
我公司原有环锭细纱机11万纱锭,转杯纺纱机2064头,喷气、片梭、剑杆、多相、大提花等各种进口无梭织机900余台。纺部棉纱供应能力不能满足后工序织造要求,为平衡前后工序生产,弥补供纱缺口,2004年2月新购置了山西鸿基实业有限公司生产的SXF1568C型细纱机2.5万纱锭。经过一个多月的安装调试,新设备全部投入正常运转,经应用设备性能良好,纺纱质量稳定,所纺CJ 14.6 tex、CJ 9.7 tex品种,千锭时断头在10根以内,成纱质量指标已达到或接近乌斯特97公报5%的水平。
1 SXF1568C型细纱机的技术特征
(I)该机型可用于纯棉、麻、化纤的纯纺或混纺,适纺纤维长度可达65 mm,以单层粗纱喂人,纺制机织、针织用纱。
(2)我公司选用规格为每台480锭,锭距70 mm,升降全程180 mm,适纺纱号97 tex~4.9 tex,锭子为单张力盘传动,锭速12 000 r/min—19 000 r/min,适纺捻度230捻/m~1740捻/m,升降平衡方式为扭杆平衡。
(3)全机齿轮采用统一模数为2的45号钢斜齿轮,承载能力强,传动精度高,车头传动齿轮封闭在油浴箱内,噪声低。
(4)主传动形式采用同步齿形带传动,主轴高速部分全部进口日本SKM轴承。
(5)机身窄,短车尾形式,占地面积少。设备外观采用油漆喷粉技术,坚硬耐磨。
(6)电气控制采用西门子电气元件,具有三自动落纱机构,中途关车,自动适位制动停车。
(7)前罗拉速度、锭子速度、牵伸倍数、捻度、纺纱号数、千锭时单产、班产、总产量等工艺参数自动显示。
(8)导纱板升降采用位叉延时结构,动程大,大纱时最小气圈高度增加,减少大纱时断头。
(9)采用可调式琵琶架结构,钢领板升降可根据不同卷装调整合理的卷装角度,配有升降比l:2凸轮,钢领板短动程56 mm,有利于高速退绕减少脱圈。
2有关纺专器材的选配
细纱是成纱的最后一道工序,决定着一个棉纺企业棉纱质量和生产水平的高低。细纱机关键部件对成纱质量影响起着至关重要作用,对这些纺专器材的选配应慎重。在设备订购前,我们对重要元件进行了大量优选试验,本着大力应用新技术、新器材,又兼顾产品技术成熟、性能稳定的原则,优化最佳配置,为订购设备做好充分准备。
牵伸元件采用邯郸第二纺织厂生产的等分斜齿结构、直径为25 mm前后罗拉,滚花结构、直径为25 mm中罗拉,选配衡阳纺织厂生产的LZ2822型滚针罗拉轴承。常德纺织有限公司生产的YJ:一142A大掀起角度弹簧摇架,SX2-6833B型碳素尼龙上销,黑龙江肇东纺织厂生产的“长青”牌T型下销。
选用无锡明珠纺织配件厂生产的SL-6819A型双列滚珠前后上罗拉轴承,SL-6825EA型中上罗拉,径向游动间隙≤0.01 mm。济南华星纺织器材有限公司生产的HX-0365型双层不处理前胶管(其硬度为邵尔A65度),无锡二橡胶股份有限公司生产的WRA-8110型(D 80mm×1.0 mm×30mm)下胶圈,D 36.75 mm×0.9 mm×28 mm上胶圈。
卷捻元件采用日本金井KS24254型钢领,昆山拓普纺机专件有限公司生产的DZ3203型(D22mm)钢锭盘锭子,振幅≤0.02 mm。济南天齐特种平带有限公司生产的涂胶锭带。铜陵市松宝有限公司生产的SB-8A型碳素尼龙导纱板,XG型铝合金吸棉笛管。
