
近几年来,日益升温的纺织行业竞争空前激烈,针对这种形势,公司为提高竞争势力,适应市场需求和社会发展的需要,不断致力于新产品特别是绿色产品的开发与生产,Model纤维的纯纺以及与山羊绒纤维、玉米纤维的混纺产品就是其中的一个系列,现以Model纤维14.7tex针织用纱为例,将纺纱生产过程及主要工艺措施介绍如下:
1 Model纤维的性能
Model纤维也是一种新型的高湿模量纤维素生态纤维。它不仅具有天然纤维的吸湿性.而且具有良好的强伸性。用该种纤维制成的织物外观与手感光滑,细腻柔软,有较好的丝光感.且该类织物保形性好,抗皱免烫性能优良,特别是良好的吸水性与透气性,更适应于开发衬衫、内衣、T恤、睡衣等产品,该纤维的主要性能:细度1.3dtex,长度38mm,实际回潮率1O~11%。
2 纺纱工艺流程及主要技术措施
2.1 工艺流程
FA002型抓棉机→SFA035C型混开棉机→FA106B型梳针打手开棉机→SFA161型振动棉箱给棉机→A076E型单打手成卷机→FA231型梳棉机→FA311F型并条机→FA311F型并条机→FA311F型并条机→FA423A型粗纱机→FA506型细纱机→GA013型络筒机→成包。
2.2主要技术措施
2.2.1开清棉工序
由于Model纤维外观良好,疵点很少,同时纤维长度都较长,所以在本工序中采用了柔和开松、多松少打、降低落棉的工艺原则。因此打手速度均偏低掌握,采用了较小的尘棒隔距,适当加大了打手与尘棒之间的隔距。在生产中还应注意相对湿度要偏大掌握。综合打手速度均为750 r/min,棉卷罗拉速度均为11r/min,棉卷的干定量为380g/m,长度30.6m,
2.2.2梳棉工序
根据原料的特点,在梳棉工序中我们适当加大了梳理隔距,降低了梳理的速度,减轻了生条定量,减小了落棉隔距.这样既减少了静电的产生,避免了过多的锡林、道夫的缠绕现象,又降低了梳理过程中纤维的损伤问题,同时少落棉又避免了原料过多的损失。主要工艺参数为:锡林速度300r/min,道夫速度为28r/min,刺辊速度为700r/min;除尘刀高出机框水平面6mm,安装角度为90°;除尘刀与刺辊隔距为0.36mm,刺辊与给棉板间隔
距为0.38 mm,锡林与盖板间采用四点隔距分别为0.28mm、0.25mm、0.25mm、0.28mm.生条干定量为16.78g/5m,生条短绒率(≤20mm)为4.20%。
2.2.3 并条工序
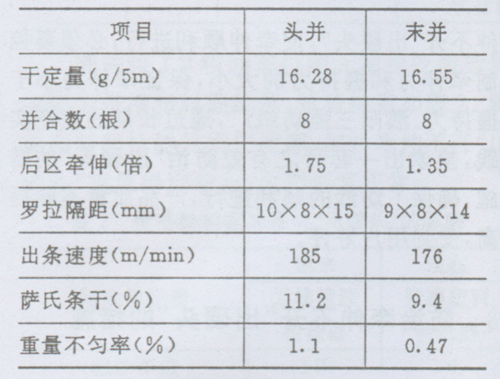
为保证正确良好的熟条质量,我们采用了倒牵伸的工艺配置,同时采取了紧隔距重加压的措施。出条速度亦采取了较小的配置,从而减少了熟条中棉结的含量,保证了优良的熟条质量。主要工艺参数见下表:
2.2.4粗纱工序
因为并条工序采用了倒牵伸的工艺配置,因此在粗纱工序中我们注意了粗纱中纤维的伸直度和分离度的控制,从而保证了良好的粗纱内在结构。工艺配置时我们在优选工艺参数的基础上控制好粗纱张力和粗纱捻系数。主要工艺配置为:干定量3.35 g/5m,罗拉中心距42mm×55mm×67mm,后区牵伸1.16倍,前罗拉速度为190r/min,捻系数68。
2.2.5 细纱工序
为控制成纱质量,我们在适当减小隔距,重加压的工艺基础上,优选了粗纱捻系数与细纱后区牵引倍数之间的匹配,选用了低硬度高弹性皮辊,钢丝圈比纺棉时稍重,以控制气圈,减少绒线毛羽。其主要工艺参数为:罗拉中心距43×58,后区牵伸1.165倍,捻系数335,前罗拉速度205r/min。
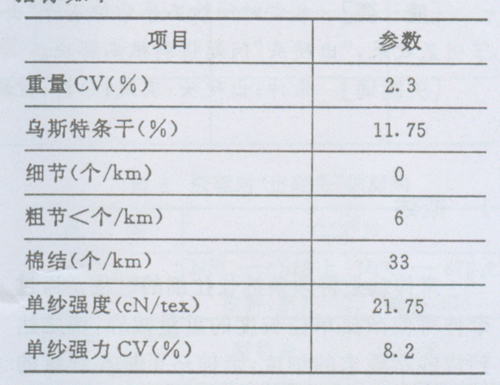
通过上述一系列措施,我们生产的Model针织用14.7tex纱各项指标均达了到优等水平,受到了用户的一致好评。成纱主要指标如下
Model针织用14.7tex针织纱及其系列混纺产品的试制成功,进一步提升了公司的新产品开发能力。同时我们也深深认识到,作为竞争日益激烈的纺织市场,单纯的加强企业管理只是增加效益的一个方面,要真正在激烈的市场中占领一席之地,就要不断开发科技含量高、附加值高的新产品,只有这样才能不断提高市场竞争力,企业发展才能有持久的生机与长远发展的潜力。