
БфЕЏжёНкЩДЕФЩњВњЪЕМљМАЙЄвебаОП
1 ЪдбщЬѕМў
ЪдбщЦЗжжЃКБфЕЏжёНкЩДЦЗжжЃЌC36ЃЎ4+70dtexЃЛC14ЃЎ5+40dtexЃЛC18ЃЎ2+40dtexЃЛ
ЪдбщвЧЦїЃКYG086аЭТЦЩДВтГЄвЧЕШЕШЁЃ
ЪдбщЗНЗЈЃКвђБфЕЏжёНкЩДЪЧзюНќВХГіЯжЕФаТаЭЛЈЪНЩДЯпЃЌФПЧАЩаЮое§ЪНЙњМвБъзМКЭММЪѕБъзМЁЃ
2 жёНкЩДзАжУМАдРэ
БфЕЏжёНкЩДЕФЗФЩДдРэЪЧВЩгУЫВЪБМфИФБфЯИЩДЛњFAS06ЕФЧЃЩьБЖЪ§КЭИФБфЕЅЮЛЪБМфЕФДжЩДЮЙШыСПЃЌЖјДяЕНВњЩњжёНкЕФаЇЙћЃЌЦфЬиЕуЪЧГЪЕШНкОиЛђВЛЕШНкОиЕФДжНкзДЕФЭтаЮЃЌЫќВЩгУАБТкГЄЫПгыУоЃЌАбЗФжёНкЩДКЭЗФАќаОЩДЕФдРэНсКЯЦ№РДЃЌМДАБТкЫПОДжЩДМмЩЯЭЫШЦТоРЛ§МЋЭЫШЦЃЌАБТкЫПОЕМЫПТжЃЌДгЧАжаТоРИЁгЮЧјЪЪЕБЮЛжУЮЙШыЃЌгыДгЧЃЩьЧјжаУоаыЬѕЛуКЯОМгФэКѓаЮГЩБфЕЏжёНкЩДЁЃЗФЩДЪБдкFA506аЭЯИЩДЛњЃЌЭЈЙ§ММЪѕИФдьАбНвѕЪаЗФЛњХфМўГЇЩњВњЕФАБТкАќаОЩДзАжУКЭMLFаЭВННјЕчЛњЧ§ЖЏжёНкЩДзАжУЃЌЭЌЪБАВзАдкЯИЩДЛњЩЯЃЌОЭФмЩњВњГіБфЕЏжёНкЩДЁЃ
3 ЗФЩДЙЄвеЙ§ГЬМАММЪѕДыЪЉ
3ЃЎ1 дСЯбЁдёМАЙЄвеСїГЬ
дУожЪСПадФмжБНггАЯьГЩЩДЕФжЪСПЃЌеыЖджёНкЩДЕФЬиЕуЃЌдкХфУоЩЯвЊЧѓУоАќжаЮоШ§ЫПЃЌХфУоЪБВЩгУ3ЁЋ4ИіпщЭЗНјааЛьУоЃЌВЛНјааГщЕїЃЌвдУтВњЩњЩЋВюЃЛдУовд2ЃЎ0МЖЮЊжїЃЌжїЬхГЄЖШПижЦдк29mmвдЩЯЃЌЖЬШоТЪПижЦдк10ЃЎ8ЃЅвдЯТЃЌЯИЖШдк1ЃЎ5ЁЋ1ЃЎ52dtexжЎМфЃЌГЩЪьЖШЯЕЪ§дк1ЃЎ63зѓгвЃЌУоНсПижЦдк23ЁЋ24ЃЏgжЎМфЃЌОљдШЖШдк1220зѓгвЃЌЕЅЯЫЮЌЧПСІ3ЃЎ47cNзѓгвЃЌДУЕуИіЪ§ПижЦдк40ЁЋ42ИіЃЏgжЎМфЃЌЦЗжЪжИБъЮЊ2960зѓгвЁЃ
ЙЄвеСїГЬШчЯТЃК
3ЃЎ2 жївЊЙЄвеВЮЪ§МАДыЪЉ
3ЃЎ2ЃЎ1 ЧхЛЈЙЄађЬиЕу
