
0З°СФ
CoolmaxПЛО¬КЗТ»ЦЦРВРН¶МПЛО¬Ј¬КЗУЙГА№ъ¶Е°о№«ЛҫІЙУГПИҪш№ӨТХ·ДЦЖ¶шіЙЎЈДҝЗ°ҪцУРГА№ъЎўМ©№ъөИЙЩКэ№ъНв»ҜПЛ№«ЛҫЙъІъЈ¬ЖдјЫёсКЗЖХНЁ¶МПЛөД5ұ¶ТФЙПЎЈCoolmaxПЛО¬ГжБПКЦёРИбИнПёДеЈ¬ҫЯУРОьКӘЎўЕЕә№ЎўНёЖшЎўұЈҪЎөИ№ҰДЬЈ¬КЗјТУГ·ДЦҜЖ·әНДЪТВЦЖЖ·өДАнПлГжБПЈ¬ҫЯУР№гА«өДКРіЎЗ°ҫ°ЎЈ
ОТ№«ЛҫІЙУГҪшҝЪ1Ј®44 dtexЎБ38 mm Coolmax¶МПЛУлГЮ»м·ДЈ¬іЙ№ҰөШҝӘ·ўіцCЈҜCoolmax 65ЈҜ35 14Ј®6 tex»м·ДЙҙЎЈ
CoolmaxУлГЮ»м·ДіЙЙҙЗҝБҰҪПөНЈ¬CoolmaxПЛО¬ДҰІБТтЛШҪПМ«Ј¬ОьКӘРФРЎЈ¬ОӘұЈЦӨіЙЙҙЦКБҝЈ¬ҝӘЗеГЮәНКбГЮ№ӨРтСЎФсЎ°¶аЛЙЙЩҙтЎұөД№ӨТХФӯФтЈ¬ІўЕдТФККөұЛЩ¶ИЈ¬ұЬГвЛрЙЛПЛО¬Ј»ІўМхЎўҙЦЙҙәНПёЙҙ№ӨРтСЎФсККөұөДВЮАӯёфҫаәНәуЗшЗЈЙмұ¶КэЈ¬К№ПЛО¬ід·ЦЙмЦұЈ¬ІЙУГЎ°РЎ¶ЁБҝЎў¶а·ЦКбЎұөД№ӨТХФӯФтЈ¬ТФұЈЦӨіЙЙҙЦКБҝЎЈ
1ФӯБПөДСЎЕд
ФӯГЮК№УГ№ъІъПёИЮГЮЈ¬ЕдГЮөИј¶1Ј®3ј¶Ј¬ЦчМеіӨ¶И29 mmЈ¬¶ПБСіӨ¶И25 mmЈ¬Пё¶И1Ј®71 dtexЈ¬10 mmТФПВ¶МИЮВК3Ј®1ЈҘЎЈҙшПЛО¬ЧСРј7Ј®8БЈЈҜgЈ¬ЛчЛҝ2Ј®1БЈЈҜgЈ¬Ж·ЦКіӨ¶И31Ј®5 mmЈ¬іЙКм¶ИПөКэ1Ј®80Ј¬ГЮҪб2Ј®1БЈЈҜgЎЈCoolmaxПЛО¬іӨ¶И38 mmЈ¬Пё¶И1Ј®44 dtexЈ¬өҘПЛО¬ЗҝБҰ2Ј®73 cNЈ¬»ШіұВК0Ј®4ЈҘЈ¬ПЛО¬ёЙМ¬Зҝ¶И33Ј®9 cNЈҜtexЈ¬КӘМ¬Зҝ¶И38Ј®1cNЈҜtexЈ¬ә¬УНВК0Ј®33ЈҘЈ¬ёЙЗҝCV 10Ј®3ЈҘЈ¬КӘЗҝCV9Ј®3ЈҘЎЈ
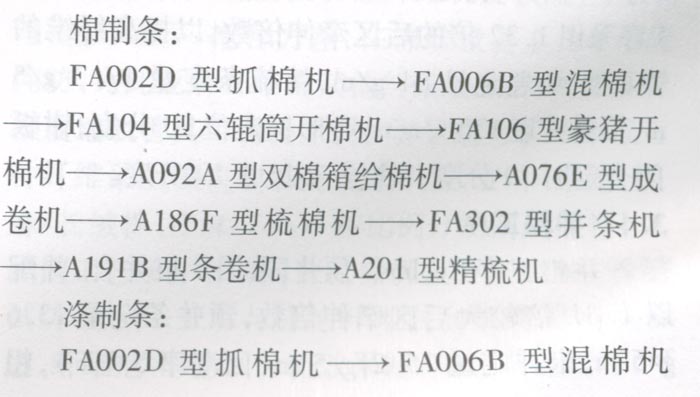
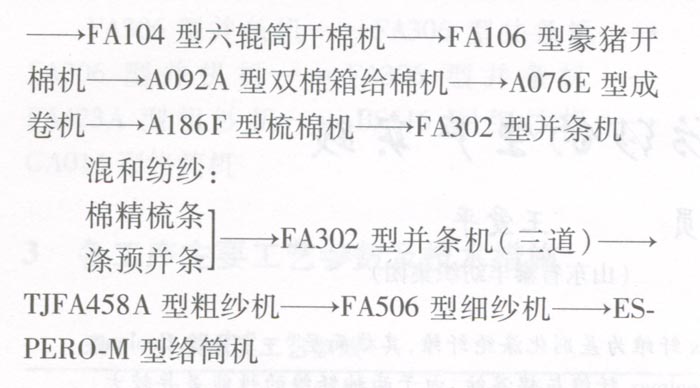
2№ӨТХБчіМ
3ёч№ӨРт№ӨТХЕдЦГәНЦчТӘ№ӨТХҙлК©
3Ј®1ҝӘЗеГЮ№ӨРт
