
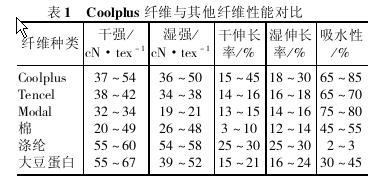
’Σ“ΣΘΚœξœΗΖ÷ΈωΝΥ CoolplusœΥΈ§ΒΡΫαΙΙΧΊΒψΘ§≤Δ”κΤδΥϊœΥΈ§Ϋχ––ΝΥ–‘ΡήΕ‘±»Θ§Ϋι…ήΝΥ CoolplusœΥΈ§”κTencelA 100 œΥΈ§ΜλΖΡ…¥ΒΡΖΡ…¥ΙΛ“’ΦΦ θ“ΣΒψΦΑΦθ…ΌΜλΖΡ…¥ΟΪ”πΒΡΦΦ θ¥κ ©Θ§≤ΔΕ‘ CoolplusœΥΈ§”κΟόΫΜ÷·÷·ΈοΒΡ÷·≤ΩΙΛ“’Ϋχ––ΝΥΧΫΧ÷ΓΘΆ®Ιΐ≤β ‘Ζ÷ΈωCoolplusœΥΈ§ΜλΖΡ’κ÷·ΤΖΒΡΈϋ Σ≈≈ Σ–‘ΡήΘ§»œΈΣΗΟœΒΝ–≤ζΤΖΒΡΈϋ Σ≈≈ΚΙ–‘Ρή÷Η±ξΜυ±Ψ¥οΒΫΝΥΙζΆβΆ§άύ≤ζΤΖΒΡœ»ΫχΥ°ΤΫΓΘ
ΥφΉ≈»ΥΟ«Ε‘ΗΏΗΫΦ”÷ΒΖΡ÷·ΟφΝœ–η«σΒΡ≤ΜΕœΧαΗΏΘ§”»Τδ «ΙζΡΎΆβΩΆΜßΕ‘…ζΧ§ΙΠΡή–‘ΖΡ÷·ΤΖ–η«σΒΡΨγ‘ωΘ§Έ“Ο«”Π”ΟΧ®Άε…ζ≤ζΒΡ–¬“Μ¥ζΡΘΖ¬Ή‘»Μ…ζΧ§ΓΔ≤ΔΗ≥”ηœΥΈ§±μΟφΈό ΐΈΔΩΉΒΡ–¬–ΆΗΏΩΤΦΦΙΠΡή–‘ΗΡ–‘œΥΈ§--CoolplusœΥΈ§Θ§”κTencel A100œΥΈ§“‘ Β±≈δ±»Θ§≈ζΝΩΖΡ÷Τ≥……¥Ψ°Ήω≥…ΟφΝœΘ§‘ΌΨ≠Ιΐ»Ψ’ϊΦ”ΙΛΘ§…ηΦΤΚΆΩΣΖΔΔνΝΥ’κ÷·ΡΎ“¬ΓΔT–τ…άΦΑ≥Ρ…άΒ»≤ζΤΖΓΘΗΟάύ≤ζΤΖΦ»Χεœ÷ΝΥCoolplusœΥΈ§Έϋ ΣΩλΗ…ΓΔΆΠΥ§ φ ΒΡΧΊΒψΘ§”÷»Ύ»κΝΥ…ζΧ§œΥΈ§TencelœΥΈ§Ιβ‘σ”≈―≈ΓΔ»μΜ§–ϋ¥ΙΒΡΖγΗώΘ§ΨΏ”–ΜΖ±ΘΓΔ φ ΒΡΙΠΡή–‘ΧΊΒψΘ§ΆΕΖ≈ –≥ΓΚσ…ν ήœϊΖ―’ΏΒΡΜΕ”≠ΓΘ
1 CoolplusœΥΈ§άμΜ·–‘Ρή
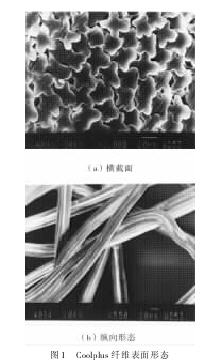
1Θ°1 CoolplusœΥΈ§ΒΡ±μΟφΧΊ’ς
