
ΫϋΦΗΡξά¥Θ§ΥφΉ≈Έ“ΙζΖΡ÷·ΙΛ“ΒΒΡ―ΗΥΌΖΔ’ΙΘ§Ης÷÷–¬–ΆœΥΈ§ΓΔ–¬–ΆΖΡ…¥ΦΦ θΦΑ–¬–ΆΜ® Ϋ…¥œΏ≥ωœ÷ΝΥ«ΑΥυΈ¥”–ΒΡΖΔ’ΙΨ÷ΟφΓΘ”»Τδ «–¬“Μ¥ζΥ≈ΖΰΒγΜζ÷ώΫΎ…¥ΖΡ…¥ΉΑ÷ΟΒΡΆΤ≥ωΘ§ Ι―–÷ΤΚΆΩΣΖΔ÷ώΫΎ…¥ΗϋΦ”ΦρΒΞΖΫ±ψΕχ”÷Έ»Ε®Ω…ΩΩΓΘ÷ώΫΎ…¥ «“Μ÷÷ΫαΙΙ–¬”±ΒΡΜ® Ϋ…¥Θ§ «‘ΎΜΖΕßœΗ…¥Μζ…œΦ”ΉΑ÷ώΫΎΖΡ…¥ΉΑ÷ΟΘ§“‘ΗΡ±δ≥……¥ΫαΙΙΕχ…ζ≤ζΒΡ“Μ÷÷–¬–Ά…¥Θ§Φ»Ω…“‘”Ο”ΎΜζ÷·ΈοΘ§“≤Ω…“‘”Ο”Ύ’κ÷·ΈοΚΆΉΑ ΈΈοΓΘ”…”Ύ÷ώΫΎ¥σ–ΓΓΔΖ÷≤Φ≤ΜΆ§Φ”…œ÷·‘λΙΛ“’ΒΡ±δΜ·Θ§ Ι÷·Έο≤ζ…ζΗς÷÷≤ΜΆ§ΒΡΖγΗώΘ§…ν ήœϊΖ―’ΏΒΡœ≤Α°ΓΘ
Έ“ΙΪΥΨ≤…”ΟCCZ-Δω–Ά÷ώΫΎ…¥ΉΑ÷ΟΘ§≥…ΙΠΒΊ―–÷ΤΩΣΖΔΝΥ“ΜœΒΝ–¥ΩΟό’κ÷·”Ο÷ώΫΎ…¥Θ§ ήΒΫ”ΟΜßΜΕ”≠ΚΆΚΟΤάΓΘ
1 ’κ÷·÷ώΫΎ…¥ΒΡΧΊΒψΚΆΦΦ θ“Σ«σ
1Θ°1’κ÷·÷ώΫΎ…¥ΒΡΧΊΒψ
’κ÷·”Ο÷ώΫΎ…¥”κΤ’Ά®’κ÷·…¥œύ±»Θ§Φ»“Σ«σ≥……¥œΗΫΎ…ΌΘ§ΡμΕ»–ΓΘ§Ά§ ±“Σ«σ÷ώΫΎΖ÷≤Φ“ΣΚœΚθ“Σ«σΓΘ÷ώΫΎΒΡΉν¥σ¥÷Ε»≤ΜΡή≥§Ιΐ’κ―έΒΡ¥σ–ΓΘ§Ζώ‘ρΜα‘λ≥…ΤΤΕ¥ΓΔΕœ’κΒ»ΓΘ’κ÷·÷ώΫΎ…¥Ω…“‘”κΤ’Ά®’κ÷·…¥ΫΜ÷·Θ§“≤Ω…“‘»Ψ…ΪΚσΫχ––…Ϊ÷·Θ§≤ΜΆ§ΒΡ÷ώΫΎ…¥Θ§‘Ύ’κ÷·Έο±μΟφ–Έ≥…≤ΜΆ§ΒΡ…Ϊ≤ ΚΆΖγΗώΓΘ
1.1Θ°1÷ώΫΎ…¥ΒΡΚ≈ ΐ
