
关键词:梳棉机棉结、自动磨针、调隔距、不成熟纤维、棉结杂质、在线监控技术、离线检测技术。
随着时代的发展,人们对纺织品外观质量的要求越来越高,在外观质量中,棉结疵点的存在,严重影响纱线及织物外观质量,棉结数多少,不仅影响纱线及坯布的外观质量,更重要的是影响染色效果,造成染疵。在国内外市场产品质量竞争日益激烈的情况下,尤其我国加入世贸组织后,如何准确的掌握与控制纺织工程中产生棉结杂质的原因及分布状况并采取有效措施,减少纱布棉结杂质,提高织物外观质量是当代纺纱技术研究的重要课题。
1、1999年美国纺织科学研究院应用乌斯特技术AFIS-N棉结检测仪及大容量棉花质量检验仪(HVI)分别对原棉及开清棉、梳棉、精梳等工序的半制品进行大量而细致的测试,检测结果发现,从轧花厂出厂的原棉开始,到进入纺纱开、清、梳及精梳等生产工序后,棉结杂质的变化规律。一般经过轧花厂轧制的原棉(熟棉)棉结数在200粒左右,开清棉工序由于清除杂质的需要,使纤维受到损伤而产生大量棉结约400粒/克。梳棉机的梳理机构在精细梳理及排除结杂的作用下,棉结大量减少,比开清棉半制品棉结含量减少80%,达到80粒/克,最低减少到40粒左右(MKS梳棉机),精梳机的精梳条可减少到20粒/克左右,其它并粗工序虽然也会影响棉结的波动,但比开清棉及梳棉对棉结的增减要次要的多。
因此,国内外许多研究机构及制造厂,一方面研究如何改进开清棉的功能,尽可能在排除杂质,开松原棉的同时减少棉结的产生,另一方面对梳棉机如何进一步降低棉结作了大量细致的研究,对梳理技术进行大量的改进,如采用新型针布、增加固定盖板,提高夕林盖板区的分梳质量,排除细小棉结经及对后车肚喂入部分进行改进,像DK803、DK903高产梳棉机的后部改为渐增性分梳除杂三刺辊系统提高了清除结杂的功能,减少对纤维的损伤。在高产梳棉机上配置了高科技的在线监控技术,以便及时掌握好解决产品质量的问题。
应用HVI及乌斯特AFIS离线检测仪,大量的逐包,逐批检测,发现棉纤维中不成熟纤维含量的多少,对棉结多少影响很大,在混配棉指标中把不成熟纤维占的百分比当作重要混棉指标,使不成熟纤维在原棉中占的比例稳定,对稳定与减少棉结起了重要作用。
乌斯特公司的一句名言是:如果不能对半制品,成品质量进行检测,那就谈不上对半制品或成品质量的控制,如果不能控制半制品,成品的质量,也就无法进一步改进与提高半制品、成品质量。
如上所述,高产梳棉机是降低生条棉结含量的重要工序,加强对梳棉机生产过程及生条质量的检测与控制、在线和离线监控高产梳棉机的结杂含量,对稳定半制品及成品质量有十分重要的意义。
20世纪80年代,由于高科技的电子计算机技术、传感技术、变频调速技术与纺纱的结合,使得对开清棉、梳棉及其它工序的监控技术有很大发展,其中包括对原料性能,半制品质量及成纱质量连续不断的监控系统。
2、 在线检测监控技术的发展及应用:在线检测监控技术主要有三个作用即:检测喂入原料的变化;机器运转功能的监控,检测本工序产品质量;预测下游工序的质量。
2.1开清棉生产中自动监控系统:
在开清棉工序自动抓包机喂入的原料,必须保证混配棉比例正确,并在整个生产周期中保持配棉的稳定,抓包机的梳棉打手可随棉包高度自动调整上下高度,以达到准确配棉。因此在抓包机上及开松阶段,现代化的清梳联大都应用了微电子技术,实现全过程自动监控,使清梳联做到多包混棉、精细抓取,高效除杂,充分混合,均匀给棉的目的。
开清棉系统的各阶段都装有相应的传感器,使原棉在开清棉流程中受到监控,并能清除精大的杂质,现代化开清棉系统上配备的“cleanomat”可以很好地完成这项任务,尽量减少杂质数量。