CoolplusœΥΈ§ΒΡΫΊΟφ«–Τ§≥ "+"–Έ(ΦϊΆΦ1)Θ§Ά®ΙΐœΥΈ§±μΟφ’β–©œΗΈΔΒΡΩΉΕ¥ΚΆΙΒ≤έΩ…“‘≤ζ…ζΟΪœΗ–ß”ΠΘ§ΫΪ»ΥΧεΦΓΖτ±μ≤ψ≈≈≥ΐΒΡ ΣΤχΚΆΚΙΥ°―ΗΥΌΈϋ ’ΒΫ÷·Έο±μ≤ψΘ§≤ΜΫωΗΡ…ΤΝΥœΥΈ§ΒΡΈϋ Σ–‘Θ§ΜΙΩ…ΩλΥΌ…ΔΖΔ ΣΤχΚΆΚΙΥ°Θ§¥οΒΫΈϋ ΣΩλΗ…ΒΡ–ßΙϊΓΘCoolplusœΥΈ§”κΤδΥϊœΥΈ§–‘ΡήΕ‘±»Φϊ±μ1ΓΘ
2 CoolplusœΥΈ§ΖΡ…¥ΙΛ“’
2Θ°1 ‘≠ΝœΒΡ―Γ‘ώ
Έ“Ο«”Ο1Θ°54dtex x 38mmΒΡCoolplusœΥΈ§Ζ÷±πΩΣΖΔΝΥ¥ΩΖΡ…¥ΚΆΜλΖΡ…¥ΒΡ…Ϊ÷·ΓΔ”Γ»Ψ≤ζΤΖΦΑ’κ÷·ΤΖΘΚ≤ΜΆ§≈δ±» ‘―ιΖΫΑΗ«ιΩωΦϊ±μ2ΓΘ
¥”±μ2ΒΡ ‘―ι ΐΨίΩ…÷ΣΘ§ΥφΉ≈CoolplusœΥΈ§Κ§ΝΩΒΡ‘ωΦ”Θ§÷·ΈοΒΡΈϋ Σ≈≈ΚΙΙΠΡή‘ω«ΩΘ§Β±ΤδΚ§ΝΩ’ΦΉήΧε60ΘΞΦΑ“‘…œ ±Θ§Έϋ Σ≈≈ΚΙ–ßΙϊΚΟΘ§«“Ω…¬ζΉψΖΰ”Ο±ξΉΦ“Σ«σΓΘΆ§ ±Θ§ΫαΚœΩΦ¬«ΗΟœΥΈ§ΒΡΦέΗώ“ρΥΊΚΆ”ΟΜßΉΖ«σΉνΦ―–‘ΡήΦέΗώ±»ΒΡ–η“ΣΘ§Έ“Ο«“ΜΑψ―Γ‘ώ60ΘΞΒΡCoolplusœΥΈ§”κTencel A 100ΓΔΟόΒ»œΥΈ§ΜλΖΡΜρΫΜ÷·÷Τ≥…ΟφΝœΓΘœ÷“‘CoolplusΘ·Tencel Al00 60Θ·40 13 texΜλΖΡ…¥ΈΣάΐΫι…ήΤδΖΡ≤ΩΙΛ“’≈δ÷ΟΦΑΦΦ θ¥κ ©ΓΘ
2Θ°2 ΖΡ…¥ΙΛ“’Νς≥Χ…ηΦΤ
A002–ΆΉΞΟόΜζΓζA006B–ΆΜλΟόΜζΓζA036–ΆΚά÷μΩΣΟόΜζΓζA092–ΆΗχΟόΜζΓζA076–Ά≥…ΨμΜζΓζFA201B–Ά αΟόΜζΓζA272C–Ά≤ΔΧθΜζ(ΕΰΒά)ΓζA453D–Ά¥÷…¥ΜζΓζFA502–ΆœΗ…¥ΜζΓζAutoconer238–ΆΉ‘Ε·¬γΆ≤Μζ
2Θ°3 ΗςΙΛ–ρΙΛ“’≈δ÷ΟΦΑ÷ς“ΣΦΦ θ¥κ ©
2Θ°3Θ°1 «εΟόΙΛ–ρ
