
本文介绍在传统的棉纺设备上,通过对工艺流程设置、关键设备部件改动和工艺参数优选,特别是对绢丝原料预处理,成功生产高档棉绢混纺细特纱的体会。
1前言随着生活水平的不断提高,高档次的新型纺织品受到人们的青睐。近几年来,我厂不断地开发Modal、Lyocell、Tencel、PTT纯纺与混纺纱,以及缎、绢等系列产品,最近又成功开发和批量生产了CJ/绢(80/20)9.7 tex混纺纱。
2原料选用
原棉:长绒棉60%,平均长度34 mm,平均等级1.4级,短绒率7.94%,成熟度为80。
绢丝:剪切成包的桑蚕丝,细度为1.17dtex,主体长度45mm。
3工艺流程的选定
有两种工艺流程供选择,第一种是50%精梳棉条与50%绢丝混和装箱,制成生条经预并后与精梳条按一定比例在并条机上混和;第二种是原棉和绢各自清花装箱,通过梳棉机各自单独成条,在并条机上精梳条与经预并后的绢丝条按比例混和。经小量试纺,比较两种工艺流程制成的细纱质量。第二种方案明显优于第一种,关键在于绢丝要能在梳棉机台上顺利通过,单独成条。
3.1绢丝制条
A002型圆盘抓棉机-A035AS型混开棉机-FA106A型豪猪开棉机(梳针)-A092AS型给棉机-A076C型成卷机-TOYODA型梳棉机-A272F并条机(预纯并)。
3.2精梳棉条制条
A002型圆盘抓棉机-A035As型混开棉机-A034型六辊筒开棉机-FA106型豪猪开棉机-A092AST型振荡棉箱给棉机-A076C型单打手成卷机-TOYODA型梳棉机-FA302型预并-A191型条卷机-A201 D型精梳机。
3.3并条混和及纺纱
A272F型并条机(精梳棉与绢丝预并条三道混并)-A454型粗纱机-FA503型细纱机-1332型络简机。
4工艺技术措施
4.1绢丝的预处理
绢丝的比电阻高,如不采取措施,在生产过程中极易产生静电积聚,不仅难操作,而且纱疵丛生,质量严重恶化,可纺性极差。在纺纱之前,我们必须对原料进行预处理。绢丝包用和花缸进行开松,边开松边喷射抗静电剂与60℃温水l:10混和溶液,然后打包静置24 h,以保证充分渗透,绢丝的含水率控制在16%左右。
4.2各工序工艺参数及措施
4•2•1开清棉高回潮的绢丝对开松有一定的影响,又因绢丝细度细,打击剧烈会损伤纤维,因此宜以开松为主,以梳代打。在A035As型混开棉机上将压棉帘与角钉斜帘距离缩小到40mm,同时适当加快角钉帘速度,以增加扯松作用;为防止轧煞,适当放慢水平帘速度;绢丝含杂极少,因此可适当增加风扇速度,从而保证输棉管道畅通,减少返花和增加绢丝的回收。适当减小各打手速度可减少对绢丝的损伤,同时以梳代打,充分开松可保证筒卷成形良好。A035AS型混开棉机的打手转速为583 r/min,FA106A型豪猪(梳针)打手转速为510 r/min,综合打手转速为812 r/min,风扇转速为1 240 r/min,棉卷罗拉转速为12 r/min,绢丝卷定量为390g/m,绢丝卷长度27m,重不匀率控制在1.1%左右。
4.2.2梳棉梳棉机运行时,通常表现出两种情况,第一种是纤维易缠绕锡林,第二种是棉网吸附金属导棉辊,前者原因是分梳元件选择不当使纤维不能顺利转移,或是纤维油剂添加太多,粘附力增加。后者原因是纤维由于静电作用吸附在金属辊表面。
通过预处理的绢丝基本上不会吸附在导棉辊上,但在生产实践中必须及时观察吸附情况,以便正确均匀地进行绢丝预处理,对分梳元件及工艺参数的优选如下。
