
0前言
随着生活水平的日益提高,人们对纺织品的性能要求不断提高,用天然纤维生产的织物和功能性服装受到人们的青睐。麻类纤维具有吸湿散湿快、强力高、光泽好、抗腐蚀等特点,具有良好的卫生保健性能及透气、滑爽、粗犷、豪放、纹理自然、色调柔和、挺括大方等独特风格。因此,在国内外麻类纤维被广泛用于服装、装饰和其他领域。
荨麻纤维是一种野生的天然纤维,属于麻类纤维的一种,目前国内外对这一纤维的开发利用还处于起步阶段。荨麻纤维具有麻类纤维的许多共同优点,但也存在一些缺点,如长度整齐度差,粗细差异大,纤维刚性大,抱合性差等,因而纺纱难度较大。
摩擦纺纱作为一种新型纺纱方法,具有纺纱张力低、对纤维原料要求低、工艺流程短、可以纺制花式纱线等特点。所以,我们采用短纤维为芯纱,荨麻纤维为包覆纤维,在摩擦纺纱设备上开发了荨麻包芯纱产品,并利用正交试验方法研究了纺纱速度、摩擦辊转速以及芯纱比例对纱线性能的影响。
1荨麻纤维的主要特性
荨麻(nettle)是麻类植物中的一种,生长于世界各地的温热带地区。属被子植物门双子叶植物纲原始花被亚纲的荨麻科,为多年生宿根性草本植物。荨麻品种主要有麻叶荨麻、狭叶荨麻、宽叶荨麻、粗根荨麻、裂叶荨麻等。
荨麻是主产于中国北方的野生纤维,质地洁白,富有光泽。荨麻纤维中间粗,两头细,纤维表面晶亮透明,有横节,纵向有条纹,有的纤维表面有裂痕,这使纤维有很好的毛细效应,吸湿性好,在纤维横节处有的有分又。荨麻单纤维长度较长、但离散系数较大,粗细差异也很大。另外,荨麻韧皮中木质素含量高,造成纤维刚性大,因而纺纱难度大。
荨麻纤维是一种天然的功能性纤维,有一定保健功能,因而有较好的发展前景。在野生条件下,荨麻虽然麻杆壮实,但其纤维层薄,纤维短,可按麻类植物生长期与纤维相关因素,在野生原地或移地培植,人为调整其生长条件,改善其可纺性,使其能在纺织工业中被大量应用。
本试验研究所用的荨麻纤维的物理性能如下:平均单纤维长度34.30 mm,平均单纤维细度0.662 tex,单纤维断裂强度5.12 cN/dtex,断裂伸长率4.44%,初始模量147.18 cN/tex。
2荨麻纤维的可纺性分析
荨麻单纤维长度和细度的离散性特别大,刚性大,抱合力差,可纺性较差。利用摩擦纺纱机对原料要求较低这一特点,在摩擦纺纱机上开发荨麻纤维产品应该说是一种可行的方法。但尽管如此,经反复试验发现,用纯荨麻纤维在摩擦纺纱机上进行纺纱,其成纱条干均匀度差、毛羽多、强力很低,纺纱过程中断头多。即使采用纤维作芯纱、纯荨麻纤维作外包纤维,在摩擦纺纱机上纺包芯纱,纺纱过程中仍然断头多,成纱条干差、强力低。因此,我们在外包纤维中加入少量的亚麻短纤维(占外包纤维的28%),这样既不改变麻纤维的特性,又使荨麻纤维的性能得到利用,成功开发出了荨麻和亚麻为包覆纤维、短纤维为芯纱的包芯纱。