”…”ΎCoolplusœΥΈ§≤ΜΚ§‘”÷ ΓΔ≥ΛΕ»’ϊΤκΕ»ΚΟΘ§ΙΛ“’…œ≤…»Γ"«ΎΉΞΓΔ…ΌΈΙΓΔΕύ αΓΔ…Ό¥ρ"ΒΡ‘≠‘ρΓΘΈΣΦθ…ΌΟόΫαΓΔΖά÷ΙΆΥΨμ’≥Ν§Θ§≤…»Γ»γœ¬¥κ ©ΘΚΫΒΒΆ¥ρ ÷ΥΌΕ»ΘΚΦθ…Ό¥ρΜςΒψΘΜ‘ωΦ”Ζά’≥ΉΑ÷ΟΘΜ Β±‘ωΦ”ΟόΨμΕ®ΝΩΘ§Φθ…ΌΟόΨμ≥ΛΕ»ΓΘΨ≠Φλ≤βΘ§ΟόΨμΒΡΑΌΟΉ÷Ί≤Μ‘»¬ Ω…ΩΊ÷Τ‘Ύ1ΘΞ“‘ΡΎΓΘ
2Θ°3Θ°2 αΟόΙΛ–ρ
≤…»Γ"Εύ αΓΔ…Ό¬δΓΔ«αΕ®ΝΩΓΔ¥σ’≈ΝΠ"ΒΡΙΛ“’≈δ÷ΟΓΘ”…”ΎCoolplusœΥΈ§ΈΣΗΡ–‘œΥΈ§Θ§ΜΊ≥±–ΓΘ§“ΉΈϋ Σ…Δ ΣΘ§Ε‘Έ¬ ΣΕ»“Σ«σΫœΗΏΓΘΈΣΖά÷ΙΟόΆχΤ·ΗΓΓΔΤΤ±ΏΒ»«ιΩωΖΔ…ζΘ§Ω… Β±ΫΒΒΆΗς≤Ω≥ΒΥΌΘ§≤ΔΕ‘ΜζΧ®ΙΛ“’≤Έ ΐΫχ––”≈―ΓΓΘ αΟό÷ς“ΣΙΛ“’≤Έ ΐΈΣΘΚΈΐΝ÷ΥΌΕ»360 rΘ·mimΘ§¥ΧΙθΥΌΕ»869 rΘ·minΘ§ΒάΖρΥΌΕ»35 rΘ·minΘ§Η«ΑεΥΌΕ»78Θ°9 mmΘ·minΘ§«Θ…λ±Ε ΐ109Θ°1±ΕΘ§≥ΐ≥ΨΒΕ(ΈΜ÷ΟxΫ«Ε»)-6 x 90ΓψΘ§ΈΐΝ÷~Η«ΑεΗτΨύ0Θ°36mmΘ§0Θ°33mmΘ§0Θ°33mmΘ§0Θ°33mmΘ§0Θ°36mmΘΚΙΛ“’≤Έ ΐ”≈―ΓΚσ…ζΧθ÷ΊΝΩ≤Μ‘»¬ Ω…ΩΊ÷Τ‘Ύ4ΘΞ“‘ΡΎΓΘ
2Θ°3Θ°3 ≤ΔΧθΙΛ–ρ
ΆΖΒά≤ΔΧθ4ΗυCoolplus αΟόΧθ”κ4ΗυTencelA 100 αΟόΧθ“ΜΤπΈΙ»κΓΘ±Θ≥÷Ά®ΒάΙβΜ§Θ§―Γ‘ώΚœάμΒΡ«Θ…λ±Ε ΐΘ§Ε®ΝΩ≤Μ“ΥΧΪ¥σΘ§“‘ΖάΕ¬»ϊΓΘΙΛ“’≤Έ ΐΦϊ±μ3ΓΘ
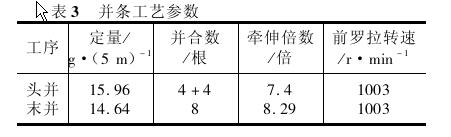
