
多组分纤维混纺,使各种纤维实现性能互补,是纺织面料的发展趋势,也是提高纺织面料服用性能的重要途径。根据服装面料的发展趋势,我公司开发生产了澳毛/粘胶/三角形截面异型20/60/20 18.5 tex混纺纱,获得了用户的青睐。该产品具有吸湿透气、悬垂保形、质地丰厚、手感丰满、闪光亮烁等优良特点,是秋冬季高档外衣面料用纱,有较大的市场潜力,经济效益明显。
1原料及其性能
澳毛/粘胶/三角形截面异型20/60/20 18.5 tex混纺纱是由粘胶2.22 dtex×51 mm、三角形截面1.67 dtex×38 mm和澳大利亚羊毛混纺的产品。粘胶纤维是再生纤维素,其性能接近棉纤维,但粘胶纤维聚合度、结晶度较低,纤维中存在较多的无定形区。澳毛具有表面平滑、反光强、光泽亮、强力高、弹性好、且纤维细而均匀、整齐的特点。三角形截面异型纤维是我国近年来开发的新品种,其截面形似三角形,由于纤维截面形状的改变,使纤维问的摩擦力发生了变化,与人体的接触面积也产生差异,产品细腻、滑爽。三角形截面异型纤维问空隙大,使织物的透气性、悬垂性及光泽性都有良好的表现,是仿毛性能较好的纤维。在羊毛中加入纤维能增加成纱强力,同时提高了纤维的可纺性。三种纤维混和纺纱可实现优势互补。
2混和方式和工艺流程
为了保证织物的风格,我们采用条混的方法,既使三种纤维能均匀混和,各种纤维在成纱截面分布均匀,又能保证织物的染色一致性。澳毛用直接毛条,其工艺流程如下。
3各工序的工艺参数和质量要求
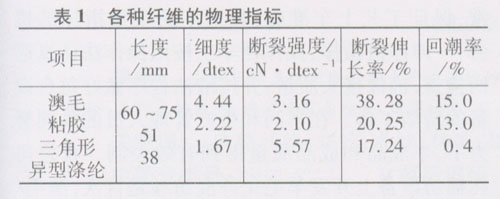
3.1原料的物理性能
各种纤维的物理指标见表1。
3.2各工序工艺配置
3.2.1 开清棉工序
粘胶纤维和三角形截面异型纤维都属化学纤维,杂质少,纤维长度整齐。因此开清棉工序的工艺原则是“多松少打,减少落棉,降低消耗”,各打手的尘棒隔距减到最小,即安装角度调到38°以上以减少落棉。各打手速度不能过快,否则易造成索丝和棉结。主要工艺参数:A002D型抓棉机打手速度为720 r/min,A035D型混开棉机打手速度为400 r/min,豪猪打手速度为480 r/min,A076E型成卷机综合打手速度为900 r/min,风机速度为1200 r/min,粘胶卷净重14.3 kg,三角形异型卷净重12.7 kg。棉卷重量不匀率粘胶为0.9%,为1.0%。
3.2.2梳棉工序
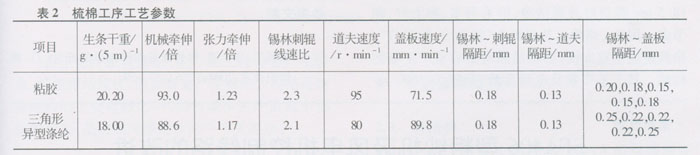
三角形异型和粘胶杂质少,但存在有少量并丝和束丝,因此,梳棉工序的工艺原则是“强分梳,少落棉”,如何做到强分梳则是关键。粘胶纤维实行紧隔距,并调整锡林与刺辊的线速比。由于我们是在棉型设备上纺化纤,梳棉给棉板工作面长度只有30 mm,如何适应工艺需要,我们采取了抬高给棉板的高度,以增强纤维的梳理度,同时抬高除刀的位置,减少落白,降低消耗。生条重量不匀率粘胶为2.0%,为1.8%。其主要工艺参数如表2所示。
3.2.3并条工序