特吕茨勒BDT019及BDT020型自动程控抓包机是由电子计算机程控的机器,在电脑控制下1—8组棉包供应1—3条开清棉生产线,抓包机小车可对不同高度棉包同时自动升降抓包。
再如,特吕茨勒PBK533喂棉箱,立达Aeroroed喂棉箱都是应用压力传感器使上、下棉箱的压力分别稳定保持在800Pa及300Pa,确保上、下棉仓的棉层密度纵横间均匀,上、下棉仓间以变频调速无级调速喂棉,喂棉精度很高,从而减少了梳棉机台与台之间及一台内部的重量差异,提高了生条各片段的均匀度,即使梳棉机不设自调匀整装置,生条不匀率也相当好。见表1:
| 有自调匀整 | 1.64 | 0.93 | 0.46 | 0.58 | 0.56 |
| 无自调匀整 | 1.64 | 1 | 1 | 0.91 | 0.78 |
2.2梳棉机是纺纱工厂的心脏,是成纱质量的中心,好的梳棉机运转功能起到半个纺纱厂的作用,尤其在现代化纺纱厂中,由于梳棉机单产水平大大提高,产品质量的好坏,对下游工序成纱质量,织物质量更为重要,经过梳棉机的加工生条棉结含量减少及纤维平行分离程度提高等都十分显著。不仅在高产梳棉机上设置混合环自调匀整系统,控制生条长、短片段的重量不匀率,而且要在梳棉机上配置在线检测监控棉结杂质的传感系统,精确的检测性在荧屏上及时反映出瞬间棉结杂质变化情况,并报告每克生条中棉结杂质粒数,传感器设置在道夫下方剩棉罗拉附近图1,应用纵横向电子摄影扫描,沿着整个道夫工作宽度进行扫描,检测结杂多少及大小,将传感器与电子计算机直接联接,可将检测结果分为棉结及带籽屑棉结及杂质颗粒三点,进行分类报告显示,并将检测结果的信息输送到梳棉机的控制机构,以作相应控制,使结杂减少;如德国特吕茨勒公司在梳棉机上加装的Nepcontrol系统归纳起来有如下几个功能:

2.2.1监控设备运转状态:在稳定的条件下,梳棉机上应用Nepcontrol检测系统,在同等混配棉质量及相同针布的试验条件下,经过一段时间的运行,被检测梳棉机的结杂数出现急剧上升情况,梳棉机在线监控系统显示出刺辊区的剥棉板被堵塞,梳棉机后部清洁作用显著削弱;如图2所示,图中梳棉机-1所示的曲线即为结杂突然急剧上升的分布曲线。假如梳棉机清洁系统的机构安装有问题,排尘系统的管道不能正常排风,使刺辊罩不能长期保持清洁,也会造成生条结杂粒数增加。
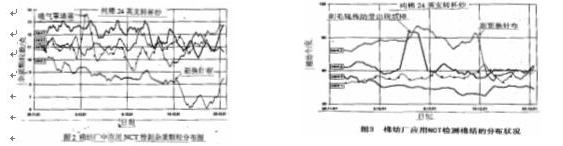
2.2.2监控针布状态:假如梳棉机更换新针布,梳理质量显著提高,如图2所示,曲线所示结杂数显著降低。Nepcontrol检测仪可准确反映设备问题。
2.2.3监控传动系统的问题:如果道夫传动系统不正常,目光可从输出棉网上看出周期性重量偏差,这种现象也同样会在自动监测系统中检测出来,应用光谱仪连续对输出棉网监测,并在荧屏上显示出来,这种检测系统可准确报告出道夫传动带的故障。如图3所示。
2.2.4监控夕林与盖板针布隔距的调节质量:人工调整盖板隔距比在线自动调距存在差异,经“Flat control”盖板检测系统检测表明人工调隔距左右两侧不同,说明人工操作再精细也做不到左右一样,而采用在线自动调隔距系统会消除以上差异,图4、图5所示为NCT对更换针布及在线调整隔距后的棉结,籽壳屑及杂质的分布情况。新针布及准确的隔距表明,生条质量稳定。