ΡμœΒ ΐ≤Μ“ΣΧΪ¥σΘ§“‘Ζά¥÷…¥≥ω"”≤ΆΖ"Θ§≤…”ΟΫœ¥σΒΡΚσ«χ«Θ…λΚΆ¬όά≠ΗτΨύΘ§≤ΔΦ”÷Ί―ΙΝΠΘ§“‘‘ωΦ”Ε‘œΥΈ§ΒΡΈ’≥÷ΓΘ¥÷…¥ΙΛ“’≤Έ ΐΈΣΘΚ«Θ…λ±Ε ΐ7Θ°51±ΕΘ§«Α÷–¬όά≠÷––ΡΨύ52Θ°5 mmΘ§÷–Κσ¬όά≠÷––ΡΨύ55Θ°5mmΘ§ΡμœΒ ΐ78Θ§«Α¬όά≠ΥΌΕ»156rΘ·minΓΘ
2Θ°3Θ°5 œΗ…¥ΙΛ–ρ
ΙΛ“’…œ≤…»Γ"ΒΆΥΌΕ»ΓΔ¥σΗτΨύΓΔ÷ΊΦ”―Ι"ΒΡ‘≠‘ρΘ§Η÷ΥΩ»Π“Σ¬‘÷Ί“Μ–©ΓΘœΗ…¥ΙΛ“’≤Έ ΐΈΣΘΚ«Θ…λ±Ε ΐ26Θ°36±ΕΘ§¬όά≠÷––ΡΨύ(«ΑxΚσ)45 mm x 55mmΘ°¬όά≠Φ”―Ι125NΘ·ΥΪΕßx100NΘ·ΥΪΕßx125 NΘ·ΥΪΕßΘ§«Α¬όά≠ΥΌΕ»194 rΘ·minΘ§ΕßΥΌ13 474 rΘ·minΘ§ΡμœΒ ΐ347ΓΘ
2Θ°3Θ°6 ¬γΆ≤ΙΛ–ρ
Ή‘Ε·¬γΆ≤ΜζΫαΆΖΚΟΘ§ΒγΉ”«ε…¥ΤςΉΦ»Ζ¬ ΗΏΘ§…¥œΏ‘Υ––ΤΫΈ»Θ§ “Υ≤…»ΓΫœ–ΓΒΡ’≈ΝΠΘ§±Θ÷Λ…¥œΏΆ®ΒάΙβΜ§Θ§±Ί–κ»œ’φΦλ≤ι…¥œΏΨ≠ΙΐΒΡΟΩ“ΜΗω¥ΞΒψΓΘ
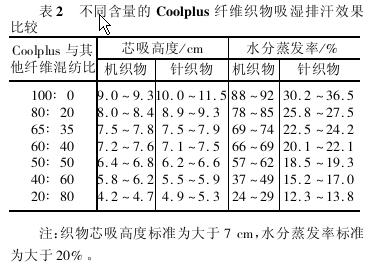
2Θ°4 ΫβΨωΜλΖΡ…¥ΟΪ”πΈ Χβ
Coolplus”κTencelA 100ΜλΖΡ…¥¥σ≤ΩΖ÷”ΟΉςΖΰΉΑΟφΝœΘ§ΟΪ”π≤ΜΫω”Αœλ÷·ΈοΒΡΆβΙέΚΆ«ΩΝΠΘ§Εχ«“÷±Ϋ””ΑœλΒΫΚσΙΛ–ρΒΡΥ≥άϊΫχ––ΓΘ”…”ΎCoolplusΦΑTencelAl00œΥΈ§ΕΦ±»Ϋœ≈νΥ…Θ§œΥΈ§œΗΕ»ΫœœΗΘ§…¥œΏΒΡΟΪ”π“Μ÷± «ΗωΡ―ΒψΘ§ΕχΫβΨωΟΪ”πΈ Χβ «“ΜΗωœΒΆ≥ΙΛ≥ΧΘ§±Ί–κ¥”ΙΛ“’ΓΔ…η±ΗΓΔ≤ΌΉςΓΔΤς≤ΡΒ»ΖΫΟφΉ≈ ÷Θ§≤≈Ρή»ΓΒΟΫœΚΟΒΡ–ßΙϊΓΘΈ“Ο«÷ς“Σ≤…»Γœ¬Ν–¥κ ©ΘΚ(1)«εΟόΙΛ–ρ≤…»ΓΕύ α…Ό¥ρΒΡΙΛ“’Θ§ΫΒΒΆΗς≤Ω¥ρ ÷ΥΌΕ»Θ§»ΤΙΐΝυΙθΆ≤ΩΣΟόΜζΘ§Ήν¥σ≥ΧΕ»ΒΊΦθ…ΌœΥΈ§Υπ…ΥΘΜ(2) Β±Φ”¥σ¥÷…¥ΡμœΒ ΐΘ§ Ι¥÷…¥Χθ±μΟφΙβΫύΓΔ‘»’ϊΘ§“Ή”ΎΚσΙΛ–ρΕ‘œΥΈ§ΒΡΩΊ÷ΤΘΜ(3)œΗ…¥ΕßΥΌ”…14000rΘ·minΫΒΒΆΒΫ13474rΘ·minΘ§ΫΒΒΆΝΥ…¥œΏ”κΗ÷ΝλΓΔΗ÷ΥΩ»ΠΒΡΡΠ≤ΝΘΜ(4)œΗ…¥ΡμΕ»”…92ΡμΘ·10cm‘ωΦ”ΒΫ96ΡμΘ·10cmΓΘ‘ω¥σ…¥œΏΒΡΨμ»ΤΝΠΨΊΘ§“‘Φθ…ΌœΥΈ§…λ≥ω…¥ΧεΒΡ ΐΝΩΚΆ≥ΛΕ»ΘΜ(5)œΗ…¥≥ΒΦδΑ≤ΉΑ¥ΒΈϋ Ϋ«εΫύΤςΘ§Φθ…ΌΝΥΖ…Μ®ΒΡΗΫ¬δάϊΉΣ“ΤΦΑ”…¥Υ≤ζ…ζΒΡ…¥œΏΟΪ”πΘΜ(6)Ε‘¥÷…¥ΓΔœΗ…¥ΒΡΦ·ΚœΤςΫχ––÷ΊΒψΦλ–όΘ§±Θ÷ΛΈόΥπΜΒΦΑΑ≤ΉΑ’ΐ»ΖΘΜ(7)œΗ…¥ΓΔ¬γΆ≤ΙΛ–ρ…¥œΏΆ®Βά±Θ≥÷ΙβΜ§Θ§Ε‘”–ΙΒ≤έΒΡ≤ΩΦΰΦΑ ±ΗϋΜΜΘ§≤Δ”…Ή®»ΥΕ® ±Φλ≤ιΓΘ
3 ÷·≤ΩΙΛ“’ΦΑΦΦ θ¥κ ©
3Θ°1 ΤΖ÷÷ΩΣΖΔ
ΗυΨί≤ΜΆ§ΙφΗώΒΡ…¥œΏΤΖ÷÷Θ§Έ“Ο«Ω…Α¥ΩΆΜßΚΆ –≥Γ–η«σ―–ΖΔ≥ωΗς÷÷≤ΜΆ§ΙφΗώΓΔ≤ΜΆ§Ήι÷·ΫαΙΙΒΡΜλΖΡ≤ΦΓΔΫΜ÷·≤ΦΓΘ»γCJ19Θ§5Θ·Coolplus 14Θ°5 524Θ·283170÷·ΈοΘ§ΤδΉήΫτΕ»ΈΣ85Θ°7ΘΞΘ§Ϋ§…¥Η≤Η«œΒ ΐ70ΘΞΓΘ¥ΥΤΖ÷÷Ψ≠…¥ΈΣ¥ΩΟόΘ§Ψ≠ΟήΫœ¥σΘ§Ϋ§…¥Η≤Η«œΒ ΐ“≤Ϋœ¥σΘ§…œΫ§Ψυ‘» «Ρ―ΒψΓΘΈ≥…¥ΈΣCoolplus¥ΩΖΡ…¥Θ§«ΩΝΠ±»ΒΆΘ§Ε‘Έ¬ ΣΕ»ΫœΟτΗ–ΓΘ¥ΥΤΖ÷÷Ψ≠»Ψ’ϊ¥ΠάμΚσΘ§Ω…Ήω≥…Ης÷÷ΗΏΒΒΖΰΉΑΟφΝœΓΘœ¬Οφ“‘ΗΟΤΖ÷÷ΈΣάΐΫι…ήΤδ÷·≤ΩΙΛ“’ΦΦ θ¥κ ©ΓΘ
3Θ°2 ΙΛ“’Νς≥Χ
Autoconer238–ΆΉ‘Ε·¬γΆ≤ΜζΓζZC-L–Ά’ϊΨ≠ΜζΓζS222–ΆΫ§…¥ΜζΓζPAT-190–Ά≈γΤχ÷·Μζ
3Θ°3 ÷ς“ΣΦΦ θ¥κ ©