为了使三种纤维进行充分混和,并条工序的工艺原则为“大隔距,低速度”。从购入的澳毛条就能看出它的粗犷性,其单位长度重量重,号数又大,只有先预并再与其他纤维混并,才能满足工艺要求。在预并时特别要降低前罗拉速度和放大喇叭口直径,挡车工要勤巡回,勤做清洁,保持胶辊干爽。其工艺参数:毛条干重21.8g/5m,并合数2根,牵伸分配4.596倍×1.72倍,前罗拉速度110 m/min,罗拉隔距25 mm×40 mm。
澳毛经预并后与粘胶、三角形截面异型进行条混,通过三道并条使各种纤维得到充分混和的目的,降低短片段重量不匀率,提高末并条的条干均匀度。熟条重量不匀率为0.85%,熟条条干CV值为3.6%。其三道并条的工艺参数如表3所示。

3.2.4粗纱工序
粗纱工序的工艺原则是“大隔距,小捻度,重加压”,重点是控制好纺纱张力,减少意外伸长,提高成纱条干均匀度。由于纤维长度较长,在满足细纱质量要求的条件下,粗纱捻度应偏小掌握。具体工艺参数:干定量为4.82g/10 m,牵伸分配为6.27倍×1.21倍,捻系数为58,罗拉隔距为25 mm×35 mm,前罗拉速度为280 m/min。粗纱重量不匀率为1.12%,粗纱条干CV值为5.64%,粗纱伸长率为0.9%。
3.2.5 细纱工序
细纱是纺纱的关键工序.对成纱质量影响较大。因此,细纱工序的工艺原则是“轻定量,大隔距,低车速”。采用较大的后区隔距,配以较小的后区牵伸倍数来提高成纱条干均匀度,细纱采用邵尔A 78度的硬胶辊。因为是棉型设备,所以上销架和下销棒长度有限,浮游区较长,难以控制短纤维,所以采用较小的钳口隔距。细纱工序工艺参数:捻系数为315,牵伸分配为24.19倍×1.21倍,罗拉隔距为27 mm×35 mm,6903 2/0型钢幺幺圈,前罗拉速度为228 r/min。澳毛/粘胶/三角形截面异型20/60/20 18.5 tex混纺纱管纱质量:百米重量CV值为2.5%,重量偏差+1.5%.条干CV为20.03%,细节为306个/km,粗节为345个/km,棉结为208个/km,断裂强度为13.0cN/tex.,单强CV为13.9%。
3.2.6络筒工序
澳毛/粘胶/三角形截面异型20/60/2018.5 tex混纺纱外观洁净,但毛羽多,弹力好,粗节多。因此,络筒工艺原则为“轻张力,除粗节”。络筒速度不宜太快,否则易断头更容易产生新的棉结。其工艺参数及电清参数:车速为1000 m/min,张力装置的空气压力为50 mbar;电子清纱器参数棉结550%;短粗节190%×1.5 cm,长粗节及双股119%×4.5 cm。
生产过程中,按照各工序的质量指标进行严格控制,设备维修人员认真检查,确保设备运转正常,保证工艺上车准确,凡达不到质量指标的机台,一律停机检修,操作挡车工按照操作法认真巡回检查,确保接头质量,并按清洁程序做好每台设备的清洁工作。在车间和生产管理人员的共同努力下,半成品和成品质量得到有效控制。我公司在棉纺设备上开发羊毛化纤混纺纱是首次,澳毛/粘胶/三角形截面异型20/60/20 1 8.5 tex混纺纱的市场潜力很大,且经济效益好,但作为新产品成纱质量还有待提高。在生产过程中,我们要不断研究工艺参数,优化工艺方案,从成纱质量指标看,管纱千米粗细节较多,造成单纱强力差异大,只有不断进行探索,才能持续改进产品质量。