
摘要: 简要介绍了彩棉与远红外丙纶原料的特性,探索了利用彩棉与远红外丙纶混纺织制衬衫生产工艺,分析了影响生产与质量的关键因素及解决措施。
关键词: 天然彩色棉;远红外线;丙纶纤维;工艺;纺纱;织造
0 前言
天然彩棉是一种在地里吐絮时纤维就自然具有色彩的棉花变异品种,在彩棉纺织深加工过程中,不需人工着色漂白、染整等传统工艺技术处理,杜绝了因使用染料造成的环境污染,是世界公认的一种纯天然无污染的绿色生态纺织品。国内外科学家利用转基因工程技术,现已使彩棉的色彩、品质、种类和生产能逐渐适应现代纺织工业的要求。其产品售价可达到普通染色产品的三倍到五倍,在经济效益和社会效益方面有着其他纺织品不可替代的优势。据国际有机农业委员会预测,未来 30 年,全球棉花总量将有 30% 被绿色生态棉所代替。
我公司通过市场调和远红外丙纶(PP)的保外丙纶为原料,研制出了彩棉远红外丙纶衬衫面料,产品规格为 CJ/PP 283 119.4 。
1 原料性能指标
1.1 彩棉
色彩品级为棕色 129;断裂长度 26.14 km;单纤维 强 力 3.63 cN;成 熟 系 数 1.62;短 绒 率12.2% ;棉疵 44 粒 /5 g;棉结 11.2 粒 /5 g。
1.2 远红外丙纶( PP )
规格 1.65 dtex×38 mm;断裂伸长 50.19% ;断裂强力 3.41 cN;比电阻 5.0 ×107·cm。
2 工艺流程(以机器型号表示)
2.1 纺部
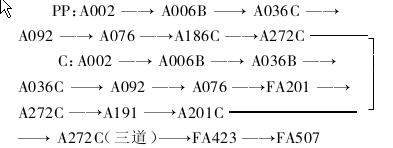
3.1 纺部
3.1.1 清棉由于远红外丙纶纤维回潮小,易产生静电,刚开始生产时,丙纶卷搬运途中易破损,在梳棉机上棉网自动断裂,不能正常生产,为此,我们采取了以下措施:
(1)远红外丙纶包提前 24 小时进车间,使其与车间温湿度达到平衡;
(2)开包后用10% 的防静电剂溶液喷洒在远红外丙纶纤维包表面,水温控制在 40 ℃ 左右,喷洒后的丙纶纤维要人工混和均匀;
(3)用化纤包装皮做成棉卷套,每个棉卷都要包严,保持回潮率稳定,防止丙纶卷破碎;
(4)A036C 型清棉机梳针打手速度比纺纤维低,降为 400 r/min。
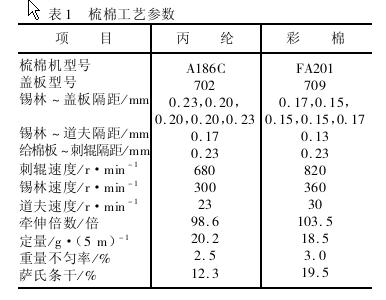
3.1.2 梳棉
将四罗拉剥棉改为单罗拉剥棉,可使萨氏条干降低 5 个百分点,同时棉网清晰,转移好,不易断裂。梳棉采用紧隔距、慢速度的工艺,以减少纤维损伤。
梳棉工艺参数见表 1 。
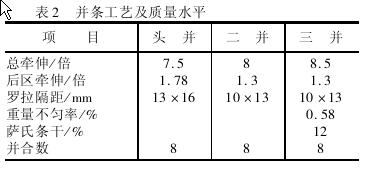