’κ÷·÷ώΫΎ…¥ΒΡΚ≈ ΐΑϋά®Μυ…¥Κ≈ ΐΚΆΤΫΨυΚ≈ ΐ(Μρ≥ΤΜλΚœΚ≈ ΐ)ΓΘΜυ…¥Κ≈ ΐ”κ’κ÷·”Ο…¥œύΆ§ΘΜΤΫΨυΚ≈ ΐΘ§¥”ΖΡ…¥ΙΛ“’ά¥Ϋ≤Θ§ΗυΨί÷ώΫΎΙΛ“’≤Έ ΐΒΡ±δΜ·Εχ±δΜ·Θ§”κ÷ώΫΎ≤Έ ΐ”–ΙΊΓΘΕ‘’κ÷·≤ζΤΖά¥Ϋ≤Θ§ΤΫΨυΚ≈ ΐΒΡ¥σ–Γ÷±Ϋ””Αœλ’κ÷·ΈοΩΥ÷ΊΒΡ¥σ–ΓΘ§“ρ¥ΥΘ§’κ÷·”Ο÷ώΫΎ…¥Ε‘ΤΫΨυΚ≈ ΐ”–œύ”ΠΒΡ“Σ«σΓΘ
1Θ°1Θ°2÷ώΫΎ≤Έ ΐ
’κ÷·”Ο÷ώΫΎ…¥Αϋά®”–Ιφ¬…Ζ÷≤Φ÷ώΫΎ…¥ΚΆΈόΙφ¬…Ζ÷≤Φ÷ώΫΎ…¥ΓΘ”–Ιφ¬…Ζ÷≤Φ÷ώΫΎ…¥Αϋά®“ΜΉι≤Έ ΐ”–Ιφ¬…ΚΆΕύΉι≤Έ ΐ”–Ιφ¬…ΓΘΈ“Ο«‘χΨ≠ΈΣ”ΟΜß…ζ≤ζΝΥ12Ήι≤Έ ΐ”–Ιφ¬…ΒΡ÷ώΫΎ…¥ΓΘ÷ώΫΎ…¥ΒΡ÷ώΫΎ≤Έ ΐΑϋά®÷ώΫΎ¥÷Ε»ΓΔ÷ώΫΎ≥ΛΕ»ΚΆ÷ώΫΎΦδΨύ»ΐΗω≤Έ ΐΘ§’β»ΐΗω≤Έ ΐΒΡ≤ΜΆ§ΉιΚœ÷±Ϋ””Αœλ’κ÷·ΈοΒΡΖγΗώΦΑΚώΕ»Θ§“ρΕχ≤ΜΆ§ΒΡ’κ÷·≤ζΤΖΕ‘÷ώΫΎ≤Έ ΐ”–≤ΜΆ§ΒΡ“Σ«σΓΘ
(1)÷ώΫΎ¥÷Ε»ΓΘ’κ÷·”Ο÷ώΫΎ…¥Α¥÷ώΫΎ¥÷Ε»Ζ÷ΈΣœΗ÷ώΫΎ÷ώΫΎ…¥(÷ώΫΎ¥÷Ε» «Μυ…¥ΒΡ1Θ°5±ΕΓΪ1Θ°8±ΕΘ§“≤”–1Θ°3±ΕΒΡ)ΓΔ¥÷÷ώΫΎ÷ώΫΎ…¥(¥÷Ε» «Μυ…¥ΒΡ2Θ°0±ΕΓΪ2Θ°5±ΕΘ§ΧΊ β“Σ«σΒΡ¥÷Ε»‘Ύ3Θ°5±Ε“‘…œ)ΓΘΈ“Ο«‘χΨ≠ΈΣ”ΟΜß…ζ≤ζΙΐ÷ώΫΎ¥÷Ε»ΈΣ3Θ°7±ΕΒΡ¥÷÷ώΫΎ÷ώΫΎ…¥ΓΘ
