
本文主要介绍了纤维的性能及纺纱工艺流程,探讨了各工序的主要工艺参数的技术措施。
我公司为适应不断发展变化的市场需求,创造最佳经济效益,在产品结构调整中,积极运用新材料、新技术,开发新产品,打造新品牌,使产品结构向多元化、系列化、高附加值方向发展。根据用户的要求开发生产的Formotex 14.8 tex及Formotex/JC 50/50 14.7 tex针织用纱就是一例。现把Formotex 14.8 tex针织纱的工艺参数及相应的技术措施介绍如下:
1 Formotex纤维性能
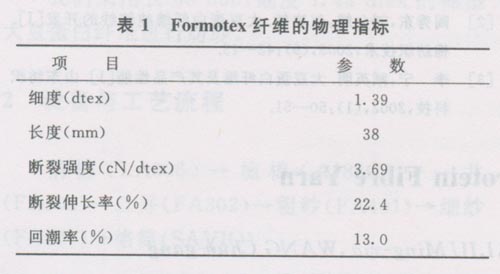
Formotex纤维是由台湾化学纤维股份有限公司生产的一种木浆纤维,该纤维具有高强力、高湿系数,良好的吸湿性及染色性,手感柔软舒适飘逸,悬垂性好,无静电困扰等特点。Formotex产品有良好的服用性能,可用于高级衣料用布,原料物理指标见表1。
2纺纱工艺流程及技术措施
2.1 工艺流程
FA002型自动抓棉机-A035B型混开棉机-FA106型豪猪开棉机-FA046A型振动棉箱给棉机-A076E型单打手成卷机-FA201B型梳棉机-FA305C型并条机-FA305C型并条机-ASFA411A型粗纱机-TFA506型细纱机-GA014型络筒机
2.2主要工艺参数与技术措施
2.2.1开清棉工序
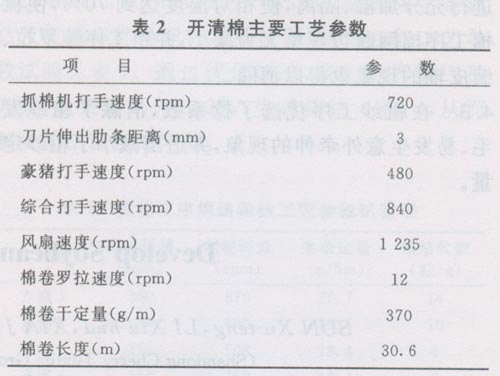
为了保证棉卷的内在质量,采用“多松,轻打,少落”的工艺原则。缩小尘棒间隔距,降低打手速度,避免过度打击损伤纤维,造成短绒增加,形成棉结。刀片伸出肋条隔距不宜过大,提高抓棉小车的运转率。由于纤维密度较大,纤维间抱合力大,应增大风扇速度,以降低棉卷重量不匀率,提高棉卷质量。开清棉工艺参数见表2。
2.2.2梳棉工序
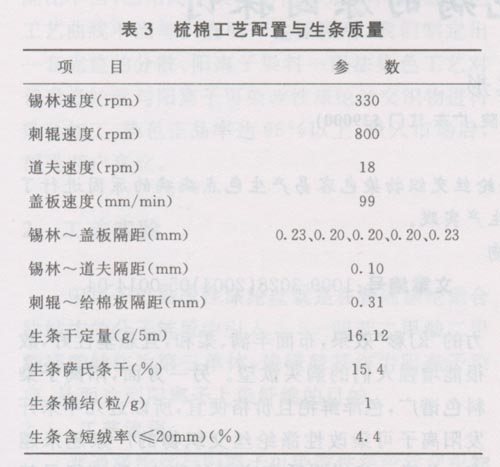
为了保证棉网质量,减少纤维损伤,我们采用了慢速度、紧隔距、小张力、快转移的工艺原则,增大刺辊与给棉板的隔距,适当降低刺辊、道夫速度,增大锡林与刺辊的表面速比,保证道夫、锡林转移率要大,减少纤维充塞,避免反复揉搓,增加梳理转移。要求梳棉机针布状态要好,良好的锡林、盖板针布能显著改善纤维的梳理状态,使生条棉网均匀,无云斑,减少成纱的棉结和毛羽。工艺配置与生条质量见表3。