2.2.5检测监控原料质量:假如梳棉机棉结数普遍很高,必须从原料混配棉开始进行逐包检验,一批中混有结杂较高棉包的,应剔出更换,图6所示,将有问题棉包调出后,曲线趋于平稳,结杂数处在稳定状态。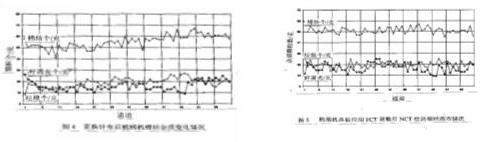
2.2.6以生条棉结杂质分布预测纱线质量:从梳棉生条含结杂数的检测结果可预测纱线质量情况,说明纱线质量与梳棉机生条质量十分相关,图7所示,NCT棉条中棉结数与corolab纱疵ipi值的相关状况。
以上几个例子表明梳棉机在线生条质量监控系统“Nepcontrol”系统的重要作用,使高产梳棉机质量监控水平大大提高“Nepcontrol”监测仪与梳棉机一起工作,进行连续不断的监测,这也是“Nepcontrol”监测仪技术的重要优势,“Nipcontrol”在一周内连续不停的检测量,是人工离线检测办不到的。
从生条检测中看出结杂含量与细纱纱疵检测结果十分相关的情况里,表明像转杯纺纱机上配备的在线质量监控系统及传统纺纱的自动络纱机配备的在线纱疵检测及分级仪是十分必要的。前后呼应相关。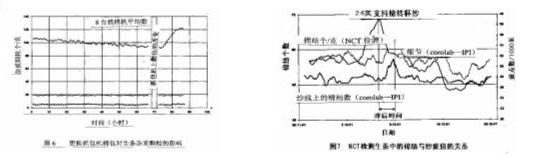
如果被试验梳棉机都应用了同一种原棉生产的生条,并继续在下游工序生产,虽然各工序反映的问题有延时差,但显著的从图7中可看出棉条结发杂与纱线IPI值之间是相关相似的,因此,从梳棉机生条质量在线检测值,可以预测纱线质量情况已在当代高科技纺纱设备中得到应用,并取得肯定的成功。
2.2.7总之梳棉机的在线监控技术可归纳如下:
现代化梳棉机及并条机上配备的自调匀整体系,对于生熟条的质量控制起很大作用,这也是在线监控技术的具体应用。
现代化梳棉机上都配有棉结杂质在线监控系统以及根据棉结杂质检测情况配有在线自动摩针技术,在线自动调盖板技术等。德国的TC-03梳棉机上还设置了智能化落棉控制休系,TC-WCT应用传感器控制除尘刀隔距达到优化设置。可以保证在充分排除杂质、棉结及短绒的前提下,减少落白。
像瑞士C50、C51、C60,英国的MK5,国产郑纺机、青纺机等新梳棉机也具备了上述在线自动监控体系,使产品质量稳定提高。
英国的MK5高产梳棉机自动监测体系,在不停车的情况下不可连续监测30多种产质量故障讯号,同其它高产梳棉机一样,可提供有关质量,棉条线性密度及主要分梳主件间的相对速度等,还可对纤维在夕林、刺辊及盖板上的负荷连续监控,及时报告显示异常情况,MK5及国产郑纺机AF221、青机FA2018都应用了闭环式,开环式或混合环式自调匀整,目前匀整水平都很理想。见表2:
| 片段长度(米) | 5 | 25 | 520 | 75 | 100 |
| 不匀率 | 1.64 | 1.12 | 1 | 0.91 | 0.78 |
2.3并条机的在线监控技术:
HSR1000并条机车速很高,和瑞士RSB-D30、RSB-D35一样,最高达到1000米/分,在并条机上除了自调匀整系统外,还加设了乌斯特棉条粗节监控系统——seiverfous,经传感器及伺服电机联合工作,形成十分精细的质量监控体系,检测的信号反映棉条重量变化情况,也反映出棉条粗节疵点是否产生和存在,应用精密扫描检测体系可对并条机极其微小的重量变化进行监测,转化为高清晰度的信号在荧屏上显示。
其它RSB-D30、RSB-D35并条机都有相类似的高精度质量监控体系,现代化并条机的在线监控技术及自调匀整系统的发展,使得离线监控重不匀,,重量偏差,并条条干传离线监测任务可以省去,简化了试验室的离线检测工作,现代化并条机在线匀整系统可将±25%范围的棉条匀整为±1%以内,即使车速为1000米/分时匀整效果不受影响.