(2)÷ώΫΎ≥ΛΕ»ΓΘ’κ÷·”Ο÷ώΫΎ…¥Α¥ΫΎ≥ΛΖ÷ΈΣΕΧ÷ώΫΎ÷ώΫΎ…¥(÷ώΫΎ≥ΛΕ»ΈΣ2Θ°0 cmΓΪ5Θ°0 cm)ΓΔ≥Λ÷ώΫΎ÷ώΫΎ…¥(÷ώΫΎ≥ΛΕ»ΈΣ6Θ°0 cmΓΪ15Θ°0 cm)ΓΘΧΊ β≥ΛΕ»“Σ«σ÷ώΫΎ≥ΛΕ»Ω…¥ο15 cmΓΪ25 cmΓΘΈ“Ο«‘χΨ≠…ζ≤ζΙΐ÷ώΫΎ≥ΛΕ»ΈΣ80 cmΓΪ120 cmΒΡ÷ώΫΎ…¥ΓΘ
(3)÷ώΫΎΦδΨύΓΘ’κ÷·”Ο÷ώΫΎ…¥ΒΡ÷ώΫΎΦδΨύ“ΜΑψ“≤”–ΕΧΫΎΨύΚΆ≥ΛΫΎΨύ÷°Ζ÷Θ§ΕΧΫΎΨύ÷ώΫΎ…¥ΫΎΨύ‘Ύ2 cmΓΪ10 cmΖΕΈßΡΎΘ§≥ΛΫΎΨύ÷ώΫΎ…¥ΫΎΨύ“ΜΑψ‘Ύ20 cmΓΪ40 cmΖΕΈßΡΎΘ§ΧΊ β“Σ«σΫΎΨύΩ…“‘≥§Ιΐ200 cmΓΘ
1Θ°2ΖΡ…¥ΦΦ θ“ΣΒψ
”…”Ύ’κ÷·”Ο÷ώΫΎ…¥ «”Ο”Ύ’κ÷·…η±ΗΘ§ΤδΖΡ…¥ΙΛ“’Μυ±Ψ ”Ο”Ύ¥ΪΆ≥ΒΡ’κ÷·…¥ΙΛ“’ΓΘ¥”Ης÷÷≤ΜΆ§÷ώΫΎ≤Έ ΐ’κ÷·”Ο÷ώΫΎ…¥ΒΡ…ζ≤ζ ΒΦυ÷–ΧεΜαΒΫΘ§œ¬Ν–ΦΗΗωΙΛ“’Έ Χβ «ΤδΖΡ…¥ΒΡΦΦ θ“ΣΒψΓΘ
(1)œΗ…¥Κσ«χ«Θ…λ±Ε ΐΓΘœΗ…¥Κσ«χ«Θ…λ±Ε ΐΘ§“ΜΑψ”ΠΫι”Ύ1Θ°2±ΕΓΪ1Θ°3±Ε÷°ΦδΘ§Φ¥ Β±Ζ≈¥σΚσ«χ«Θ…λ±Ε ΐΘ§ Β±ΫΒΒΆ«Θ…λΝΠΘ§Φθ–Γ«Θ…λΝΠΒΡ≤®Ε·Θ§”–άϊ”ΎΦθ…Ό≥ωΓΑ”≤ΆΖΓ±ΓΘ’β÷÷«ιΩωΕ‘”ΎΜυ…¥Κ≈ ΐΫœ–ΓΒΡœΗΚ≈÷ώΫΎ…¥”»ΈΣ÷Ί“ΣΓΘ
(2)œΗ…¥«·ΩΎΗτΨύΓΘœΗ…¥«·ΩΎΗτΨύΩιΒΡ―Γ≈δ”Π”–άϊ”ΎœΥΈ§ΒΡΩΊ÷ΤΚΆ«Θ…λΝΠΒΡΈ»Ε®Θ§Ε‘÷ώΫΎ…¥Εχ―‘Θ§”Π‘ΎΤΫΨυΚ≈ ΐΚΆΜυ…¥Κ≈ ΐ÷°Φδ―Γ‘ώΓΘ