3荨麻纤维摩擦包芯纱纺纱工艺试验
3.1 制条
所用原料是已脱过胶的荨麻纤维,其脱胶工艺与苎麻相同。荨麻纤维的制条工艺如下:
荨麻纤维-手工初步开松-加油-XFH型小型和毛机(两次)-小型梳毛机(西班牙产)-成条
试验中所用和亚麻短纤维条子均是从纺织厂购买的生条。其中,纤维规格为1.65(dtex×38 mm;亚麻短纤维平均长度为39 mm,16mm以下短绒率为12%。
3。2摩擦纺纱工艺正交试验
3.2.1正交试验设计
根据DREF-Ⅲ型摩擦纺纱机的纺纱范围,第一牵伸系统喂人一根棉型短纤维条子,作为芯纱,其定量为2.61g/m。第二牵伸系统喂入四根条子,作为外包纤维,其中荨麻条子三根、定量为5.33g/m,占外包纤维的72%;亚麻短纤维条子一根、定量为6.22 g/m,占外包纤维的28%。芯纱和外包纤维的比例通过调节第一牵伸区和第二牵伸区条子喂人速度来确定。试纺100 tex的纱线(可用于各类装饰织物)。采用L9(3的4次方)三因素三水平正交试验,研究摩擦辊转速、纺纱速度、芯纱比例三个主要工艺参数对成纱质量的影响规律,从而获得最佳工艺组合。因素水平表见表1。
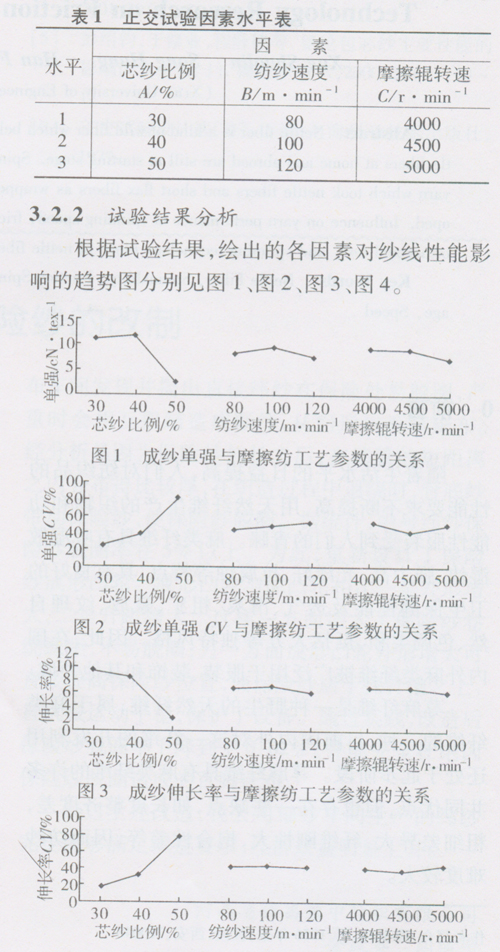
对试验结果进行极差分析,可以得出:A因素即芯纱比例对纱线性能的影响最大,其次是摩擦辊转速,而纺纱速度影响最小。对试验结果进行综合分析,可以得出最佳的工艺组合为A1B2C2,即芯纱比例30%,纺纱速度100 m/min,摩擦辊转速4500 r/min时,纱线的综合性能最好。
从正交试验结果可以看出,芯纱比例在30%~40%时断裂强度较好,当达到50%时成纱强力明显下降。这是因为在DREF-Ⅲ型摩擦纺纱机上,从第一牵伸装置喂入的连续的、作为芯纱的纤维条,一端被前罗拉钳口握持,另一端被引纱罗拉握持,而中间受到高速回转的加捻器即尘笼的摩擦加捻作用,芯纱上加的是假捻,虽然利用第二牵伸装置喂人单纤维作为包覆纤维来保持假捻,但包覆纤维固定捻度的作用也只能达到某种程度,相对来说,芯纱捻度较少,所以,当芯纱比例增高时,纱线强度下降。
4结语
(1)荨麻纤维长度和细度差异大、刚性大、抱合力差,不宜在DREF-Ⅲ型摩擦纺纱机上纺纯纺纱。
(2)荨麻纤维在DREF-Ⅲ型摩擦纺纱机上纺制包芯纱时,不宜单独作外包纤维,而应混入适量的、合适的其他纤维,如亚麻纤维。
(3)芯纱比例是影响纱线性能的最主要因素,芯纱比例过高对成纱强力不利。
(4)在DREF-Ⅲ型摩擦纺纱机的纺纱范围内,纺制较粗的荨麻纤维包芯纱时,芯纱比例取30%~40%,纺纱速度取100 m/min左右,摩擦辊转速取4000 r/min~4500 r/min,可以得到较好的成纱性能。