并条机采用开环自调匀整的效果比闭环好,像RSB-D30的扫描距离只有6mm,放在二道并条机,匀整效果好,成纱重不匀在1.5%左右,百米重量差仅为0.3%.由于喂入部分棉条线速度低,检测较准确,一般自调匀整都采用开环式并放在二道并条机上。
先进的并条机上都配备了棉条粗节的监控技术,所控制的粗节范围是正常棉条粗细的+15%-25%之间,控制棉条的长度为20mm,如果棉条粗节的粗度大于正常棉条粗度的25%,并条机上的计算机即会自动报警,停车待修,并且还可以根据波谱图快速判断出产出粗节的原因。
2.4先进的粗纱机上配有粗纱卷绕张力控制系统,可使不论车间的相当湿度的大小以及纺纱品种及支数的变化,都可以控制卷绕张力,使粗纱卷绕从小纱到大纱保持张力一致。尤其在四单元传动的粗纱机上作用更加明显。使卷绕张力差异降到最低,达到十分理想的水平。四单元传动的粗纱机是由电子计算机控制的四个电动机分别传动,罗拉、锭子、锭翼及升降系统按照程序控制完成粗纱的卷绕成型。
3、 离线监测技术的发展:
前纺工序离线检测技术并不因在线监测技术的发展而削弱,相反,许多离线检测技术在20世纪后20年得到快速发展,在纺纱工程中许多高科技的离线检测仪器得到应用,发挥巨大作用,弥补了许多在线监测系统所不能完成的任务。
纺前准备工程中的离线监测技术主要有HV1(High volum instroment)乌斯特AFIS、G565细纱毛羽快速检测仪及乌斯特—4细纱条干、条粗条干和毛羽检测功能等。
3.1 HVI大容量原棉性质检测仪,开始于美国农业对棉纤维性质的检验,近年来这项技术得到迅速发展,已在棉花生产、贸易及纺织工业领域得到广泛应用,对棉纤维成熟度、细度、含糖率、棉结杂质等进行逐包快速检验,每小时可检测250个试样,使原棉质量能准确分等分级库存,并进入计算机网,因此使供应纺织厂的原棉质量全面受控。
HVI大容量检测仪,一般都应用在原棉流通领域里,包括轧花厂原棉质量逐包检验,原棉分级库存,计算机网络贮存及纺织厂原棉的供应等,也可用在大型棉纺厂或纺织工业比较集中的城市,建立原棉检测中心。国际纺织生产联合会成员国都已经采用了HVI检测仪作为棉花流通的测试仪器。
3.2乌斯特AFIS检测仪,可用于纺织厂对原棉及半制品长度、棉结、含杂、成熟度等进行检验,是当代棉纺厂必配的高科技仪器,试验速度快,每个试样只需2分钟就可完成,比我国传统的棉检室工作效率及质量高得多,因此,乌斯特AFIS离线检测仪可以完全代替传统的棉检室工作。
乌斯特AFIS检测仪,在纺织厂的应用主要有三个方面的作用:
3.2.1逐包检验进入车间生产的原棉质量检查,与进入棉包唛头标志是否吻合,检查配棉情况是否符合工艺设计要求,检查出的不符要求的棉包剔出不用。
3.2.2对于没有在线检测系统的普通梳棉机,如我国FA221、FA201B、FA203以及DK760等要高频率的对梳棉机生条结杂动态变化情况进行抽样检测,根据工厂情况确定抽试次数,发现棉结杂质等有波动可及时采取措施解决。
3.2.3检测纺纱各工序的纤维长度分布情况,用于指导纺纱工艺设计的改进,如精梳落棉,梳棉及开清工艺的改进以及并粗细工艺隔距,加压,捻系数的改进等。
4、 乌斯特AFIS检测仪对棉纤维不成熟度含量百分比的检测作用
传统的配棉是根据原棉长度、细度、色泽成熟度、结杂等指标进行混棉排队的,但成熟度指标只采取平均值,国外新的配棉指标中增加了棉纤维不成熟纤维占的百分比指标,应用普通气流仪检测出来的棉纤维成熟度系数、长度、细度、含杂等项指标,并不能正确指导生产,往往生产中出现棉结波动,细纱断头不稳定,毛羽增多的现象,这都可能与不成熟纤维所占百分比的波动相关,国外曾应用