гЩгкдУоЯИЖШЯИЃЌдгжЪДУЕуКЭУоНсЪ§СПЖрЃЌдкЩњВњжаВЩгУЁАаЁЪјзЅШЁЁЂЩйДђЧсДђЁЂОЋЯИПЊЫЩЁЂдчТфЩйЫщЁЂЖрЫЩдчТфЁЂЖрЛьКЯЩйЗЙіЁБЕФддђЃЌA002DДђЪжзЊЫйНЕЕН600rЃЏminзѓгвЃЌЕЖЦЌЩьГіРпЬѕОрРыЕїЮЊ3mmЃЌвђЯЫЮЌЯИЁЂИеадаЁЁЂОјЖдЧПЖШЕЭЁЂвзЫ№ЩЫЃЌЫљвдЦфЫќИїВПДђЪжЫйЖШНЯЦеЭЈУоЯЫЮЌНЕЕЭ10ЃЅЁЋ15ЃЅЃЌБмУтЯЫЮЌЙ§ЖрЫ№ЩЫКЭОРВјЃЌОэзгЖЈСПЪЪЕБЦЋЧсПижЦЃЌМцЙЫОэзгГЩаЮКёБЁОљдШЃЌЮоЦЦЖДЕФвЊЧѓЃЌУоОэЖЈСПЮЊ398gЃЏmЃЌЩьГЄТЪЮЊ1ЃЎ2ЃЅвдЯТЃЌвдДяЕНГфЗжПЊЫЩКЭМѕЧсЪсУоЛњЕФЪсРэИККЩЕФФПЕФЁЃ
3ЃЎ2ЃЎ2 ЪсУоЙЄађЬиЕу
ЪсУоЙЄађЪЧЗФБфЕЏжёНкЩДЕФЙиМќЙЄађЃЌвђЫљбЁЯЫЮЌжБОЖНЯаЁЃЌвзВњЩњУоНсЃЌМѕЩйЩњЬѕУоНсЪЧЩњВњЕФжиЕуЃЌОндУоадФмКЭЩДЕФЬиЕуЃЌеыВМШЋВПВЩгУwFM(A)зЈгУеыВМЃЌЙЄвеБОзХдіМгЯЫЮЌзЊвЦЃЌМѕЩйЯЫЮЌЦНОљЪмЪсРэЪБМфКЭЪсРэДЮЪ§ЕФдРэЖдЙЄвеНјаагХЛЏЃЌДЬЙіЫйЖШЕїећЮЊ748rЃЏminЃЌЮ§СжвЛДЬЙізЊЫйБШЮЊ2ЃК1ЃЌИїВПМўИєОрКЭЙЄвеВЩгУЁАНєИєОрЁЂЧсЖЈСПЁЂЕЭЫйЖШЁЂЧПЗжЪсЁЂаЁеХСІЁБЕФддђЃЌВЩгУвдЩЯДыЪЉЃЌЗФГіЕФЩњЬѕУоНсЃЏдгжЪЮЊ20ЃЏ40СЃЃЏgЁЃ
3ЃЎ2ЃЎ3 ВЂЬѕМАДжЩДЙЄађЬиЕу
ЯЫЮЌЯИЖШЯИЃЌаыЬѕЕЅЮЛНиУцЛ§жаЯЫЮЌИљЪ§ЖрЃЌЯЫЮЌдкМгФэОэШЦЙ§ГЬжаФкЭтзЊвЦЛњТЪНЯИпЃЌЫљвдЯЫЮЌдкЧЃЩьжаЧЃЩьСІДѓЃЌВЂДжЙЄађЙЄвеЩшМЦвдМѕаЁЧЃЩьСІЮЊжїЃЌвђДЫВЩгУ7ИљВЂКЯЃЌзмЧЃЩьБЖЪ§ВЛДѓгкВЂКЯЪ§ЃЌКѓЧјЧЃЩьБЖЪ§ЪЪЕБЗХДѓЕШЙиМќЙЄвеДыЪЉЁЃДжЩДзмЧЃЪЪЕБЦЋДѓЃЌДжЩДФэЯЕЪ§ЪЪЕБЦЋДѓПижЦЃЌДжЩДЖЈСП4ЃЎ58ЁЋ3ЃЎ86g/10mЃЌФэЯЕЪ§70ЁЋ78ЃЌжсЯђОэШЦУмЖШ3ЃЎ351ЁЋ4ЃЎ257ШІЃЏcmжЎМфЃЌдкЪЕМЪЩњВњжавЊЦЋДѓеЦЮеДжЩДЖЈСПЃЌбЯИёПижЦЗЂУЋДжЩДЁЃВЂЬѕЛњЪфГіЫйЖШвЊЪЪЕБНЕЕЭЃЌЪдбщЕУГіЕБВЂЬѕЫйЖШгЩ900rЃЏminИФЮЊ1490rЃЏminЪБЃЌБфЕЏжёНкЩДЕЅЩДЖЯСбЧПЖШЦНОљЯТНЕ4ЃЎ37ЃЅзѓгвЁЃ