分梳元件:锡林针布2810×1665,刺辊锯条5805×07011.道夫针布为42AC-4B,盖板针布为H28。
主要工艺参数:刺辊-锡林隔距0.18mm,锡林-道夫隔距O.1mm,盖板隔距为0.2、0.18、0.18、0.18、0.2 mm。
采用以上分梳元件及工艺参数,绢丝不缠绕锡林,顺利地制成棉网。
梳棉机在运转中,我们发现绢丝棉网上经常有条状的厚棉网不定时地带入,严重影响棉网质量,经仔细观察发现绢丝散纤维极易堆积在大漏底进口处,我们将大漏底割去2根漏栅(约35mm),同时适当放大漏底进口隔距。工艺参数为:小漏底进口7.9mm,第四点隔距0.79mm,前上罩板上口隔距0.55mm,前下罩板下口隔距0.79mm。
经运转观察散纤维堆积现象消除,绢丝棉网正常。
为保证梳棉机台正常运转,还配备了汽雾状给湿器,使特殊区域相对湿度控制在70%~75%。
采取以上措施后,绢丝能顺利在梳棉机台上成条。梳棉条定量19g/5m,绢丝棉网棉结35粒/g,绢丝生条萨氏条干15.6%。
4.2.3并条绢丝生条采用预并,为减少牵伸力和提高纤维伸直度,预并采用5根并合及较大的后区牵伸倍数,为使绢与棉充分混和,我们采用三道并条。由于棉、绢丝的主体长度有差异,同时也考虑到棉的比例占80%,因此对罗拉隔距的选用采取慎重态度,在保证条子质量基础上,隔距以偏小掌握为宜。各道的后区牵伸从加强纤维伸直考虑,也作相应配置。具体工艺参数见表1。
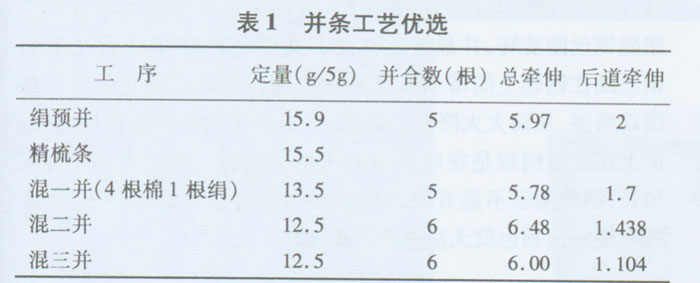
混三并后条子质量水平重不匀CV值0.81%,乌斯特条干CV值3.2%。
4.2.4粗纱绢丝的长度分布为25-50 mm,离散度大,粗纱工序中,要加强对浮游纤维的控制,罗拉中心距应偏小掌握;在保证细纱不出硬头的情况下,粗纱捻系数偏大掌握,对改善成纱条干,特别是减少细节有利,同时严格控制大小纱张力差异在0.6%以内,对成纱重量不匀有一定改善。
具体工艺参数:粗纱定量3g/10m,牵伸倍数8.33,后牵伸1.1倍,粗纱捻系数97。罗拉中心距52.5 mm x 56.5 mm,皮圈钳口4.5 mm,前罗拉速度160 r/min左右,粗纱质量水平重不匀CV值1.03%,粗纱乌斯特条干CV值4.52%。
4.2.5细纱为了提高质量水平,细纱前罗拉速度适当放慢,为了减少细节,采取较小后区牵伸;采用狭边钢领对成纱质量提高和毛羽减少都有很大好处;为了减少吊锭呆滞对粗纱条意外牵伸造成的细节,我们对吊锭进行了整理,淘汰回转不灵活的吊锭。
工艺参数:后区牵伸倍数1.1,细纱捻系数336,细纱罗拉中心距43.5 mm×63.5 mm,钢领采用PG1/2直径38狭边钢领,钢丝圈RSS12/0,皮圈销钳口3.5 mm,前罗拉速度160 r/min左右。
细纱质量水平:细纱重不匀CV值1.8%,单纱断裂强度18.3cN/tex,单强CV值8.1%,细纱乌斯特条干CV值14.3%,细节19.5只/km,粗节99只/km,棉结16只/km,10万米纱疵(9级)1.5只(A 1 286只、B 1 4只、H 167只、I 10只),细纱黑板棉结32粒/g,筒子3mm以上毛羽28根/m。
5结语
从成纱的质量来看,单纱强力高、细节少、毛羽少、条干较好,是这次纺纱生产实践最大成功之处,也得到了用户很高的评价。
我们主要体会是:要重视绢丝的预处理,必须保持一致性、均匀性;梳棉工序几个技术措施的采用是绢丝棉网状态改善的关键,梳棉机台绢丝的单独成条为与棉纤维各种比例的混和打下了基础;轻定量、慢速度、小隔距则是提高成纱质量的关键。