| 不 成 熟 纤 维 占 的 比 例 | |||
| 纱线性质及纱疵 | 14% | 25% | 35% |
| 细纱断头及棉回花量 | 2.4 | 2.9 | 3.4 |
| 纺纱支数(英支) | 28.9 | 28.2 | 28.5 |
| 支数不匀率CV% | 2 | 1.85 | 1.95 |
| 细纱断头数 | 7 | 9 | 13 |
| V% | 14.9 | 15.01 | 15.13 |
| 细节—50% | 114 | 125 | 110 |
| 粗节+50% | 770 | 629 | 868 |
| 棉结+200 | 833 | 973 | 1096 |
| 全部纱疵数 | 1717 | 1927 | 2074 |
HVI大容量检测仪对不成熟纤维占百分比进行反复对比试验,试验结果如表3所示:
从表3中可以看出以下几个问题:
4.1原棉中不成熟纤维占的百分比,对生条棉结的多少有明显影响,随着不成熟纤维占的百分比的增加,棉结数量相应增加。
4.2不成熟纤维占百分比的多少,与其它纱疵如粗节、细节并不十分相关,不会因不成熟纤维百分比的多少而使粗、细节疵点显著波动。
4.3不成熟纤维由于纤维强力低,其百分比增加会导致细纱断头增加。
4.4即使纤维成熟度平均值相近,在混棉中保持同样的马克隆值,但由于在不成熟纤维占百分比的分布离散也会使产品质量(含棉结数)、细纱断头及生产效率下降。
4.5在混棉排队中不仅要考虑纤维的马克隆值,而且要把不成熟纤维所占的百分比及其分布状况当作重要因素考虑。
4.6应用乌斯特AFIS检测仪试验要对不成熟纤维占百分比的指标,进行逐包检验。为了稳定纺纱生产,经过长期摸索试验,减少由于不成熟纤维分布不均匀而造成织物横档疵点,在混棉排队中包与包之间的不成熟纤维百分比不得大于2%。而批次之间不成熟纤维占比例的差异不得大于0.5%,马克隆平均M值要稳定在4左右,只有这样,才能与梳棉机在线监测系统一起显著的控制生条及纱线中棉结含量的多少,稳定细纱断头及提高纱线织物的外观质量,从而减少针织布或机织布的染色横挡疵点。
国外许多专家研究认为影响强物染色效果的因素有70%是原棉本身造成,其中织物染色后出现的横档疵点更为突出。应用乌斯特AFIS检测仪在生产过程中对棉包逐包逐批检验,对梳棉生条、并条熟条中不成熟纤维占有的百分比的离线检测,能有效控制产品质量及生产的稳定。AFIS检测仪每2分钟即可检测一试样,检测容量大,速度快,反映问题准确,而HVI检测仪每小时可检测250个试样,因此有条件的企业要配备上述检测仪,尤其乌斯特AFIS检测仪是现代化纺织厂必备仪器。
5、乌斯特条干仪已发展到4型,可检测细纱条干,生条熟条及粗纱条干,还可检测纱线毛羽的分布等,我国应用的传统的沙氏条干仪,检测速度太慢,每分钟在1米以内,与高产梳棉机、并条机的引出速度很不相称,乌斯特条干仪细纱检测速度在400米以上,粗纱检测速度在50米以上,棉条检测速度也在50米左右。应当以乌氏条干仪代替沙氏条干仪,将沙氏条干仪淘汰不用。乌氏条干仪应进入轮班运转的检测,更好地发挥作用。
根据乌斯特公司报道,目前已有乌斯特条干仪IV型问世,将使对纱线质量的检测更加完善。检测数据更具有实际生产的指导意义。
