
1 дСЯадФм
жёЯЫЮЌЫиЯЫЮЌЪЧвдЬьШЛжёВФЮЊдСЯЃЌОЛЏЯЫГЇЭЈЙ§ЫЎЗжНтЖрДЮЬсСЖжЦГЩНЌЦЩЃЌОЪЊЗЈЗФЫПМгЙЄГЩЯЫЮЌЁЃЦфЩЋдѓЁЂЪжИаМАЦфЫќадФмгыЦеЭЈеГНКЯЫЮЌРрЫЦЁЃОнБЈЕРЃКжёЯЫЮЌгагХСМЕФШОЩЋадЁЂЕЏадЛжИДадЁЂаќДЙадЁЂПЙОњадЁЂЬиБ№ОпгагХСМЕФЭИЦјадКЭЗХЪЊадЃЌЪЪвЫжЦзїШЋаТЕФИпЕЕЗўзАУцСЯЁЃБОЙЋЫОбЁгУЩЯКЃеГНКжЦдьГЇЩњВњЕФжёЯЫЮЌЃЌВтЖЈЕФЮяРэжИБъШчБэ1ЫљЪОЁЃ
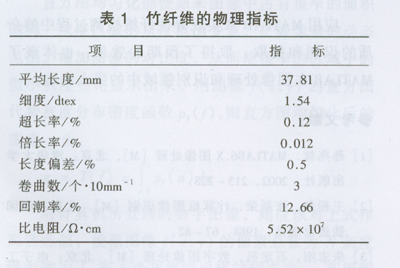
Бэ1 жёЯЫЮЌЕФЮяРэжИБъ
2 ЙЄвеСїГЬ
A035AаЭЛьУоЛњвЛA036CаЭПЊУоЛњвЛA092AаЭУоЯфИјУоЛњвЛA076CаЭГЩОэЛњвЛA186DаЭЪсУоЛњвЛA272FаЭВЂЬѕЛњвЛA272FаЭВЂЬѕЛњвЛFA4501аЭДжЩДЛњвЛA513WаЭЯИЩДЛњвЛ1332MDаЭТчЭВЛњЁЃ
гЩгкНјаааЁбљЪдЗФЃЌдСЯжБНгДгA035AаЭЛьУоЛњЪфУоСБДІШЫЙЄЫКГЖКѓЮЙШЫЁЃ
3 ЙЄвеХфБИМАММЪѕДыЪЉ
3ЃЎ1 ЧхЛЈЙЄађ
жёЯЫЮЌећЦыЖШКУЃЌВЛКЌдгжЪЃЌЕЋЯЫЮЌДђАќНєУмЃЌОШЫЙЄЫКГЖКѓХђЫЩаддіДѓЁЃЧхЛЈЙЄађдкдРДЩњВњЖЬЯЫЮЌЕФЙЄвеЩЯТдЮЂЕїећЁЃA092AаЭУоЯфИјУоЛњЕФVаЭСБНЧЖШМАздЕїдШећзАжУвЊзіЯргІЕїећЁЃжївЊЙЄвеВЮЪ§ЮЊЃКУоОэЖЈСПЃК3802ЃЏmЃЌУоОэГЄЖШЃК30ЃЎ6mЃЛУоОэТоРзЊЫйЃК12rЃЏminЁЃ
3ЃЎ2 ЪсУоЙЄађ
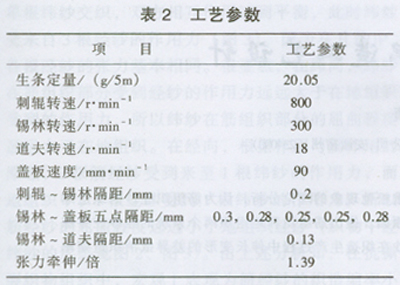
жёЯЫЮЌОэЧњЩйЃЌЪсУоВЩШЁЪЪЕБЖЈСПЁЂТ§ЫйЖШЁЂНєИєОрЙЄвеХфжУЃЌНЕЕЭДЬЙѕКЭЮ§СжзЊЫйЃЌКЯРэХфжУеХСІЧЃЩьЃЌЪЙУоЭјЫГРћзЊвЦЁЃЖдУоЬѕЭЈЕРгУЦћгЭНјааВСЪУЃЌБЃжЄЭЈЕРЕФЙтНрЃЌЪЙЩњЬѕзЊвЦЫГГЉЃЌжївЊЙЄвеВЮЪ§ШчБэ2ЫљЪОЁЃ
3ЃЎ3 ВЂЬѕЙЄађ
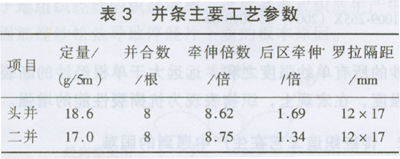
