
我公司用喷气织机织造麻维混纺坯布,经印染煮漂工序,水溶性维纶被溶解,只剩下麻纤维,成为精致高档的细号麻布面料。在试制和生产过程中,经过不断试验和探索,制定出较成熟的工艺技术措施并取得了良好的效果。
1 产品规格
经纱号数:苎麻/水溶性维纶74/26 22.2 tex
纬纱号数:苎麻/水溶性维纶74/26 22.2 tex及CJ 14.6 tex(44.4 dtex)氨纶包芯纱
经纬密度:275.5根/10 cm、244根/10 cm
幅宽:160 cm
织物组织:平纹,二上一下左斜纹
坯布在煮漂后维纶溶解,22.2 tex麻维混纺纱成为16.4 tex纯麻纱。
2生产中的关键问题及技术措施
2.1纱线特点分析
苎麻纤维表面较光滑,纤维间抱合力较差,虽然加入了一定量的维纶,可纺性提高,但成纱质量与同号数棉纱相比仍相差较远,集中表现在纱线弱节多,单强不匀率高,达12.7%;毛羽多且长,最长的毛羽有1.5 cm左右;纱弹性差,易脆断,单纱伸长率在2.5%左右。另外较特殊的特点是浆液温度超过85℃后维纶即开始溶化发粘,甚至溶解,如何保证浆纱质量是关键。
2.2整经工序
原纱为外购筒子纱,要求筒子卷绕均匀,成形良好。整经设备为贝宁格ZC-L-180型整经机.工艺参数配置以“小张力、低伸长、保弹性”为原则,降低整经断头。在中速、中温、低湿条件下整经,保证经轴卷绕平整,软硬一致,有关工艺参数选择如下:整经速度600 m/min,张力杆间距20 mm,压纱辊压力9格,夹纱器/导纱钩位置B/2,车间温度20℃~24℃,相对湿度55%~60%。
2.3浆纱工序
2.3.1浆料配方选择
苎麻纤维刚性较强,选择的浆料应对该纤维粘着力强、浆膜柔韧、弹性好,弥补苎麻纤维粗硬的缺点。PVA-1799配适当比例的PVA-205MB,粘着力强,渗透好,能减少细节和弱环处断头,适当增加丙烯酸浆料和甘油用量,以提高浆膜柔韧性,改善纱线吸湿效果,减少分绞阻力,贴伏毛羽。经试验对比,优选的浆料配方为:PVA-1799浆料12.5 kg,PVA-205MB 1O kg,双变性淀粉50kg,LJ-106为37.5 kg,高效平滑剂5 kg,甘油4%。
配方中变性淀粉、LJ-106均属高浓低粘浆料,渗透性好,适合低温上浆要求。
2.3.2浆纱工艺配置
浆纱设备为S432型浆纱机。由于维纶在85℃以上浆液中开始溶解,所以应采用低温上浆,浆槽温度必须严格控制在65℃±3℃,且保证各处温度均匀。供应桶浆液温度保持在80℃~85℃较合适,必要时浆槽小浆锅不开汽,大浆槽汽阀半开,开车过程中用温度计勤测量,及时调整,这是产品浆纱成功与否的首要问题。