
西非棉整体物理性能指标较好,但美中不足的是,五种有害疵点含量较多,主要是带纤维籽屑,占五种有害疵点总数的68.7%。另外含糖量也较高,配棉时必须注意合理搭配使用,否则会对成纱质量的稳定以及生产稳定带来不利因素。 近年来,由于国内纺织生产规模扩充较快,纺纱用棉量大幅度增加,使各纺织企业不同程度的囤积原棉,以保障棉纱质量的稳定。我公司在2003年5月以出口贸易渠道定购一批西非棉,到厂后经检验认为这批西非棉不能大比例配用,只能与国内细绒棉合理搭配使用,方能达到提高成纱内在质量的目的。
1 西非棉物理性能检验
西非棉物理性能检验结果如表1所示。
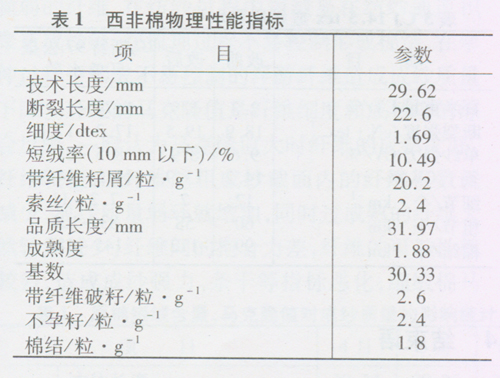
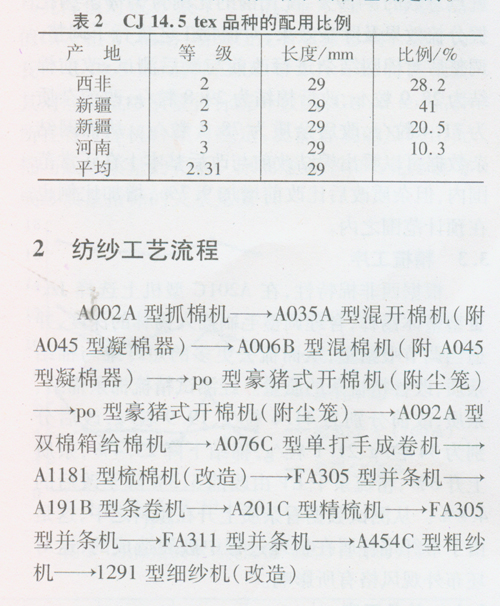
经目光手感检测发现原棉中含有棉铃虫的分泌物,发粘,提取检验含糖等级评定为较多(茶红色)。等级判定不足二级、好于三级,按二级搭配使用。从检验结果可以看出,西非棉整体物理性能指标较好,但美中不足的是五种有害疵点含量较多,主要是带纤维籽屑,占五种有害疵点总数的68.7%。另外含糖量也较高,配棉时必须注意合理搭配使用,否则会对成纱质量的稳定以及生产稳定带来不利因素。西非棉与国内细绒棉在CJ14.5 tex品种的配用比例如表2所示。其配用原则是按各产地原棉性能、成纱质量指标要求以及西非棉不同比例混纺试验结果而合理确定的。
3各工序工艺技术措施
3.1开清棉工序
开清棉工序以促进均匀混和,柔性开松,使原棉分解为较松、较小的纤维束,为此对开清棉工序部分工艺参数进行了调整。同时,对A006B型混棉机入口气流的气压配置进行了调整,依靠气流作用使纤维在基本无损伤情况下,排出尘杂和短绒。在保证输送棉流的情况下,适当降低流速,以减少纤维与管道的摩擦搓转,减少棉结与索丝的产生。角钉帘速度由75 m/min改为120 m/min。角钉帘~压棉帘隔距由50mm改为20 mm,均棉罗拉速度由193 r/min改为小于160 r/min,打手速度降为340 r/min,调节豪猪弧形板-打手距离至8 cm~10 cm。对于豪猪式开棉机在保证开松、除杂情况下最大限度地降低杂质破裂程度,避免杂质和纤维间粘附性的增加,使两者更好地分离,尽量保证在多落杂的同时减少落棉。
3.2梳棉工序
棉束被分离成单纤维的程度与细纱成纱强力和条干密切相关,其除杂作用的大小在很大程度上又决定成纱棉结杂质的多少,而西非棉带纤维籽屑含量较多,占五害疵点总数的68.7%,配用28.2%西非棉后,平均带纤维籽屑的含量占五害疵点总数的44.9%,配用前的比例为31%。为把握分梳效果及除杂效果,对梳棉工艺进行了调整,调整后对棉网结杂进行改前与改后测试:改前棉结为28.9粒/g,改后棉结为29.8粒/g;改前杂质为71.4粒/g,改后杂质为78.3粒/g。从棉网结杂数据可以看出棉结改前与改后基本上在正常范围内,但杂质改后比改前增加9.7%,增加比例也在预计范围之内。