(3)œΗ…¥«Α¬όά≠ΥΌΕ»ΓΘ’κ÷·”Ο÷ώΫΎ…¥«Α¬όά≠ΥΌΕ»ΒΡ…ηΕ®“ΜΑψ±»Τ’Ά®’κ÷·…¥“ΣΒΆ10ΘΞΓΪ20ΘΞΘ§Ε‘”Ύ÷ώΫΎΫœ¥÷ΓΔΫœ≥ΛΒΡ÷ώΫΎ…¥Θ§ΈΣΝΥΫΒΒΆ≥……¥«ΩΝΠ≤Μ‘»Θ§Φθ…ΌœΗ…¥ΕœΆΖΘ§«Α¬όά≠ΥΌΕ»”ΠΫχ“Μ≤ΫΤΪΒΆ…ηΕ®ΓΘ≥θ¥Έ ‘ΖΡΗυΨί¥σΓΔ÷–ΓΔ–Γ…¥Τχ»ΠΦΑΕœΆΖ÷π≤ΫΒς’ϊΓΘ«Α¬όά≠ΥΌΕ»¥σ–ΓΒΡ…ηΕ®ΜΙ”κΜυ…¥Κ≈ ΐΓΔ÷ώΫΎ¥÷Ε»ΓΔ÷ώΫΎ≥ΛΕ»Β»≤Έ ΐ”–ΙΊΓΘ
(4)Η÷ΝλΗ÷ΥΩ»ΠΓΘΗ÷Νλ“ΜΑψ―Γ”ΟPG1-4254–ΆΗ÷ΝλΘ§”–άϊ”ΎΦθ…ΌΤχ»Π’≈ΝΠ¥σ–ΓΒΡ≤®Ε·ΓΘΈ“Ο«ΖΡ÷ώΫΎ…¥ ±Θ§≤ΜΙή «÷–Κ≈ΜΙ «¥÷Κ≈…¥Ψυ≤…”ΟΉ‘»σΜ§Η÷ΝλΓΘΗ÷ΥΩ»ΠΒΡ―Γ≈δ «ΖΡ÷Τ÷ώΫΎ…¥ΒΡΡ―ΒψΘ§”…”Ύ÷ώΫΎ…¥ΒΡ÷ώΫΎ≤Έ ΐ±δΜ·¥σΘ§Μυ…¥Κ≈ ΐ”κΤΫΨυΚ≈ ΐ”– ±≤ν“λΫœ¥σΘ§Α¥’’Η÷ΥΩ»Π÷ΊΝΩ‘ΎΜυ…¥Κ≈ ΐ”κΤΫΨυΚ≈ ΐ÷°Φδ―Γ‘ώ ±Θ§ΆυΆυ“ΣΨ≠Εύ¥ΈΖ¥Η¥±»Ϋœ≤≈Ρή»ΖΕ®Θ§Η÷ΥΩ»ΠΒΡΫΊΟφ–ΈΉ¥“‘ΗΏΙ≠–ΆΈΣ“ΥΓΘ
(5)œΗ…¥ΡμœΒ ΐΓΘ≥ΐ”ΟΜßΧΊΕ®“Σ«σΆβΘ§ΡμœΒ ΐ“ΜΑψ…ηΕ®‘Ύ340ΓΪ360÷°ΦδΓΘ
2÷ ΝΩΩΊ÷Τ
’κ÷·”Ο÷ώΫΎ…¥ΒΡ÷ ΝΩΩΊ÷Τ”Π“‘¬ζΉψ”ΟΜßΒΡΉν÷’“Σ«σΈΣΡΩΒΡΓΘ¥”≥……¥ΒΡ ΒΈο÷ ΝΩΚΆΈοάμ÷Η±ξΝΫΗωΖΫΟφά¥ΩΊ÷Τ÷ώΫΎ…¥ΒΡ÷ ΝΩΥ°ΤΫΓΘ’κ÷·”Ο÷ώΫΎ…¥ τΖ«±ξΉΦΜ·ΒΡ–¬–ΆΜ® Ϋ…¥Θ§ΈόΆ≥“Μ––“Β±ξΉΦΘ§’κ÷·≥ß…ΧΤ’±ι“‘÷·‘λ ±ΒΡ≤ΦΟφΖγΗώΓΔΩΥ÷ΊΦΑ÷·‘λ ±ΕœΆΖ«ιΩωά¥ΚβΝΩ’κ÷·”Ο÷ώΫΎ…¥ΒΡ÷ ΝΩ”≈Ν”Θ§’β «”ΟΜß»œΩ…÷ ΝΩΒΡΉνΜυ±Ψ“Σ«σΓΘ≤…”ΟΦλ≤β“«ΤςΫχ––≥……¥ΗςœνΈοάμ÷Η±ξΦλ≤β ±Θ§”ΠΗυΨί’κ÷·÷ώΫΎ…¥ΒΡΧΊ–‘÷ΤΕ®œύ”ΠΒΡΤσ“Β±ξΉΦΘ§Ϋ®ΝΔ’κ÷·”Ο÷ώΫΎ…¥ΒΡ÷ ΝΩΩΊ÷ΤΧεœΒΓΘ
Έ“Ο«≤Έ’’Τ’Ά®’κ÷·…¥ΒΡ÷ ΝΩΦλ≤βΧεœΒΘ§Ε‘≥…≈ζ…ζ≤ζΒΡ’κ÷·”Ο÷ώΫΎ…¥÷ΤΕ®ΝΥ≥……¥÷ ΝΩΦλ≤β÷Η±ξΘ§Αϋά®ΤΫΨυΚ≈ ΐΓΔΒΞ…¥«ΩΝΠΓΔΒΞ«ΩCVΓΔΑΌΟΉ÷ΊΝΩCVΓΔΧθΗ…CVΓΔΚΎΑεΫα‘”ΓΔœΗ…¥ΡμΕ»ΦΑΡμΕ»CVΒ»÷Η±ξΓΘ
2Θ°1÷ΊΝΩCVΓΔ«ΩΝΠCV ‘―ι(Φϊ±μ1)
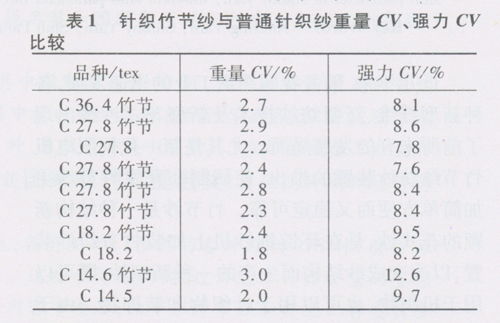
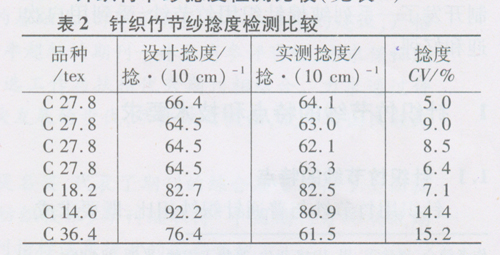
”…±μ1Ω…÷ΣΘ§’κ÷·”Ο÷ώΫΎ…¥ΒΡΒΞ«ΩCVΓΔΑΌΟΉ÷ΊΝΩCVΤ’±ιΫœ¥σΘ§Μυ…¥…¥Κ≈‘ΫœΗΘ§ ΐ÷Β‘Ϋ¥σΓΘ”…±μ2Ω…÷ΣΘ§’κ÷·”Ο÷ώΫΎ…¥”…”Ύ÷ώΫΎΒΡ–ΈΧ§ΚΆΖ÷≤Φ≤ν“λΘ§Τδ≥……¥ΡμΕ»ΤΫΨυ÷Β”κ…ηΦΤΡμΕ»Υδ≤ν“λ≤Μ¥σΘ§ΒΪΡμΕ»≤Μ‘»¬ ΫœΗΏΓΘ
2Θ°3ΈΎΥΙΧΊΧθΗ… ‘―ι(Φϊ±μ3)
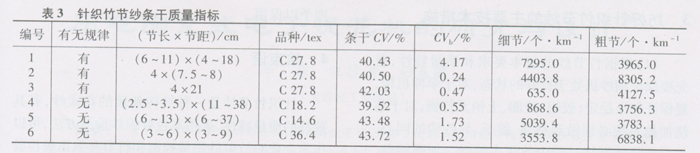
’κ÷·÷ώΫΎ…¥≤®ΤΉΆΦ ΨάΐΦϊΆΦ1ΓΔΆΦ2ΓΔΆΦ3ΓΔΆΦ4ΓΔΆΦ5ΓΘ
Ά®ΙΐΧθΗ…Ψυ‘»Ε»Φλ≤β”κ≤®ΤΉΆΦΖ÷ΈωΘ§’κ÷·÷ώΫΎ…¥ΒΡΧθΗ…÷ ΝΩ”–“‘œ¬ΦΗœνΧΊΒψΓΘ