3Θ°3Θ°1 ¬γΆ≤ΙΛ–ρ
‘Ύ≤Μ”Αœλ’ϊΨ≠Ά≤Ή”ΆΥ»ΤΒΡ«ιΩωœ¬Θ§≤…”ΟΫœ–ΓΒΡ¬γΆ≤’≈ΝΠΘ§“‘Φθ…Ό…¥œΏΒΡΒ·–‘Υπ ßΓΘΕ‘Ω’ΤχΡμΫ”Τς÷ ΝΩΫχ––Φλ≤ιΘ§ΆΘ”ΟΡμΫ”≤ΜΚœΗώΒΡΕßΉ”ΓΘ¬γΆ≤’≈ΝΠ3ΗώΘ§¬γΆ≤ΥΌΕ»1000mΘ·minΓΘ
3Θ°3Θ°2 ’ϊΨ≠ΙΛ–ρ
ΈΣΦθ…ΌΫ§…¥ΕœΆΖΘ§ Β±Φ”¥σ’ϊΨ≠’≈ΝΠΘ§±Θ÷ΛΤ§…¥’≈ΝΠΨυ‘»Θ§Ψ≠÷αΙβΜ§ΤΫ’ϊΓΘ’ϊΨ≠ΥΌΕ»ΈΣ750mΘ·minΘ§’ϊΨ≠’≈ΝΠ7ΗώΓΘ
3Θ°3Θ°3 Ϋ§…¥ΙΛ–ρ
Ψ≠…¥ΈΣCJl9Θ°5 tex…¥Θ§…œΫ§ ±»Ϊ≤ٯÔϓΉ”ΎΉ‘»ΜΫΒΫβΒΡΫ§ΝœΘ§“‘±δ–‘ΒμΖέΚΆΨέ±ϊœ©άύΫ§ΝœΈΣ÷ςΘ§ΗΫ“‘ΩΙΨ≤Βγά·Τ§Θ§≤…”ΟΗΏ≈®ΒΆ’≥Ϋ§“ΚΓΔ‘ω¥σ―ΙΫ§ΝΠΓΔ‘ωΦ”…χΆΗΓΔΦ”ΉΑ ΣΖ÷Ϋ ΒΡΑλΖ®Θ§±Θ÷Λ…œΫ§Ψυ‘»ΓΘ¥ΩΟό…¥ Σ«ΩΒΆΘ§±Ί–κ±Θ≥÷Ϋœ–ΓΒΡ Σ«χ’≈ΝΠΘ§Ϋ§…¥Ης«χΉν¥σ’≈ΝΠ≤ΜΡή≥§ΙΐΨ≠…¥«ΩΝΠΒΡ20ΘΞΓΘΙΛ“’≤Έ ΐΈΣΘΚ≥ΒΥΌ40 mΘ·minΘ§«Α―ΙΫ§ΝΠ12 kNΘ§Κσ―ΙΫ§ΝΠ6kNΘ§ Σ«χ’≈ΝΠ800 NΘ§Ψμ»Τ’≈ΝΠ2700 NΘ§ΚφΆ≤Έ¬Ε»130ΓφΘ§ ΣΖ÷Ϋ Ατ3ΗυΘ§≤ΖΫ§¬ 11ΘΞΘ§ΜΊ≥±¬ 4Θ°5ΘΞΘ§Ϋ§…¥…λ≥Λ1Θ°8ΘΞΓΘ
…œΫ§Κσ…¥œΏΗ…Ζ÷Ϋ »ί“ΉΘ§ ÷Η–ΙβΜ§Θ§ΥδΟΜ”–≤…”ΟPVA…œΫ§ ±«ΩΝΠ¥σΘ§ΒΪΟΪ”πΧυΖϋΚΟΘ§«ΩΝΠ“≤Ω…¬ζΉψΚσΒάΙΛ–ρΦ”ΙΛ“Σ«σΓΘ
3Θ°3Θ°4 ÷·‘λΙΛ–ρ