3ЃЎ2ЃЎ4 ЯИЩДЙЄађЬиЕу
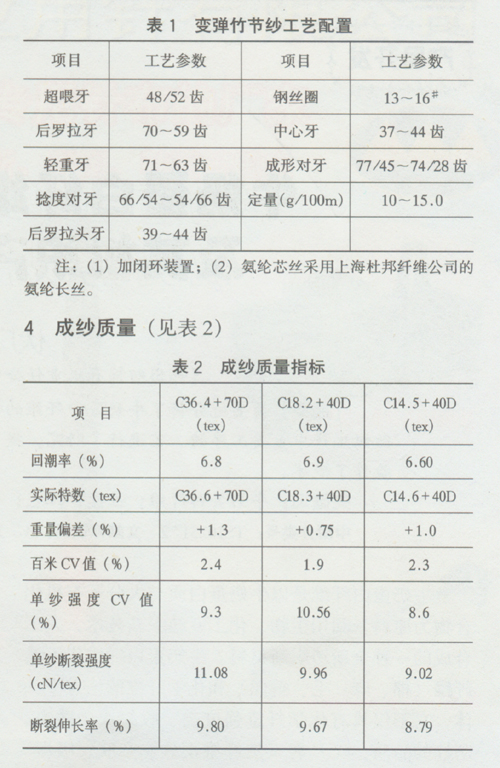
дкЯИЩДЙЄађжаЃЌБфЕЏжёНкЩДЕФФэЖШНЯЦеЭЈЭЌЬиЪ§ЩДИп15ЃЅЁЋ20ЃЅЃЌЯргІФэЯЕЪ§НЯДѓЃЌвЛАуПижЦдк388ЁЋ360жЎМфЁЃЯИЩДИєОрКЭКѓЧЃЩьБЖЪ§вЊЦЋДѓеЦЮеЃЌвдБмУтвђДжЩДФэЯЕЪ§ДѓЖјВњЩњгВЭЗЯжЯѓЁЃбЁдёЦЋжиЕФИжЫПШІЃЌвЛАуНЯЦеЭЈЩДЦЋДѓМИИіКХЕФддђЮЊзМЁЃвђжёНкЩДЧПСІЕЭЃЌЕЅЧПCVжЕНЯДѓЃЌЖЯЭЗТЪНЯИпЃЌЫљвдвЊЪЪЕБНЕЕЭЧАТоРЕФЫйЖШЃЛгжвђжёНкДІФэЖШВЛОљдШадДѓЃЌжёНкДІЕЅЧПЦЋЕЭЃЌЙЪжёНкЩДФэЖШвЊЦЋДѓеЦЮеЁЃЦфЙЄвеХфжУШчЯТЃК
5 НсЪјгя
(1)МгЙЄЕФБфЕЏжёНкЩДЃЌжЪСПФмТњзужЏЮяЖдЖРЬиЕФжёНкЩДЪНаЇЙћКЭСМКУЕФЗєУцаЇгІЕФвЊЧѓЁЃВЩгУАБТкЫПгыУоЛьЗФБфЕЏжёНкЩДЃЌФмИљОнЩДЯпДжЯИЁЂжёНкГЄЖШЁЂДжНкБЖЪ§МАжёНкМфОрвЊЧѓЃЌЩњВњЯЕСаБфЕЏжёНкЩДЃЌДгЖјЪЙжЏЮяОпгаЖРЬиЕФБЃХЏадЁЂЧсШсадЁЂСЂИаадМАЪжИаКёжиадЁЃ
(2)ДжЩДжЪСПвЊЧѓМЋИпЃЌДжЩДНсЙЙзДЬЌСМКУЃЌДжЩДжаЯЫЮЌЗжРыЖШЁЂЩьжБЦНааЖШКУЃЌЖЬШоКЌСПЩйЃЌИЩШХЯЫЮЌдЫЖЏЕФУоНсдгжЪЩйЃЌМЋгаРћгкЯИЩДЛњЧЃЩьзАжУЖдЯЫЮЌдЫЖЏЕФгааЇПижЦЁЃЯИЩДЙЄађдкЗФжЦжёНкЩДЪБЃЌвЊКЯРэбЁдёТоРИєОрКЭКѓЧјЧЃЩьБЖЪ§ЃЌЪЪЕБЦЋжиеЦЮеИжЫПШІжиСПЃЌЪЪЕБНЕЕЭЧАТоРЫйЖШЃЌВЂЬсИпЯИЩДФэЖШЃЌЖдЬсИпБфЕЏжёНкЩДжЪСПЪЎЗжгаРћЁЃ
(3)гУБфЕЏжёНкЩДПЩЩњВњБфЕЏжёНкЩДХЃзаВМЕШЯЕСаВњЦЗЃЌЦфЖРЬиЕФАМЭЙЛЈЮЦИаКЭШсКЭдЦЮЦаЇгІЩюЪмПЭЛЇЕФЛЖгЃЌИУЯЕСаВњЦЗЕФПЊЗЂЃЌОпгаЙуРЋЕФЪаГЁЧАОАЃЌБиНЋвдЦфЖРЬиЕФЛЈЪНЗчИёМАСМКУЕФЗўгУадФмЮЊЗўзАУцСЯСьгђдіЬэаТЕФЛюСІЁЃ