ОӘұЈЦӨіЙЙҙЦКБҝЈ¬·ДГЮКұТАҫЭҫ«ПёЧҘГЮЈ¬ФзВдЙЩЛйЈ¬ТФКбҙъҙтөД№ӨТХФӯФтЈ»·ДCoolmaxКұЈ¬ПЛО¬ДҰІБТтЛШҪПҙуЈ¬ІЙУГ¶аЛЙЙЩҙтЈ¬ід·ЦҝӘЛЙөДФӯФтЎЈН¬КұұЈЦӨЙП№ЬөАөДЛН·зЛЩ¶ИІ»өНУЪ15 mЈҜsЎЈFA002DРН»ъҙтКЦЛЩ¶ИСЎФс650 rЈҜminЈ¬ЧЫәП·зЙИЛЩ¶И1200 rЈҜminЈ¬ЧЫәПҙтКЦ980 rЈҜminЈ¬КбХлҙтКЦЧӘЛЩ550 rЈҜminЈ¬ГЮҫнёЙ¶ЁБҝ385 gЈҜmЈ¬Coolmax¶ЁБҝ375g/mЎЈ
3Ј®2КбГЮ№ӨРт
·ДГЮКұІЙУГЎ°Зб¶ЁБҝЎўҪфёфҫаЎұөД№ӨТХФӯФтЈ¬ЙъМх¶ЁБҝ16Ј®9g/5 mЈ¬ОэБЦЎ«ёЗ°еёфҫа0Ј®16 mmЎў0Ј®14 mmЎў0Ј®14 mmЎў0Ј®14 mmЎў0Ј®15 mmЈ¬ҙМ№хЛЩ¶И900 rЈҜminЈ¬ОэБЦЛЩ¶И360 rЈҜminЈ¬өА·тЧӘЛЩ21 rЈҜminЎЈ
УЙУЪCoolmaxПЛО¬ҫнЗъҪП¶аЈ¬ПЛО¬·ўЙ¬Ј¬ФЪ№ӨТХЙПОТГЗІЙИЎЎ°Зб¶ЁБҝЈ¬Зҝ·ЦКбЎұөД№ӨТХФӯФтЈ¬јУЗҝКбАнР§№ыЈ¬ПыіэНд№іЎЈЙъМх¶ЁБҝ21Ј®5 gЈҜ5 mЈ¬ОэБЦТ»ёЗ°еОеөгёфҫаОӘ0Ј®19 mmЎў0Ј®17 mmЎў0Ј®17mmЎў0Ј®17 mmЎў0Ј®18 mmЈ¬ҙМ№хЛЩ¶И900 rЈҜminЈ¬ОэБЦЛЩ¶И350 rЈҜminЈ¬өА·тЧӘЛЩ21 rЈҜminЎЈ
3Ј®3ҫ«Кб№ӨРт
ОӘҪөөНҫ«КбМхөДГЮНшҪбФУЈ¬ОТГЗҙУҫ«КбЧјұё№ӨРтИЛКЦЈ¬¶Ф№ӨТХІОКэҪшРРБЛУЕСЎЈ¬УЙФӯАҙ18ёщёДОӘ20ёщІўәПЈ¬ёДЙЖБЛГЮҫнөДДЪФЪЦКБҝЈ»ФЪФӨІў№ӨРтІЙУГ1Ј®32ұ¶өДәуЗшЗЈЙмұ¶КэЈ¬ТФМбёЯПЛО¬өДЙмЦұ¶ИЈ¬Мхҫн¶ЁБҝ64 gЈҜmЈ¬ҫ«КбМх¶ЁБҝ17Ј®3 gЈҜ5mЈ¬ОэБЦЛЩ¶И130 rЈҜminЈ¬№ӯРО°е¶ЁО»20·Ц¶ИЈ¬ЗҜ°еұХәП¶ЁКұ29·Ц¶ИЈ¬¶ҘКб°ІЧ°іЯҙз19·Ц¶ИЎЈ
3Ј®4ІўҙЦ№ӨРт