6、随着时代的发展,许多现代化在线及离线纺前准备,原棉及半制品质量的检测监控技术已发展成高科技的系统,在线检测监控技术,还在不断完善像高产梳棉机在线结杂含量检测系统Nepcontrol与自动磨针系统1SG及自动调盖板,夕林隔距系统“Flat control”,智能化控制落棉排杂机构系统将会形成联合的专家系统,梳棉机本身可以自动管理对棉结的含量的控制,一旦自身解决不了,立即报警停车,等待处理,开清棉工艺流程已发展到短流程模式,开清棉工艺如隔距,速度等都可以在线自动调节设定,以适应棉花原料质量的变化,有效的清除杂质。
应用乌斯特AFIS检测仪,除了跟踪检测原棉在开清棉、梳棉及精梳工艺中棉结的变化外,还对含杂、短绒等指标进行及时的跟踪检测,而应用乌斯特AFIS检测仪检测的不成熟纤维占的百分比及其分布情况更有力的指导生产,减少棉结、稳定与提高产量、质量,应当在我国棉纺织企业广为应用,充分发挥高科技检测仪器在纺前准备各工序半制品质量的监控作用。
结束语:现代化纺纱工程中许多纺纱设备上都配备了在线检测监控系统,尤其在高产梳棉机上配有Nepcontrol在线棉结监测系统,Flat comtrol盖板,夕林隔距自动调整系统,自动磨针系统ISG系统以及开清棉工序cleanomat系统,清梳联自动喂棉上下棉箱密度监控系统,梳棉,并条自调匀整系统等在线监控技术的应用,使纺前准备质量,从清梳联生条质量起始终稳定处于高质量状态,为纺好纱创造了有利条件。
离线检测监控技术在20世纪后20年也有很大发展,像HVI大容量棉花性质检测仪,乌斯特AFIS检测仪及乌斯特条干检测仪等都是高科技的检测仪器。
应用HVI大容量检测仪对轧花厂出厂的棉包进行逐包检验,可精确地将大批量棉包分等分级,库存上网,做到准确供应棉 纺厂原棉 。
乌斯特AFIS棉花性质检测仪在纺织厂里应用,可对原棉进行逐包检测,并可跟踪生产对各工序半制品中棉结杂质、短纤含量等半制品质量试验,为工艺及设备的改进与提高,提供可靠数据。
乌斯特AFIS可对原棉中不成熟纤维含量的百分比的检测为稳定与提高生条,熟条质量,减少棉结起重要作用,因此在混棉排队中要加入不成熟纤维含量指标,开清梳工艺亦要根据不成熟纤维占百分比的具体情况作相应调整,以期稳定与减少生条棉结数,减少细纱断头提高生产效率。
总之,随着时代的发展,21世纪的纺纱前准备各工序的在线、离线检测技术还会不断补充完善,许多离线检测技术也随着在线、离线检测监控技术的发展而作相应调整与改进,发展成为高科技的电子计算机控制的检测监控系统,为进一步提高纺纱产品质量做出有力保证。
参考文献:
1、 Lng stefan schlichter:“spinning preparation based on-lin measuring technology” text Bullitin 2002.5 P34-P38
2、 Nagalingapa:“cotton fibire fineness and maturity” text Asia 1999.5 P90-P92
3、 Gabrieea Peters:“Afis maturity measuremente in catton yarn ”text Asia 1998.7 P37-P40
4、K Rajuram :“Spinning studies on fibre maturity and its importance” text Bulletin 2001.3 P44-P46
5、秦贞俊:“对现代纺纱工程中棉结问题的讨论” 梳理技术 2002.5 P39-P43
6、秦贞俊:“传统纺纱中自动监控技术的发展” 国外纺纱技术 2002.4 P1-P5