
1 œșčÜ”ÄŃĄÔńŒ°œșčő”ÄÖÆŚś
ÒȘÖÆŚśÆ·ÖÊÓĆÁŒ”ÄœșčőŁŹ¶ĄÇèœșčÜ”ÄĆäÖĂÖÁčŰÖŰÒȘĄŁœèŒűNFR-W999Č»ŽŠÀíœșčÜ(ÉÛÊÏ72ĄŁ)ÔÚPX2Ÿ«Êá»úÉÏłÉčŠÓŠÓĂ”ÄŸŃ飏œ«žĂœșčÜÓĂÓÚD30CČąÌő»úÉÏĄŁžĂœșčÜœșÁÏÖÊ”ŰŸùÔÈĄążčÈÆĄąÄÍÄ„ĄąÄÍÀÏ»ŻĄą»Ű”ŻĐÔŒŃŁŹÒàÊôČ»ŽŠÀíÏ”ÁĐŁ»ĐŸÖáŸĘČâ»æ͌֜ŁŹÓÉÂȚÀÖÆÔìÆóÒ”¶šÖÆŁ»œșčőČÉÓĂÖ±œÓ°üœșÁò»ŻŁŹŽï”œËæ»úœűżÚœșčőÎȚÌŚČîÖÆŚśč€ÒŐËźÆœĄŁÓÉÓÚŒőÈ„ÁËÂÁłÄČ㣏ÔöŒÓÁËœșčő”ÄÓĐЧ°üžČșń¶ÈŁŹ¶ÔĂȚÌőÌőǧžüÓĐÀûŁ»œșčőČÉÓĂ80ÁŁŽóÆűżŚÉ°ÂÖœűĐĐ4žöÍùžŽŸ«Ä„ŁŹÄ„íÂșóœșčő±íĂæÏžÄ楹»ŹËŹĄąÎȚÔÓÖÊșÍ·Û”ăŁŹ±íĂæŽÖČÚ¶ÈŽï”œČ»ŽŠÀíÖ±œÓÉÏł”ÊčÓĂÌőŒțĄŁ
2 œșčőÓŠÓĂÇéżö
2002Äê8ÔÂżȘʌͶÈËÊÔÓĂŁŹÏÈșó·ÄÖÆŸ«ÊáÉŽĄąÆŐÊáÉŽŁŹÔÁÏÉ挰œűżÚł€ÈȚĂȚĄąĐÂœźł€ÈȚĂȚÒÔŒ°ÌìËżĄąÄȘŽú¶û”ÄŽż·ÄșÍ»ì·ÄĄŁŐûžöÉúČúčęłÌÖĐÔÚÆäӿͷĄąÈÆčő”ÄÆ”ÂÊ·œĂæșÍËæ»úœșčőÏà±ÈÎȚĂśÏÔČîÒìŁŹŽŠÓÚÍŹÒ»ËźÆœŁŹ»úÌšÔËŚȘÇéżöŐ곣ĄŁ
žĂĆúœșčőÔÚĂȚÌőÊäłöËÙ¶ÈÎȘ500mŁŻminŁŹč€ŚśÊ±ŒäÏàÍŹ”ÄÇéżöÏÂŁŹŚŽÌŹ±äÒì¶Ô±ÈŒû±í1ĄŁ
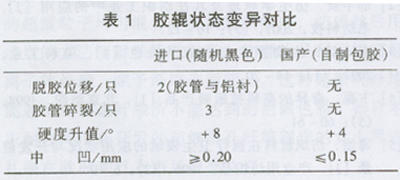
±í1 œșčőŚŽÌŹ±äÒì¶Ô±È
œșčő”ÄÄ„íÂÖÜÆÚŁșčúČúŚÔÖÆœșčő”ÄÄÍÄ„ĐÔÄÜČîÓÚœűżÚœșčőŁŹÔËĐĐÒ»œŚ¶Îșó±íĂæłÊÏÖĂ«ČÚŚŽŁŹżčÈÆĐÔÄÜÏÂœ”ŁŹĐèČÉÈĄ»ŰÄ„œâŸöĄŁÊ”ŒùÇéżöÀŽżŽŁŹËæ»úœűżÚœșčő»ŰÄ„ÖÜÆÚżÉÒÔŽïÒ»ÄêÒÔÉÏŁŹčúČúŚÔÖÆœșčőÔÚÊčÓĂ8žöÔÂʱӊžĂœűĐĐ»ŰÄ„ŁŹÈçčûÔÁÏ(ÏËÎŹ)ÌőŒțČîʱŁŹ»ŰÄ„ÖÜÆÚżÉÊÊ”±żŰÖÆÔÚ6žöÔÂŚóÓÒÎȘșĂĄŁ
3 ÖÊÁż¶Ô±È
ÊìÌőÖÊÁż¶Ô±ÈŒû±í2ĄŁ
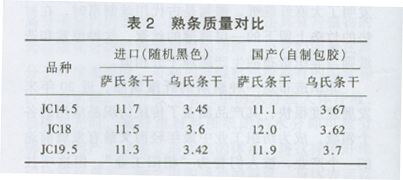
±í2 ÊìÌőÖÊÁż¶Ô±È
ÔÚÇ°ÊöÊìÌőÖÊÁż”ÄÇéżöÏÂŁŹÔÚÍŹÀàϞɎ»úĐÍŁŹÍŹ·ÄÉŽč€ÒŐĄąÍŹÏžÉŽœșčő”ÄÌőŒțÏÂŁŹłÉÉŽÖÊÁż¶Ô±ÈŒû±í3
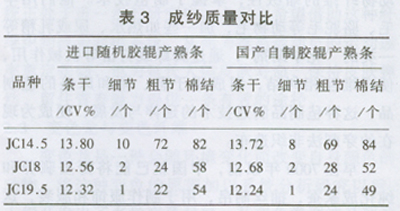
±í3 łÉÉŽÖÊÁż¶Ô±È
Óɱí3żÉŒûŁŹÔÚÍŹ”ÈÌőŒțÏÂŁŹŚÔÖÆœșčő”ÄÊìÌőșÍϞɎłÉÉŽÖÊÁżŁŹÓëœűżÚœșčő”ÄŚîÖŐłÉÉŽÖÊÁżÎŽŒûĂśÏÔČîÒìŁŹ¶űŚÔÖÆœșčőŒÛžńœöÎȘœűżÚ”ÄÎć·ÖÖźÒ»ĄŁ