ІўҙЦ№ӨРтCoolmaxФӨІўЈ¬ІЙУГ5ёщІўәПЈ¬ІўЕдТФ1Ј®31ұ¶ҪПҙуәуЗшЗЈЙмұ¶КэЈ¬ФӨІўМх¶ЁБҝ13Ј®6gЈҜ5 mЈ¬Д©Іў¶ЁБҝ15Ј®2g/5 m(»ШіұВК5Ј®7ЈҘ)Ј¬ҙЦЙҙДнПөКэФЪұЈЦӨПёЙҙІ»іцУІН·өДЗ°МбПВЈ¬Ж«ҙуХЖОХЈ¬СЎФс94Ј¬З°ВЮАӯЧӘЛЩ240 rЈҜminЈ¬¶§ЧУЧӘЛЩ860r/minЎЈ
3Ј®5ПёЙҙ№ӨРт
ПёЙҙК№УГИнөҜҪә№хЈ¬ЕдТФҝЙөчКҪТЎјЬјУС№Ч°ЦГЈ¬УРР§МбёЯБЛіЙЙҙЦКБҝЎЈПёЙҙ¶ЁБҝ13Ј®8 gЈҜ100mЈ¬әуЗшЗЈЙмұ¶Кэ1Ј®25ұ¶Ј¬ДнПөКэСЎФс390Ј¬З°ВЮАӯЧӘЛЩ198 rЈҜminЈ¬ЗҜҝЪёфҫа2Ј®5 mmЈ¬ВЮАӯёфҫа18mmЎБ26 mmЈ¬¶§ЧУЧӘЛЩ12 080 rЈҜminЈ¬¶§ҙшЕМХЕБҰ1Ј®9ЎЈ
3Ј®6Взјт№ӨРт
ІЙУГТвҙуАыESPERo-MРНЧФ¶ҜВзНІ»ъЈ¬ТФұЈЦӨНІЙҙЦКБҝЎЈОӘјхЙЩЙҙПЯДҘЛрЈ¬МбёЯНІЙҙЦКБҝЈ¬УҰСЎФсҪПРЎөДВзНІЛЩ¶ИЈ¬ВзНІЛЩ¶ИОӘ1200 mЈҜminЎЈ
CЈҜCoolmax 65ЈҜ35 14Ј®6 texіЙЙҙЦКБҝЦёұкЈәөҘЗҝ217 cNЈ¬өҘЗҝCVОӘ7Ј®6ЈҘЈ¬¶ПБСЗҝ¶ИОӘ15Ј®1cNЈҜtexЈ¬МхёЙCVОӘ12Ј®8ЈҘЈ¬ПёҪЪ12ёцЈҜkmЈ¬ҙЦҪЪ51ёцЈҜkmЈ¬ГЮҪб102ёцЈҜkmЈ¬Г«УрЦёКэH 2Ј®0Ј¬°ЩГЧЦШБҝCVОӘ1Ј®8ЈҘЈ¬іЙЙҙГЮҪбОӘ27БЈЈҜgЈ¬іЙЙҙФУЦКОӘ25БЈ/gЎЈ
4ҪбКшУп
(1)CoolmaxПЛО¬·ўХіЎў·ўЙ¬Ј¬ҝХөч№ЬөАЛН·зБҝУҰідЧгТФұЈЦӨПЛО¬өДЛіАыКдЛНЎЈCoolmaxПЛО¬іЙҫнәуҪПЕоЛЙЈ¬ОӘұЈЦӨіЙЙҙЦКБҝЈ¬іЙҫнИ«ІҝУГұЎДӨ°ьЧ°Ј¬ҙэКбГЮҝӘіөКұУЙЦөіө№ӨІрЧ°Ј¬ТФұЈЦӨБјәГөДіЙРОЎЈ
(2)КбГЮ№ӨРтІ»ТЛІЙУГҪПҙуөДЗЈЙмұ¶КэЈ¬ЙъМх¶ЁБҝІ»ТЧ№эРЎЈ¬ТФГвГЮНш·ўЖ®»тіЙРОІ»БјЎЈ
(3)ёч№ӨРтТӘИ·ұЈЙиұёЧҙМ¬БјәГЈ¬ЙҙПЯНЁөА№в»¬Ј¬ОЮГ«ҙМЈ¬¶ЕҫшТтЙҙПЯНЁөАІ»№в»¬Ј¬ТэЖрөДХіЎў№ТЎў¶ВЎўДҘПЦПуЎЈ
(4)ФЪ»Ш»ЁОКЙиЦГЧП№вөЖЈ¬СПёсјмІвCoolmaxПЛО¬ЦРЈ¬»мИлЖХНЁ»тЖдЛыТмРФПЛО¬ЎЈ