2.2.3并条工序
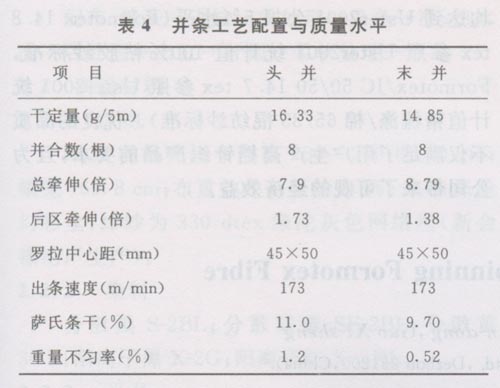
采用顺牵伸工艺配置,以改善纤维的伸直平行度及条子的内部结构,头并总牵伸小于并合数,后区牵伸偏大掌握,末并采取集中前区牵伸的工艺,适当降低并条机速度,以减少棉结,适当放大罗拉隔距,可改善条干水平。工艺配置与质量见表4。
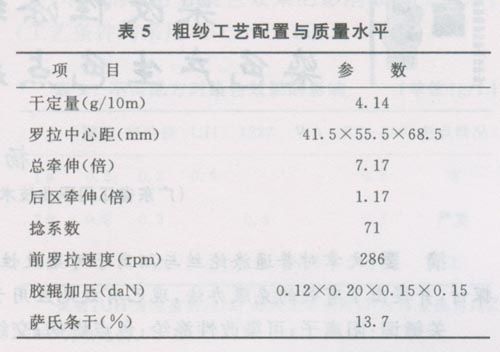
2.2.4粗纱工序
粗纱仍以提高纤维的分离度和伸直平行度,改善纱条内在结构为原则。采用集中前区牵伸的工艺,粗纱捻系数偏大掌握,控制粗纱伸长率,减少细节的产生,减小粗纱的轴向卷绕密度,保证粗纱的成形良好。工艺配置与质量水平见表5。
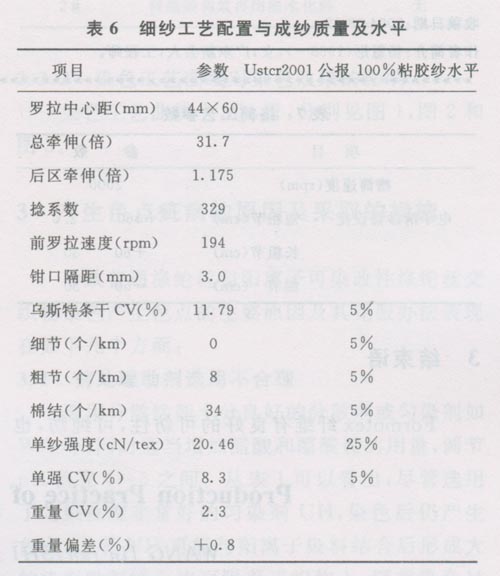
2.2.5细纱工序
细纱工序采用小后区牵伸倍数,集中前区牵伸,大后区隔距的工艺配置。优选钳口隔距,选用了低硬度高弹性皮辊及碳纤弹性上销,罗拉速度适当降低,钢丝圈比纺棉时稍重,以控制气圈,减少纱线毛羽。工艺配置与成纱质量见表6。
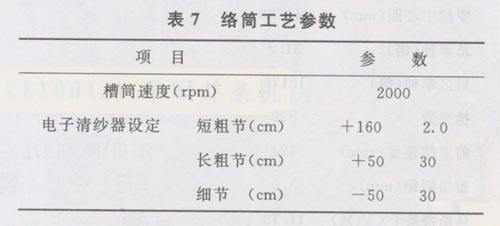
2.2.6络筒工序
络筒时,纱经过电子清纱器,采用空气捻接器接头,选用金属槽筒,适当降低槽筒速度,以减少筒子纱的毛羽,工艺参数见表7。
3 结束语
Formotex纤维有良好的可纺性,可纯纺,也可与其它纤维混纺交织。生产中细纱工序要优选钢领和钢丝圈,细纱、络筒工序要降低车速,以减少纱线毛羽。Formotex 14.8 tex及Formotex/JC 50/50 14.7 tex两纱各项指标除单纱强度外,均达到Uster2001公报5%水平(Formotex 14.8tex参照Uster2001统计值100%粘胶纱标准,Formotex/JC 50/50 14.7 tex参照Uster2001统计值精梳涤/棉65/35混纺纱标准)。优良的品质不仅满足了用户生产高档针织产品的要求,且为公司带来了可观的经济效益。