
1.1精梳后纤维伸直平行度比较好,弯钩理论对其工艺道数的配置已不再具有指导意义。
传统的工艺道数配置遵循以下规则:
1)粗梳系统。因梳棉机输出的生条纤维大部分呈后弯钩状态,当条子从条筒中引出喂入下一道工序时产生一次弯钩倒向,即喂入头并的条子前弯钩占大多数,喂入二并的条子后弯钩占大部分。由于细纱是伸直纤维的最后工序,而且牵伸倍数最大有利于消除后弯钩,因此应使喂人细纱机的粗纱中绝大部分纤维呈后弯钩状态。为此得出并粗工序“奇数”配置的规律。
2)精梳系统。由于梳棉机出来的生条绝大部分呈后弯钩状态,而精梳系统的特点要求进人锡林梳理的棉层中前弯钩占多数,为此也确定了梳棉与精梳之间的工艺道数按偶数配置的规律。
3)精梳后并粗道数的配置长期以来并没有一个规律来指导,各厂家的运用不尽相同。因精梳后纤维伸直平行度比较好,弯钩理论对其工艺道数的配置已不再具有指导意义,有必要对精梳后工艺道数配置进行优选推广。
1.2传统 并条机在精梳后单并工艺中的应用存在着制约性
精梳后工艺配置正常运用中有如下三种:
a.精梳-头并-二并-三并-粗纱
b.精梳-头并-二并-粗纱
c.精梳-单并-粗纱
在上述配置中:a常用于精梳混纺系统,其主要目的加强并合作用改善混纺效果.b在传统精梳系统采用,其特点精梳条普遍存在牵伸过烂,意外牵伸大,影响成纱毛羽强力;C在精梳后单并工艺中应用已为多数厂家认可,其优点克服了精梳熟条牵伸过烂,改善成纱强力毛羽。但传统的国产并条机在精梳后单并工艺中的应用存在着制约性。1是由于精梳机落棉率不稳定,一道并条对重不匀的控制难度大;2是国产一道并条对精梳条的搭接波的消失作用不明显。
1.3 RSB-D30C并条机引入自调匀整系统突破了传统并条机在精梳后单并工艺应用中的制约,改善了半制品内在质量,为推广精梳后单并工艺铺平了道路。通过试验并条机带自调匀整系统对精梳条的搭接波的消失起较好的改善作用,改善了短片段不匀,并合可改善条子的长片段不匀,将并合和自调匀整结合起来,可以实现并条工序的最佳工艺配置效果。
1.4缩短了工艺流程,提高自动化程度,减少用工用电机物料等生产成本。
2 RSB—D30C并条机自调匀整监控系统特点分析。
2.1 RSB—D30C并条机采用开环式自调匀整控制方式其调节作用原理:(匀整调节示意图如图1)
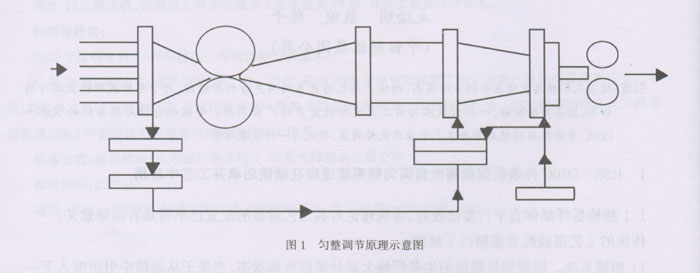
RSB—D30C并条机配有电子匀整调节系统,输人的条子通过一对探测辊。其中一个探测辊可以沿径向运动,条子支数的波动使这个探测辊产生径向运动,这个径向运动被转换成电信号后输入调节处理机D90调节处理机的任务是根据输入条子的电信号以及条子的输出速度为伺服驱动产生正确的应有值,伺服驱动由此产生一个行星变速器的控制转速。牵伸器的牵人(入口罗拉和中罗拉)则是由这个行星变速器受控输出的转速驱动的。这样就可以达到主牵伸区内所希望的牵伸率变化,输出条子的重量波动就由此被调节掉。并条工序对控制成纱重量不匀和重量偏差指标有非常重要的把关作用,对匀整的针对性具有较高的要求。从使用效果上看,只要其主要工艺参数如匀整强度、匀整作用开始点等设置良好,开环式匀整效果非常理想。
2.2牵伸调节方式:
RSB—D30C并条机调节方式保持后区牵伸倍数不变,而以Ⅱ,Ⅲ罗拉速度的改变来调节前区牵伸倍数。自调匀整的作用是通过改变牵伸罗拉的速度来调节牵伸倍数的,可以改变后罗拉的速度也可以改变前罗拉的速度。在自调匀整装置中,调节前罗拉速度或调节后罗拉速度各有优缺点。从负荷上看,希望调速部分的功率愈小愈好以降低系统的设备费用。调节后罗拉速度一般所需要功率比前罗拉小,也比较容易满足系统对惯性的要求;从提高系统的调节精度来看,前罗拉速度比后罗拉调节有利。因为前罗拉的转速比后罗拉转速高,转速误差率可降低。实际生产中则尽量保持原有的牵伸率不变,特别是对质量影响较大的后区牵伸率不变,将Ⅱ、Ⅲ罗拉之间的速率作为一个整体来调节。
2.3喂入条的检测和出条监控系统
RSB—D30C并条机采用与电器相结合式喂人检测系统,对喂入条的不匀变化进行连续检测。本机在出条处设置了一对检测辊配以计算机系统对出条质量进行在机监控,对质量超出控制范围进行实时停车,并对统计数据进行分析为控制质量提供依据。
2.4匀整参数的合理调整
匀整作用开始点即从后区凹凸罗拉到主牵伸区变速点间的距离。它决定匀整部分对喂入量波动的延迟时间,对于开环式自调匀整装置,可以用下式近似表示匀整作用开始点长度L:
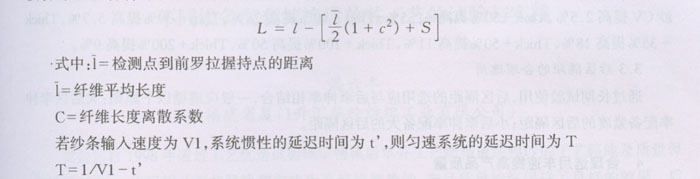
而延迟时间的确定将直接影响匀整系统的匀整效果。匀整作用开始点与牵人张力、主牵伸距离、预牵伸率、导向辊高度、输入速度、纤维性能等有影响,是一个不确定的参数。在生产实践中,当翻改品种,原料变化时都会使匀整开始点发生变化,应考虑对其合理调节。
3后区牵伸率的变化对半制品及成纱质量的影响
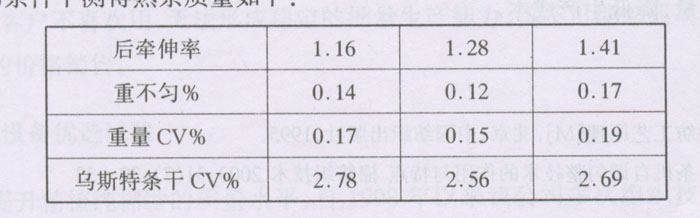
3.1后区牵伸率的变化对熟条质量的影响
为了验证后区牵伸率的变化对熟条质量的影响,在出条速度为350m/min的情况下,喂入重不匀率为2.2%,重量CV%为2.5%,乌斯特条干cV%为3.35%的精梳条。分别在后牵伸率为1.16 1.28 1.41的条件下测得熟条质量如下:
3.2后区牵伸率的变化对成纱质量的影响
同样条件下纺出的熟条经粗纱到细纱,纺出的成纱质量如下:品种为J11.7tex
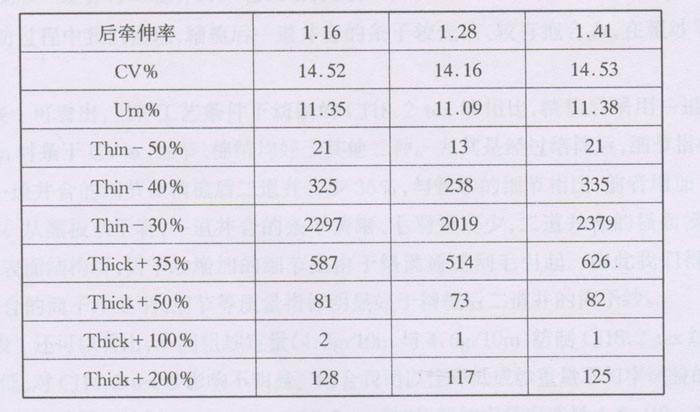
从以上数据分析并条后区牵伸率的变化对成纱质量影响显著,其中选用1.28后区牵伸率成纱CV提高2.5%,Thin-50%提高61.5%,Thin-40%提高28%,Thin-30%提高5.7%,Thick+35%提高18%,Thick+50%提高11%,Thick+100%提高50%,Thick+200%提高9%。
3.3后区隔距的合理选用
通过长期试验使用,后区隔距的选用应与后牵伸率相结合,一般应遵循以下原则:大后区牵伸率配备紧凑的后区隔距;小后牵伸率配备大的后区隔距。
4合理选用车速提高产品质量
出条速度的高低,反应了自调匀整系统的性能的优劣。RSB-D30C并条机设计最高出条速度达500m/min,还能满足系统对惯性的要求。在不同的车速下长短片段的匀整效果都比较好。在实际生产中,宜遵循在满足供应的前提下尽量选用较低的车速,另外选用车速后应合理调节匀整作用开始点与之相适应。以稳定质量。
5结论
RSB—D30C并条机在精梳后单并工艺中的应用优势明显,在使用过程中应合理选用工艺配置,特别是匀整强度、匀整作用开始点、以及后区工艺的合理选用。以达到最大限度地发挥本机的作用,提高产品质量,降低生产成本。