3.3精梳工序
根据西非棉特性,在A201 C型机上选择Jzx-Ⅲ型整体锡林,合理调整毛刷插入锡林的深度,并适当调节喂给量,从而梳去更多的短纤维与棉结杂质,改善精梳条的质量。经测试精梳棉条棉结、杂质,改前分别为44.4粒/g、19.9粒/g,改后分别为34粒/g、21.1粒/g,棉结下降23.4%,杂质上升6%,精梳条干CV由改前5.3%降至改后的4.8%。从测试数据看杂质上升在预料之中,这是由于带纤维籽屑在梳理过程中破裂造成的,这对坯布外观风格有所影响。
3.4 并条工序
针对喂人预并的条子中前弯钩纤维居多,排列紊乱,伸直平行度差等因素,预并重点放在伸直前弯钩纤维上和避免牵伸分配不当可能造成棉结的增加。预并采用6根并合,以较小的牵伸倍数提高前弯钩纤维的平行伸直度,选择后区牵伸为1.6倍~1.8倍之间,这不但可提高纤维的平行伸直度,使喂入下道的棉条内在结构也得到较大改善。精并一、精并二为8根并合,以较大的牵伸倍数提高后弯钩纤维的平行伸直度,精并一后区牵伸选择1.6倍左右,精并二后区牵伸为1.01倍~1.1倍之间,这样可延长伸直过程的延续时间,提高末并棉条中纤维的平行伸直度,改善并条条干水平,减少牵伸中产生的棉结,末并条干CV值由改前3.7%降为3.2%。CJ14.5 tex成纱千米棉结数稳定在乌斯特97公报5%水平。
3.5 粗纱工序
在A454型粗纱机上采用较小的后区牵伸倍数,充分发挥主牵伸区的作用,有利控制浮游纤维,提高粗纱条干水平。在保证细纱工序不出硬头的前提下,加大粗纱捻系数,增加纤维问紧密度,改善粗纱条干水平,粗纱条干CV值由改前4.5%降为4.1%。
3.6细纱工序
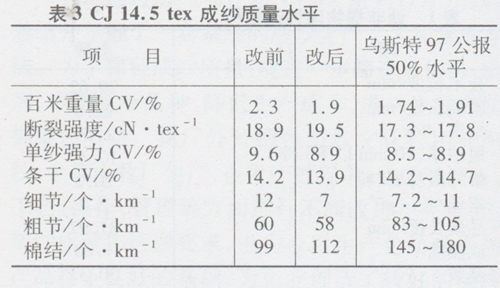
细纱工序以提高成纱强力和改善条干为重点,降低细纱千锭时断头,从工艺参数上进行研究试验并加以改进。后牵伸倍数缩小到1.29倍,后区隔距在原有基础上适当加大2 mm~4 mm,前胶辊前冲3 mm~4 mm,选择WRC96565型不处理胶辊,胶辊直径为28.5 mm,能有效控制纤维的运动,使成纱条干CV值、细节都较以前明显的降低,成纱强力也有所提高。但由于西非棉带纤维籽屑较多,尽管采取了许多措施,棉结仍有一定程度的增加。但各项指标均达到乌斯特97公报25%~50%的水平(见表3)。
4 结束语
按照西非棉的特性在配用比例为30%左右时,在运转操作管理上实施固定供应的要求,以便对出现问题能够及时处理,并采取防粘连、缠绕的有效措施,减少夹花、挂花、堵圈条器。为了减少成纱棉结,加强工艺试验研究,合理配置工艺,在保证内在质量的情况下,尽量多落杂,减少棉结杂质的上升。建立由原棉到半成品、成品的各级把关制度,使产品质量始终处于受控状态,确保产品质量稳定提高。加强空调管理与检查工作,使空调设备运转良好,确保纺部各工序生产状态稳定。