ΈΣΫΒΒΆΨ≠œρΕœΆΖΘ§≤…”Ο–ΓΩΣΩΎΘ§‘ωΦ”÷ς≈γ―ΙΝΠΘ§Ά§ ±Θ§ΫΒΒΆΚσΝΚΚΆΆΘΨ≠ΦήΗΏΕ»Θ§“‘‘ω¥σ¥ρΈ≥ΝΠΓΘΈΣΦθ…ΌΖ…Μ®Θ§±Θ≥÷≥ΒΦδœύΕ‘ ΣΕ»Έ»Ε®Θ§≤…”Ο≈γΈμΦ” ΣΤςΦ” ΣΓΘ÷ς“ΣΙΛ“’≤Έ ΐΈΣΘΚΥΌΕ»500 rΘ·minΘ§ΚσΝΚΗΏΕ»(«ΑΘ·Κσ)5.5Θ·3Θ§ΆΘΨ≠ΦήΗΏΕ»(«ΑΘ·Κσ)40Θ·19Θ§…œΜζ’≈ΝΠ2400NΓάl00NΘ§ΉέΩρ ΐ4“≥Θ§ΩΣΩΎ±έ100 mmΘ§120 mmΘ§140 mmΘ§160 mmΘ§ΩΣΩΎΝΩ80mmΘ§84mmΘ§88 mmΘ§92 mmΘ§ΉέΩρΗΏΕ»1“≥~2“≥75 mmΘ°3“≥Θ§4“≥77 minΘ§ΕœΨ≠6Θ°1lΗυΘ·10ΆρΈ≥Θ§ΕœΈ≥¬ 11.3ΗυΘ·10ΆρΈ≥Θ§–߬ 95ΘΞΘ§≥ωΩΎΚœΗώ¬ 98ΘΞΓΘ
4 Μζ÷·Έο»Ψ’ϊΙΛ“’
ΗυΨί –≥Γ–η«σΚΆ≤ζΤΖΉν÷’”ΟΆΨΘ§Έ“Ο«œ»ΚσΕ‘ΦΗ÷÷ΙφΗώΒΡCoolplus”κΤδΥϊœΥΈ§ΜλΖΡΫΜ÷·÷·ΈοΫχ––ΝΥ»Ψ’ϊΦ”ΙΛΓΘ»γΨ≠…¥ΈΣCoolplus l9Θ°5 texΘ§Έ≥…¥ΈΣCoolplusΘ·Tencel 65Θ·35 14Θ°5 tex(44Θ°4dtex)Β·ΝΠ…¥ΒΡΈϋ Σ≈≈ΚΙΒ·ΝΠœΗ–±ΈΤ≤ΦΘΜΨ≠…¥ΈΣTencelΘ·C50Θ·50 19Θ°5rexΘ§Έ≥…¥ΈΣCoolplus 14Θ°5tex(44Θ°4dtex)Β·ΝΠ…¥ΒΡΈϋ Σ≈≈ΚΙΒ·ΝΠ÷±Ι±ΓΔΨ≠…¥ΈΣcJ19Θ°5rexΘ§Έ≥…¥ΈΣCoolplusl4Θ°5texΒΡΈϋ Σ≈≈ΚΙΤΫΈΤ÷·ΈοΒ»ΤΖ÷÷ΓΘ
ΙΛ“’Νς≥ΧΘΚ≈ς≤ΦΓζ…’ΟΪΓζάδ‘ΰΕ―ΓζΤΫΖυΦνœ¥Γζ«α―θΤ·ΓζΕ®–ΈΓζΥΩΙβΓζ»Ψ…ΪΓζ»αά≠Γζ‘ΛΥθΓζ―ι≤ΦΓζ≥…ΤΖ
ΗςΙΛ–ρΦ”ΙΛΧΊΒψΦΑΙΛ“’¬‘ΓΘ
5 ≤ζΤΖ÷ς“ΣΧΊΒψΚΆΦΦ θ÷Η±ξ
Coolplus”κΤδΥϊœΥΈ§ΜλΖΡœΒΝ–≤ζΤΖ ÷Η–»αΜ§Θ§Έϋ Σ≈≈ΚΙΘ§ΆΠΥ§Θ§ φ –‘ΚΟΘ§≤ΜΚ§”–ΚΠ»ΨΝœΘ§ΈόΨ≤Βγ–ß”ΠΘ§ΈόΦΉ»©Θ§Έό“λΈΕΘ§pH÷ΒΫ”Ϋϋ÷––‘ΓΘΨ≠ ‘―ιΘ§CoolplusΜλΖΡœΒΝ–’κ÷·ΤΖ÷ς“ΣΦΦ θ÷Η±ξΨυΖϊΚœGBΘ·T8878-1997ΓΕΟό’κ÷·ΡΎ“¬ΓΖ±ξΉΦ“Σ«σΓΘΨ≠ ‘―ιΘ§CoolplusœΥΈ§”κΟόœΥΈ§ΒΡΈϋ Σ≈≈ΚΙ≥ΧΕ»”–Ϋœ¥σΒΡ≤ν“λΘ§CoolplusœΥΈ§“ΜΑψΕ‘ΥαΦνΚΙΉ’ΈϋΖ≈ΝΩΕΦΫœ¥σΘ§ΟόœΥΈ§Ε‘Υα“ΚΒΡ≈≈≥ωΫœΚΟΘ§ΒΪ≤Μ»γCoolplusœΥΈ§ΒΡΈϋ ΣΚΆ≈≈ΚΙΡήΝΠ«ΩΓΘ
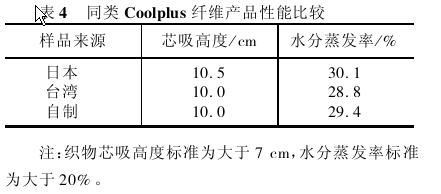
¥”±μ 4 ΒΡ ΐΨί±»ΫœΩ…ΦϊΘ§±ΨœνΡΩ≤ζΤΖΈϋ Σ≈≈ΚΙ–‘Ρή÷Η±ξΜυ±Ψ¥οΒΫΝΥΆ§άύ≤ζΤΖΒΡœ»ΫχΥ°ΤΫΓΘCoolplusœΒΝ–÷·ΈοΩ… Ι»ΥΧ奩Ή≈ΟΜ”–’≥ ΣΗ–Θ§≤Δ“ρΤδΜΙΨΏ”–ΆΠΥ§ΓΔ φ Θ§–ϋ¥ΙΒΡΧΊΒψΘ§ ”Ύ÷ΤΉς‘ΥΕ·ΖΰΉΑΓΔ¥≤…œ”ΟΤΖΚΆœΡΦΨ“¬Ή≈ΓΔ–ίœ–ΟφΝœΒ»ΓΘ
6 Ϋα χ”ο
(1)¥”’ϊΗω…ζ≤ζΙΐ≥ΧΖ÷ΈωΘ§÷Μ“Σ―Γ»ΓΚœάμΒΡΙΛ“’≤Έ ΐΘ§Βς’ϊ…η±Η≤Δ±Θ≥÷ΤδΝΦΚΟΉ¥Χ§Θ§CoolplusœΥΈ§ΒΡΖΡ÷·ΓΔ»Ψ’ϊΦ”ΙΛ÷ ΝΩΩ…ΒΟΒΫ”––ßΩΊ÷ΤΘ§≤ΔΡήΙΜ―ΗΥΌά©¥σ…ζ≤ζ–Έ≥…œΒΝ–≤ζΤΖΘ§Ω… ”ΠΗϋΕύΒΡ Ι”ΟΖΕΈßΓΘ
(2)CoolplusœΒΝ–÷·Έο –≥Γ«ΑΨΑΩ¥ΚΟΓΘCoolplus”κΟόΓΔTencelΜλΖΡ…¥ΦΑΤδœΒΝ–≤ζΤΖ‘Ύ –≥ΓΆΤ≥ωΚσΘ§–μΕύ≥ß…Χ–Υ»Λ≈®ΚώΘ§ΖΉΖΉΙΚ…¥ ‘÷Τ―υΤΖΘ§ΜρΙΚ»κΟφΝœΦ”ΙΛΖΰΉΑΘ§≤Δ“‘ΆΜ≥ω≤ζΤΖΒΡ…ζΧ§ΙΠΡή–‘ΈΣ÷ς“Σ±ξ÷ΨΒθ≈Τœζ έΘ§Κή ήœϊΖ―’Ώœ≤Α°ΓΘ”…”ΎCoolplusœΒΝ–≤ζΤΖΒΡΦέΈΜ±»≈ΖΟάΆ§άύ≤ζΤΖΒΆΘ§≤ζΤΖΈϋ Σ≈≈ΚΙ–ßΙϊΚΟΘ§Ω…“‘‘ΛΦΤΘ§’β÷÷–¬–ΆœΥΈ§≤ζΤΖΚήΩλΜα–Έ≥…¥σ≈ζΝΩ…ζ≤ζΓΘ