 精梳其它工艺因素对棉结的影响
在使用瑞士立达E7/6型精梳机加工纯棉高支纱时,经工艺试验表明:给棉方式、喂棉长度、喂给棉层厚度、顶梳尺度、落棉刻度及搭头刻度等对改善分梳质量,提高棉网均匀度及减少成纱棉结十分重要,纺CJ7.3tex时,原工艺为落棉率18%,小卷定量52g/m,给棉方式是后退给棉,给棉长度5.9mm,采用新工艺时,即落棉率18%,小卷定量68~/m,后退给棉长度5.2mm,顶梳尺度52mm。经过纺纱、测试,棉结由原来的32个/km降为20个/km。所以合理配置工艺参数,对提高精梳纱质量,减少纯棉精梳纱棉结十分重要。
2.7 并条机速度对成纱棉结的影响
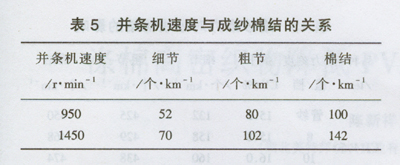
加工C14.5tex纱时,在FA302型并条机上选择两种速度,纺纱后的测试数据见表5。表5表明,适当降低并条机速度,有利于降低千米节结数量。
2.8 粗细纱主要工艺参数对棉结的影响
2.8.1 粗纱回潮率对棉结的影响
纺T/C65/35 13tex纱时,分别将粗纱放置在三种相对湿度下48h,纺纱后分别测试棉结,结果见表6。
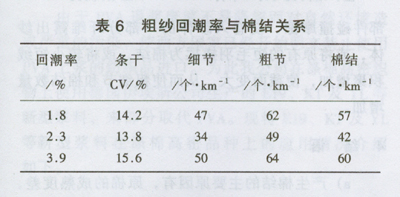
表6可见,粗纱经放置,适当提高粗纱回潮率,对稳定纱线捻回还有一定作用,使粗纱中纤维刚度适当降低,静电积聚下降,减少纤维在纺纱过程中相互排斥,有利于减少千米结节数量。但当回潮率过大时,则使纤维容易纠缠和粘连,反而导致成纱棉结增加。