
关键词:粘胶纤维;性能;浆料;浆纱工艺
纯粘胶织物由于具有良好的吸湿性,且穿着舒适、染色艳丽,因而深受广大消费者的欢迎,具有广阔的市场空间。为了适应市场的竞争,提高品种的档次、品种新颖性和附加值,我公司在GA615—75"织机上开发了R19.5×19.5tex296×296根/10cm 170cm的纯粘胶织物。在生产实践中摸索出一些纯粘胶经纱的高压上浆经验,现将有关情况介绍如下。
1 粘胶纤维的物理及化学特性
1.1粘胶纤维的性能
粘胶纤维的各项物理及化学性能有:
断裂强度/(cN/dtex)
干态 2.2~2.7
湿态 1.2~1.8;
断裂伸长率/%
干态 16~22
湿态 21~29
弹性恢复率/% 55~80
初始模量/(cN/dtex)26~62;
密度/(g/cm3) 1.50~1.52
回潮率/%(20℃,65%)12~14;
软化点/℃ 不软化;
耐酸性浓酸使其强度降低以至溶解;
耐碱性 强碱下膨润强度降低
耐磨性 较差;
染色性 良好。
从物理性能来看,粘胶纤维的吸湿性在化纤中最好,在室温20℃、相对湿度为65%时标准回潮率高达12%~14%。粘胶纤维的强度较低,伸长随纺丝抽伸条件而有一定的幅度,断裂强度在1.6~2.7cN/dtex之间,断裂伸长为16%一22%,湿强是干强的40%~50%。初始模量比棉纤维低,弹性回复性能差,织物的保形不及和丙纶。且粘胶纤维制品的耐磨、耐疲劳性较差。在化学性能上,粘胶纤维不耐强酸强碱,在冷浓酸及强碱作用下强度下降直至溶解。其染色性能很好,色谱全、色泽鲜艳、染色牢度较好。
2 粘胶经纱上浆的工艺配置
2.1 浆料的选用
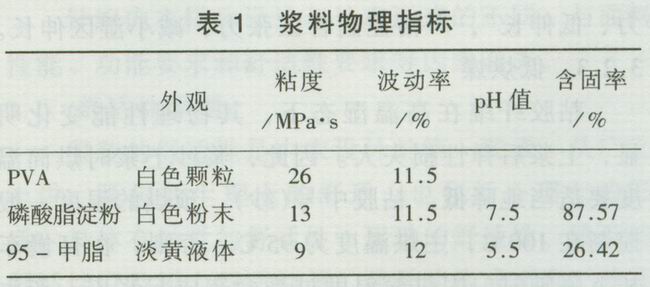
粘胶纤维分子的结构松弛,分子间引力较小,具有亲水力大、吸浆性强和无棉蜡等特点。因此粘胶纤维上浆淀粉浆、化学合成浆料均可应用。笔者选用对合成纤维粘附及增强能力较好的PVA—l799,再辅之以磷酸酯淀粉来贴伏浆纱毛羽,以增强其被覆效果。同时添加适量的LMA一95甲脂和SLMO-96平滑剂,用来解决PVA-1799因干分绞困难而造成的二次毛羽过多等问题,以提高布机织效率。浆料的物理指标见表l。
浆料配方及调浆工艺为:
PVA/kg 12.5
变性淀粉/kg 37.5
LMA-95(甲脂)/kg 5
SLMO-96(平滑剂)/kg 4
SIZE GL-3018 12.5
NaOH/ml 20
V生/cm3 52
V熟/cm3 62
二萘酚/g 100
pH值 7~8
桶固体量/% 6.5~7.0
槽固体量/% 7.3~7.8
2.2 浆液的调配
在高压桶放入冷水.500kg,开动搅拌器,慢慢加入磷酸酯淀粉37.5kg,搅拌15min后升温加入PVAl2.5kg,LMA一95甲脂5kg,SLMO一96平滑剂4kg,再加温至90~95℃,升温速度不要太快,约30min左右。保温1.5h后,再加水调整桶内体积,定浓、定pH值,焖浆待用。
2.3 浆纱工艺路线的确定
根据粘胶纤维的吸湿性强、湿伸长率高、强力低、弹性差、塑性变性大及纤维间抱合力差等特点,宜采用“慢速度、小张力、低上浆、小伸长、低温度”的上浆工艺路线。
2.3.1 慢速度
粘胶纤维的强力较低,过快的车速会加大分绞阻力,从而增加浆轴的并绞头的产生,降低浆纱的好轴率。并且分绞阻力过大还会产生二次毛羽,影响布机梭口清晰,降低织造效率。所以浆纱机线速度应从50m/min降至40m/min左右,这样既有利于减小张力,提高浆纱质量,又能使设备处于良好的运转状态。
2.3.2小张力
粘胶纤维是一种典型的皮芯结构,皮层和芯层染色性能各异,匀染性差。为了避免皮芯结构因张力过大而遭受破坏,造成染不匀,因此采用“小张力、低伸长”,严格控制各区张力,减小湿区伸长。
2.3.3低烘燥
粘胶纤维在高温湿态下,其物理性能变化明显,上浆后弹性损失大。因此,浆纱上浆时烘筒温度要适当地降低。粘胶中号(纱),预烘的温度一般控制在100℃,主烘温度为95℃。否则,在打慢车和下落轴时,因烘筒温度过高会造成起浆皮,产生严重的浆斑疵点。
2.3.4低上浆
粘胶纤维的纱身光滑,吸湿性强,过高的上浆会使浆纱硬化、弹性下降、容易脆断,故宜掌握较低的上浆,一般控制在10%左右为好。粘胶纤维表面毛茸多,采用以被覆为主、适当浸透的上浆工艺为宜。
2.3.5低浆槽温度
粘胶纤维在湿态高温下强力下降明显,为了减小粘胶纱上浆时的意外伸长,应适当地降低浆槽温度。在生产实践中,浆槽温度也不宜过高,一般控制在90~95℃为宜。具体浆纱工艺配置:
浆纱机型号 GA333一S
浆纱速度/(m/min) 45
上浆率/% 9~11
回潮率/% 5.5~6.5
后上蜡/% 0.2
伸长率/% 0.5
张力
Fw卷绕/kN 1.3
FP托纱/kN 1.7
FT分绞/N 1.1
FA退绕/N 400
FE喂入/N 200
压浆力
主压/kN 17
预压/kN 9
侧压/kN 1
槽固体量/% 6.5~7.0
浆槽数 双
浆槽温度/℃ 90
浆槽pH值 7.3~7.8
压出加重率/% 133
预烘/℃ 100
主烘/℃ 95℃
3 粘胶经纱的浆纱物理指标及织造效果分析
3.1 浆纱物理指标的测定结果
上浆率/% 9~1l
回潮率/% 5.5~6.5
增强率/% 24.6
减伸率/% 27.2
浆膜完整度 较好
3.2 布机织造效果
织机型号 GA615—75
织机速度/(m/min) 155
织机效率/% 94.6
台时断头/(根/台·h) 0.48
织疵率/% 0.54
织机的开口清晰度 良好。
4 结语
a) 粘胶经纱上浆时,要严格控制浆槽和烘筒的温度,不宜超过llO℃。过高的浆槽和烘筒温度会造成大量倒、并、绞头的产生,严重影响浆纱好轴率及布机织造效率。
b) 根据粘胶纤维的性能及经纱的原纱质量,浆料宜采用以PVA-1799为主,再辅之以磷酸酯变性淀粉的配方原则,确定“慢速度、小张力、低烘燥、小伸长、低温度”的上浆工艺路线,才能取得良好的上浆效果。