
[关键词] 走锭纺;羊绒针织纱;支数控制
羊绒被称为纤维宝石,价值昂贵。通常它的制品是以克论价的。羊绒粗纺针织纱的物理指标有:线密度(支数)偏差率、变异系数,强力、强力变异系数,捻度偏差率、变异系数、起球、含油脂率。其中每项指标分优等、一等、二等、等外几个等级。而支数的控制更重要一些。
生产中羊绒粗纺针织纱的支数常见规格有24Nm/2,26Nm/2,28Nm/2,30Nm/2,32Nm/2。用这种纱线制作的羊绒衫产品对支数的稳定、准确的要求就粗纺系统来说为最高。稳定、准确的纱线支数是羊绒衫在针织厂生产时控制羊绒衫克重的基本保证。每个纺纱企业在生产实践中对支数的控制都有自己的一套成熟的控制办法。经过十年的生产实践,现将我厂的具体控制办法终结出来与大家共同学习。
1 设备配置、工艺流程、走锭机的牵伸
1.1 设备配置
CosmaTex梳毛机(176头,8杆毛卷),Bigagli B5一SE走锭细纱机(528锭)。Savio全自动络筒机,Savio并线机,Savio捻线机。
1.2 工艺流程
和毛(原料)→梳毛→细纱→络筒→并线→捻线(成品纱)
1.3走锭机的牵伸
Bigagli B5一SE是锭子不动,走架走动的走架式走锭机,走架出车长度3米。走锭机在纺纱时,纱条边牵伸边加捻,待所纺的纱捻度达到设计要求后,再把纺成的细纱卷饶在纱穗上,这种纺纱程序称为间歇式纺纱。毛条由出条罗拉输出以后,经过走架牵伸。在梳毛机上下来的毛条,其条干总存在粗细不匀的,在细段中纤维根数少,其抗扭强度也较小,在牵伸过程中被加上的捻度就多,这样就增加了纤维之间的抱合力和磨擦力,纱线细段处不容易牵伸,而纱条的粗段则反之,因此达到使纱条逐步变匀的目的。我厂的走锭机牵伸过程基本上由三个阶段构成:(1)无牵伸阶段:走架出条速度与给条速度相等,(2)相对牵伸阶段:走架速度大于给条速度,(3)硬牵伸阶段:给条速度为零,走架还在走。三个阶段的组合构成走锭机的不同牵伸形式。我厂采用的是(1)(2)组合的牵伸形式。操作说明书上给出了一张根据手轮的指示数和牵伸变换齿轮数直观查出所要的牵伸倍数表。我们把这张表放大挂在车间实验室随时查用,方便快捷。
2各工序的支数控制
2.1 和毛工序
为了减少混料对梳毛出条(我们称之为粗纱)支数的影响,我们要求混料各部位的上机回潮要均匀。每次混料进入小毛仓闷毛24小时准备上梳毛机前,检验人员要在小毛仓的不同的五个部位抽样检验回潮,五个回潮差异不能超过±3%,否则要求重新倒毛仓使混料的回潮均匀。
2.2梳毛工序
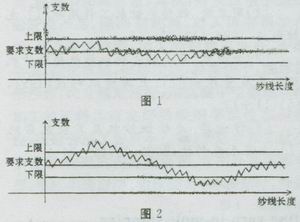
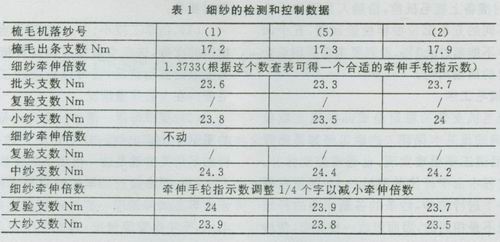
梳毛机支数的稳定是成品纱线支数稳定、准确的最基本保证。这道工序如果出现问题,后道工序很难发现,也很难控制弥补。纺纱过程中由于纤维的随机分布,即使在理想条件下进行纺纱,纱条的各断面内的纤维根数也不是相同的,因而形成一种分布,使纱条的断面出现某种程度的不匀。此外,纤维自身断面的不匀,也影响纱条断面积的不匀。由这些原因形成的纱条的不匀叫随机不匀率,这种不匀是与生俱来无法消除的,我们要控制的是在生产中产生的附加的超出正常允许波动范围的不匀。生产中支数的波动一般是以下两种情况,如图l是正常的波动,图2是有需要控耐的超出范围的波动。
(1)、挡车工按小、中、大卷记录当时拉条检测的支数,这三个数据可以监控梳毛机出条支数的波动情况,还可以给细纱工序提供毛卷内在支数质量情况。
(2)、要求每落一落纱分别称出每一毛杆的重量并计算出这一杆毛卷的支数,8杆毛杆的平均支数就是这一落出条的支数。
(3)、严格检查挡车工的寻车和操作,培训挡车工如何处理一些特殊情况。例如:断毛网、毛斗报警等情况,养成一个规范、良好的操作习惯。
2.3细纱工序(528锭)
528锭细纱机需要三落176头梳毛机毛卷配为一车,选配这三落毛卷的原则为:三落出条的支数差异越小越好。例如:有六落毛卷其支数分别为:(1)17.2 (2)17.5(3)17.8(4)17.6(5)17.3(6)17.9,应该选(1)、(5)、(2)为一车细纱,(3)、(6)、(4)为一车,这样配纱在同一牵伸值下纺出的三落细纱支数差异最小,我们的具体控制方法是:以(1)、(5)、(2)配为一车细纱为例。
配好一车细纱后(假设细纱要求支数范围为23.3Nm~24.3Nm),按如下计算牵伸倍数:三落粗纱的平均支数为(17.2十17.3一17.5)÷3=17.33Nm,细纱支数为要求支数范围的中间支数23.8Nm,牵伸倍数=23.8÷17.33=1.3733。根据这个牵伸倍数和车上相应的牵伸变换齿轮数.查表就可得到相应的牵伸手轮指示数,按这个指示数固定好手轮,开始做批头检验,看计算的手轮指示数是否合适,否则需要重新调整、复验直到合适,之后在纺到小纱、中纱、大纱时也要检验三次支数,调整、复验使三落纱支始终保持在要求支数范围内,需要说明的是我们在某一时间段测得的纱线支数值很难推断出下一时间段支数的波动趋势,因此牵伸手轮每次调整只能在1/4个字至多1/2个字,这样可以避免过大的支数跳动造成织片薄厚档。表l是这车细纱的具体检测和控制数据。
2.4络筒、并线、捻线工序
络筒这道工序关键是要执行每一落毛卷分开卷装成型,而且把细纱的小、中、大纱纱支注明在一张工作票上和成型纱放在一起为并线工序做准备。
并线工序根据工作票上的支数情况选择相并后的支数在要求范围内的两落纱相并,使这道工序充分发挥好对支数有一个补救的作用。
捻线工序对支数的调整没有任何作用。
3 结论
稳定的支数控制关键和基础是梳毛工序,其次是细纱工序,而后道工序控制的余地很小,所以要及时对梳毛、细纱两道工序的支数情况检测,及早发现问题并加以解决,这样才能达到良好的支数控制状态。