浆纱各区张力控制应以保伸为第一目标,总伸长率控制在0.8%以下,重点控制退绕、喂入和湿区张力,以“退绕不翻轴、浆槽不乱纱、出槽不飘纱”为准则,尽量降低经纱张力,干区张力可适当大些,与同号数棉纱张力接近,以利于分绞、复分绞。卷绕张力适当小些,以保护纱线弹性,托纱辊压力要加大,保证织轴硬度。压浆力采用“先重后轻、第二道压浆辊适当侧压”,以达到浅渗透增加纤维间抱合力,重被覆贴伏毛羽的目的。采用湿分绞和后上蜡,降低浆纱毛羽,改善浆纱表面柔软性与滑爽性。操作方面注意保持车速,回潮稳定,低速及上下轴时要适当降低烘筒温度,勤摆绞线,减少绞、并头等。经试验,浆纱工艺及浆纱质量见表1。
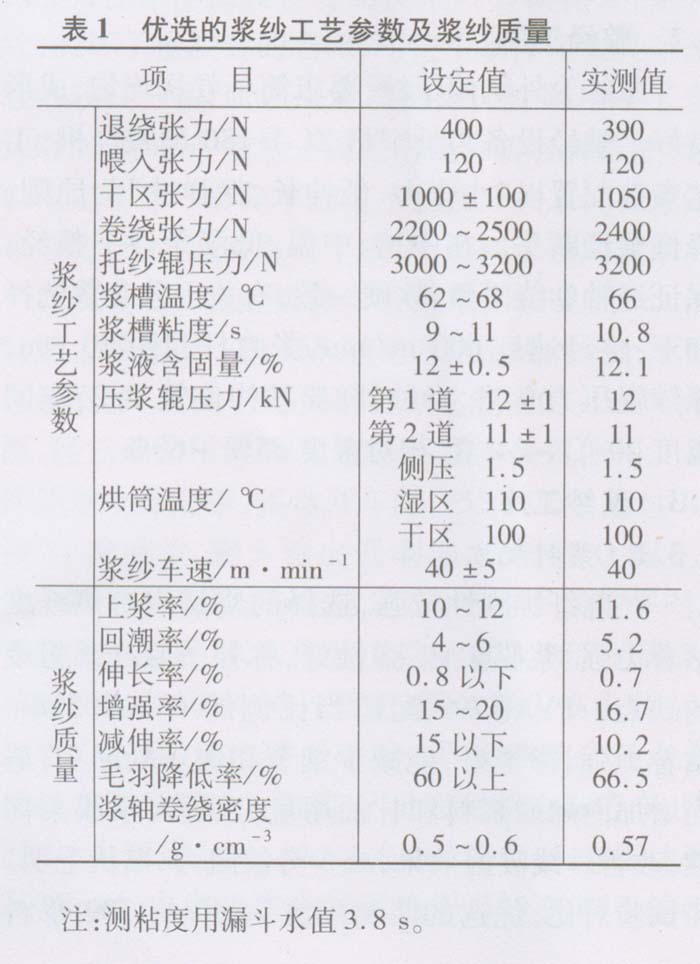
由表l看出,浆纱各项质量指标稳定,均达到预计效果,为织造打下良好基础。
2.4织造工序
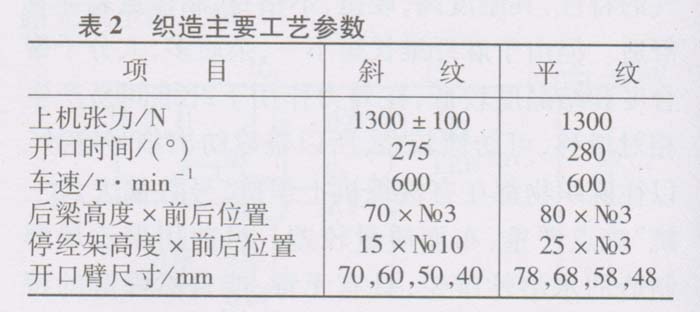
采用ZA205i-190型喷气织机织制。针对麻维混纺纱单强CV高、毛羽长的特点,织造工艺应用“小张力、早开口、大开口、低后梁”的工艺配置。经纱张力根据工艺计算取下限,以降低因张力偏高造成细节处断头,减少断经。为保证开口清晰,减少阻纬停台,开口时间提前,引纬时间适当延迟,开口量增大,以便纬纱飞行时梭口达到最清晰状态。由于该纱线弹性差,易脆断,宜采用等张力梭口,尤其是织斜纹时采用低后梁,尽量减少上下层经纱张力差异,避免开口运动时因纱弹性差,承受张力较大的片纱断一撮和因经纱毛羽长造成张力小的片纱粘连导致开口不清,形成断疵和阻纬停车,严重影响布面质量。另外,加强温湿度控制,相对湿度宜掌握在80%~85%,以利于麻维织物织造。主要工艺参数见表2。
通过采取技术措施,优化工艺,织机织造效率逐步提高,由刚上车时的50%左右提高到70%左右,布面质量明显改善,执行“美国四分制”标准入库一等品率提高到99.5%。
2.5 整理工序
由于该织物纱线较脆,易出断疵,整理修织过程中用力要尽量轻,轻挑、轻梳、轻洗;成包宜采用卷装或软包装。
3 结束语
采用苎麻/水溶性维纶混纺纱在喷气织机上织造,是生产精致高档苎麻面料的有效途径。针对苎麻/水溶性维纶混纺纱的特殊属性,制定相应的技术工艺措施是保证该产品成功的关键,生产中通过采取各项措施,纬纱采用麻/维混纺纱时织机效率达65%左右,纬纱采用氨纶包芯纱时达75%左右,入库一等品率提高到99.5%以上,各项质量指标均达到用户要求。该产品的开发适应了市场发展需要,提升了企业产品档次,其附加值高,为公司带来了一定的经济效益。
目前,国内生产苎麻/水溶性维纶混纺纱的厂家很少,其纺纱织造技术还处于探索研究阶段,特别是单强CV相对较高,毛羽长。要在喷气织机上织造并形成批量生产,达到高效率,还有待从原料开始进一步深入研究,不断改进完善。