ВЂЬѕЙЄађжївЊНтОіЯЫЮЌЕФЭфЙГКЭЩьжБЦНааЮЪЬтЁЃИљОнБОЙЋЫОЩњВњеГНКЖЬЯЫОбщКЭжёЯЫЮЌадФмЬиЕуЃЌВЂЬѕЙЄађвЊВЩШЁКЯЪЪЕФТоРИєОрЁЂКЯРэЕФЧЃЩьБЖЪ§МАЧАКѓЧјЕФЧЃЩьЗжХфвдЬсИпЬѕИЩЫЎЦНЁЃУоЬѕЭЈЕРвЊВСЪУИЩеѕЃЌвдМѕЩйгПЬѕЯжЯѓЃЌГЕЫйЪЪЕБНЕЕЭЁЃМгЧПЮТЪЊЖШПижЦЃЌЦЄЙѕВЩгУПЙШЦНКЙмЃЌвдНтОівђГЕМфЮТЪЊЖШВЈЖЏЖјВјШЦЦЄЙѕЮЪЬтЁЃжївЊЙЄвеВЮЪ§МћБэ3ЁЃ
3ЃЎ4 ДжЩДЙЄађ
ДжЩДЙЄађвЊзЂвтГЕМфЮТЪЊЖШЕФвЊЧѓЃЌЙЄвеЩЯВЩШЁДѓИєОрЁЂаЁКѓЧјЧЃЩьЁЂжиМгбЙЕФддђЃЌЪЙгУМЏКЯЦїЃЌбЁгУЩлЪЯгВЖШЮЊ84ЖШЕФЦЄЙѕЃЌЧхНрзАжУвЊзїгУСМКУЃЌвдЗРжЙШЦЦЄЙѕМАШЦЦЄШІЯжЯѓЁЃжївЊЙЄвеХфжУЮЊЃКЖЈСП4ЃЎ4gЃЏ10mЃЛзмЧЃЩьБЖЪ§7ЃЎ73БЖЃЛКѓЧјЧЃЩьБЖЪ§1ЃЎ16БЖЃЛТоРИєОр28 x 50mmЃЛФэЯЕЪ§69ЁЃ
3ЃЎ5 ЯИЩДЙЄађ
ЮЊПижЦГЩЩДжЪСПЃЌМѕЩйЖЯЭЗЃЌЗРжЙВјШЦЦЄЙѕЃЌЖдЯИЩДКѓЧјЧЃЩьБЖЪ§ЁЂЧЏПкИєОрЁЂИжСьгыИжЫПШІЕФЦЅХфЃЌЦЄЙѕЕФбЁгУЖМзїСЫгХбЁЁЃжївЊЙЄвеВЮЪ§ЮЊЃКТоРИєОр17.5x 27mmЃЛзмЧЃЩьБЖЪ§22ЃЎ35БЖ;КѓЧјЧЃЩьБЖЪ§1ЃЎ25БЖЃЛФэЯЕЪ§330ЁЃВЩгУЩлЪЯгВЖШЮЊ75ЖШЕФЦЄЙѕЃЌЩЯЦЄШІЮЊЦНЦЄШІЃЌЯТЦЄШІЮЊФкЭтЛЈЮЦЦЄШІЁЃ
3ЃЎ6 ТчЭВЙЄађ
ТчЭВЛњХфжУЕчзгЧхЩДЦїМАПеЦјФэНгЦїЃЌВЩгУН№ЪєВлЭВЁЃЙЄвеВЮЪ§ЮЊЃКЖЬДжНкSДжЖШ+200ЃЅЃЌГЄЖШ1ЃЎ5cmЃЛГЄДжНкlДжЖШ+50ЃЅЃЌГЄЖШ30cmЃЛГЄЯИНкTЃКДжЖШ-40ЃЅЃЌГЄЖШ40~mЃЛВФСЯЯЕЪ§7ЃЎ5ЁЃ
4 ГЩЩДжЪСПжИБъ
19ЃЎ6texжёЯЫЮЌЩДжЪСПжИБъШчЯТЃК
ЕЅЩДЖЯСбЧПСІЃЏcN 274.2ЃЛ
ЕЅЩДЖЯСбЧПЖШЃЏcNЁЄtex-1 13ЃЎ99ЃЛ
ЧПСІCVЃЏЃЅ 8ЃЎ85ЃЛ
ЛиГБТЪЃЏЃЅ 12ЃЛ
АйУзжиСПCVЃЏЃЅ 1ЃЎ9ЃЛ
ЬѕИЩCVЃЏЃЅ 14.36ЃЛ
ЯИНкЃЏИіЁЄkm-1 21ЃЛ
ДжНкЃЏИіЁЄkm-1 86ЃЛ
УоНсЃЏИіЁЄkm-1 227ЃЛ
ЪЕМЪФэЯЕЪ§ 325ЁЃ
5 Нс гя
жёЯЫЮЌЫиЯЫЮЌгыЦеЭЈеГНКЖЬЯЫадФмЯрЫЦЃЌЩњВњЙЄвеПЩВЮеееГНКЩДЕФЩњВњЙЄвеЃЌЩњВњЙ§ГЬвЊбЁКУЙиМќЙЄвеВЮЪ§ЃЌИїЙЄађвЊзЂвтЮТЪЊЖШЕФПижЦвдМАЗФЩДЦїВФЕФбЁХфЁЃ