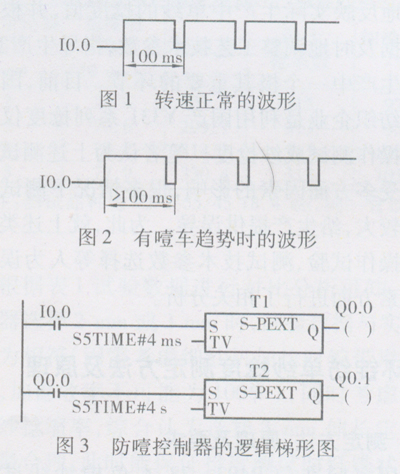
以西门子产S7—300PLC为例,利用其中的S-PEXT扩展脉冲S5定时器和开棉机打手轴的速度脉冲(由霍尔元件检测装在打手轴上的磁钢转速),可以组成一个防噎车控制器。打手轴在转速正常时(假设为600 r/min)和有噎车趋势速度变慢时,霍尔元件分别有图1、图2所示的波形输出。
根据图1和图2两个波形可以设计出防噎控制器的逻辑梯形图(见图3)。打手转速正常时,定时器T1的启动输入端S端上的脉冲在T1的预置时间(110 ms)内有上升缘出现,所以T1的输出端Q的输出状态为“1”。在这种状态下定时器T2的输出端Q在输出一个宽度为4 s的正脉冲后,保持输出状态为“0”。Q 0.1的负载继电器J释放,其常闭触点使给棉电机交流接触器吸合,给棉电机工作。在打手有噎车趋势速度变慢时,定时器T1的启动输入端S上的脉冲在T1的预置时间(110 ms)内没有出现上升缘,此时定时器T1的输出端Q输出一系列正脉冲,宽度为110 ms,周期小于4 s的脉冲。这个脉冲加到定时器T2的启动输入端S上,因为在T2的预置时间(4 s)内有脉冲的上升缘出现,所以T2的输出端Q输出的状态为“1”。Q0.1的负载继电器J吸合,其常闭点断开,使给棉电机交流接触器释放,给棉电机停止工作,从而防止了噎车现象的产生。