选用如皋市爱吉科纺织有限公司生产的AJQ-Ⅱ型往复式龙带传动吹吸清洁器,瑞士haba—sit龙带。江阴市通力厂生产的单层四列、备用粗纱游车式铝合金粗纱架,DD5-18型吊锭。安徽八一纺织器材厂生产的前后绒辊发泡胶套。
3提高设备安装质量所采取的措施
细纱机具有长机型、多部件、多机台等特点,进购设备零散件多,装配标准要求高,安装难度较大,各操作环节需细致。设备安装质量状况优劣直接影响设备的运行状态及应用性能的发挥,制约着成纱质量和生产水平。为确保SXF1568C型细纱机的安装质量,应重点做好以下几项工作。
(1)正确运用好随机安装专用工具,保证各部件装配尺寸符合设计要求,尤其车头尾与机架部分的平装,更应引起重视,这是整台细纱机的安装基础,一旦出现差错,日常维修工作难以处理。
(2)平装操作方法应在熟练掌握操作说明书要求的同时,结合以往设备平装操作经验,适当加以改进。如主轴及叶子板升降立柱的平装,采用车头尾定位后拉线平装,改变说明书所提出的做法,这样可减小制造误差、装配误差带来的误差传递,提高装配精度。
(3)严格执行装配质量标准和允许限度要求,加大检查把关力度,制定平装必查工作项目,设备安装操作步骤完成一项,设备检查人员检查一项,发现缺陷,及时组织进行返修。
(4)加强设备润滑工作,在设备安装过程中,对出厂时已组装的各部轴承座全部拆卸检查,补加相应的润滑油脂,其他各润滑点定质定量进行加油,使设备转动部位充分润滑,以杜绝因润滑不良造成的非正常磨损而影响设备状态。
(5)设备安装完毕组织设备管理人员、保养维护人员、运转维修人员依照交接验收技术条件认真进行交接车检查,严把安装交接关,并对查看期内出现的设备故障实行坏车责任负责制。
4纺纱实践
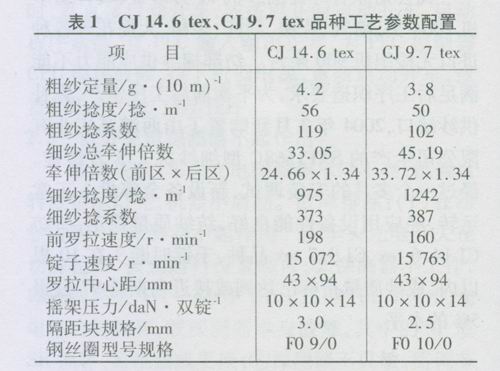
我公司有A512型(已进行V形牵伸气动摇架改造)、FA502型、FA506型、FA507A型、EJM128K型等型号细纱机,其纺纱主导品种为CJ14.6 tex、CJ 9.7 tex、CJ 7.3 tex及CJ 14.6 tex(44dtex)氨纶包芯弹力纱。在SXF1568C型细纱机上生产CJ 14.6 tex、CJ9.7 tex品种时,工艺参数配置参照其他机型纺该品种时优选的成熟工艺,具体工艺参数配置见表1。
采取每日逐台随机抽样与定期逐锭取样相结合的试验方法,测试成纱质量情况,其主要成纱质量指标见表2。
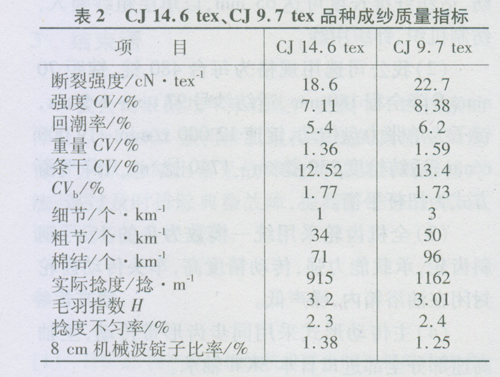
从表2可以看出,CJ 14.6 tex、CJ 9.7 tex成纱条干CV、细节、强度CV、毛羽H均达到乌斯特97公报5%水平,粗节、棉结、强度、重量CV达到或优于乌斯特97公报25%水平,成纱质量好且稳定,常发性纱疵少,取得了良好的纺纱效果。
5 结束语
(1)SXF1568C型细纱机性价比较高。该设备采用数控设备加工,零部件制造精度高,为提高纺纱质量水平打下了坚实基础。
(2)纺专器材的选配是项重要工作,优选配置纺专器材,对发挥设备适纺能力,提高成纱质量水平起到了关键性作用。
(3)设备安装工作坚持高标准,严要求,确保设备装配质量,使设备达到良好运转状态,这是提高成纱质量水平的可靠保障。
(4)从企业实际出发,结合半成品质量、温湿度控制、设备状况等具体情况,制定适宜工艺参数,保证工艺上机合格率。
(5)SXF1568C型细纱机在我公司应用时间还较短,在管好、用好、开好新设备,充分发挥设备潜能,促进成纱质量提高方面还需进一步探索。