工艺采用头并小牵伸,后区牵伸倍数1.7~ 1.8 倍,二并后区牵伸 1.3 倍,三并后1.3 倍的设计,以改善并条条干。牵伸形上三下压力棒,气动加压,三道混和,以保均匀。并条工艺参数及质量数据见表 2。
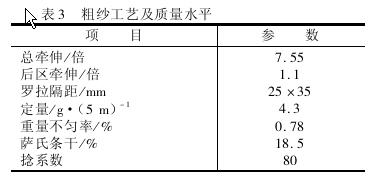
采用“后区大隔距,集中大掌握”的工艺设计,保证粗及质量数据见表 3 。
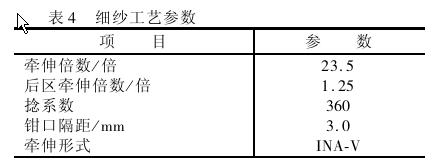
细纱采取重加压,后区大隔距小牵伸,使用软胶辊等工艺措施。
工艺参数见表 4 。
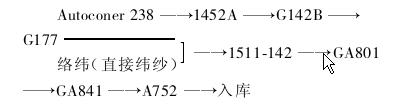
3.2.1 络经
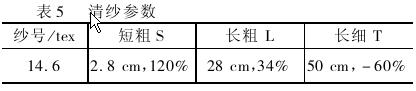
由于彩棉本身的棉结杂质较多,选用 Auto-coner238 型自动络筒机,最大限度地清除粗节、细节和大棉结,同时适当降低车速,由原生产白棉同号纱的线速 1100 m /min 降到 1000 m /min ,以减少毛羽的产生。电子清纱器参数设定见表 5 。
设定张力圈重量比白棉同号品种少 1 g ,保证断头自停灵敏,寻补头准确及时到位。张力圈重量:前 6 g ,中 5 g ,后 4 g。
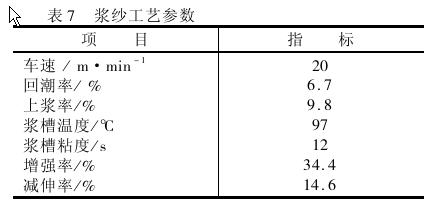
3.2.3 浆纱
由于天然彩棉的色素不稳定,遇到酸、碱及强氧化剂色素会发生变化,另外在浆纱过程中不能产生有害物质,以确保彩棉纺织加工过程中的“绿色”环保性。因此,制定浆料配方见表 6。

措施:
(1) 针对此品种经密大,断经后经纱易相互纠缠,织造采用低后梁工艺,降低停经架的同时,调整好断经关车装置,在 O14 上加工两个燕尾槽,L1 上也加工出槽角,使关车更灵敏有效;
(2)调整好送经、卷取机构,采用双导布辊增大包围角,并在其中一根导布辊上包覆橡胶,以增加对布面的摩擦,减小布面滑动;
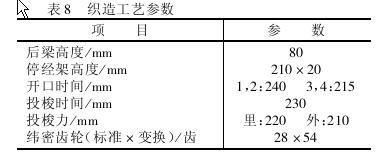
(3)提高上机质量,做到帘子三平,调整好吊综装置,针关车要求灵敏,诱导装置规格准确。织造工艺见表 8 。
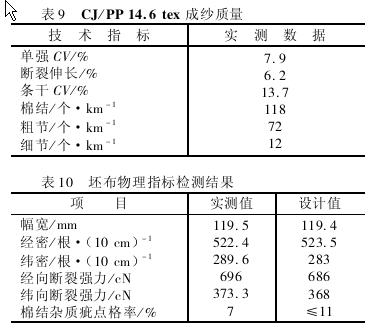
CJ/PP 14.6 tex 成纱质量见表 9。坯布物理指标检测结果见表 10。
5 结束语
通过该产品的研制,总结出远红外丙纶的预处理是整个生产的关键所在。面对当前白棉产品竞争日趋激烈的形势,发展彩棉产品无疑是一个新的经济增长点,目前我公司对该产品正准备通过“绿色护照”ISO14000 体系的认证以及获得“生态纺织品标准 100 ”( OKO — TEX100 )的授权,为扩大产品出口提供最有效的技术支持。