(1)ΧθΗ…CVΓΔ«ßΟΉœΗΫΎΓΔ«ßΟΉ¥÷ΫΎ ΐ÷Β¥σ¥σΗΏ”ΎΤ’Ά®’κ÷·…¥ΒΡ ΐ÷ΒΘ§’β «÷ώΫΎ…¥ΒΡœ‘÷χΧΊ–‘ΓΘ
(2)ΧθΗ…CVb÷ΒΫœ–ΓΘ§Ζ¥”≥≥ω÷ώΫΎ…¥ΉΑ÷ΟΆ§“Μ–‘ΫœΚΟΓΘ’κ÷·÷ώΫΎ…¥÷–ΕΧ÷ώΫΎ”κ≥Λ÷ώΫΎ÷ώΫΎ…¥œύ±»Θ§Τδ«ßΟΉœΗΫΎΫœΒΆΘ§Εχ≥Λ÷ώΫΎ÷ώΫΎ…¥‘ρ«ßΟΉœΗΫΎΒΡ ΐ÷ΒΨυΗΏ”ΎΤδ«ßΟΉ¥÷ΫΎΓΘ
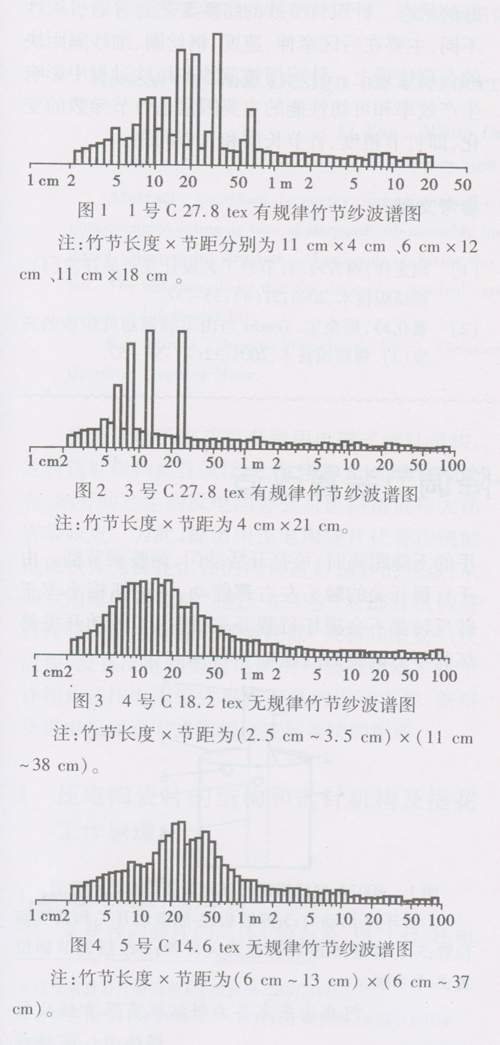
(3)’κ÷·÷ώΫΎ…¥ΒΡ≤®ΤΉΆΦΕ‘”Ύ”–Ιφ¬…ΚΆΈόΙφ¬…÷ώΫΎ…¥”–≤ΜΆ§ΒΡΧΊ’ςΆΦ–ΈΓΘΕ‘”Ύ”–Ιφ¬…÷ώΫΎ…¥Θ§Τδ≤®ΤΉΆΦ”–Οςœ‘ΒΡΆΙΤπ≥ΛΧθΘ§Τδ≤®≥Λ «ΫΎ≥Λ”κΫΎΨύ÷°ΚΆΓΘΕύΉι≤Έ ΐ”–Ιφ¬…÷ώΫΎ…¥‘ρ”–ΕύΗωΆΙΤπΒΡ≥ΛΧθΘ§ΈόΙφ¬…÷ώΫΎ…¥Τδ≤®ΤΉΆΦ“ΜΑψΈΣΓΑ…ΫΖεΓ±Ή¥Θ§»γΆ§Τ’Ά®’κ÷·…¥ΒΡΓΑ≤®Γ±Θ§Τδ≤®≥Λ‘ΎΫΎ≥Λ”κΫΎΨύ÷°ΚΆΒΡΉν–Γ÷Β”κΉν¥σ÷ΒΖΕΈß÷°ΡΎΓΘΕ‘”ΎΈόΙφ¬…÷ώΫΎ…¥Θ§”»Τδ «ΫΎΨύΖΕΈß–ΓΒΡΈόΙφ¬…÷ώΫΎ…¥Θ§”…”ΎΡ≥–©≤Έ ΐ…η÷Ο÷ΊΗ¥Θ§Ι “≤Μα≥ωœ÷ΆΙΤπΒΡ≥ΛΧθΘ§≥ωœ÷ΒΡΆΙΤπ≥ΛΧθ”κΤδ÷ΊΗ¥ΒΡ≤Έ ΐ”–ΙΊΘ§±μ ΨΈόΙφ¬…Ζ÷≤ΦΒΡ16Ήι≤Έ ΐΩ…Ρή÷ΊΗ¥ΒΡΡ≥ΦΗΗωΉιΚœ≤Έ ΐ≥ωœ÷ΒΡΗ≈¬ ΓΘ
Ά®Ιΐ…œ ωΖΡ…¥Ιΐ≥ΧΒΡ≥ΘΙφ ‘―ιΘ§Ω…“‘ΒΟ≥ω“‘œ¬Ϋα¬έΓΘ’κ÷·÷ώΫΎ…¥ΉςΈΣ“Μ÷÷Μ® Ϋ…¥Θ§Τδ≥……¥ΫαΙΙ≤ΜΆ§”ΎΤ’Ά®’κ÷·…¥ΓΘ”…”ΎΤδΫαΙΙΒΡΗΡ±δΘ§”Ο”Ύ±Ψ…Ϊ’κ÷·…¥ΒΡ÷ ΝΩΦλ≤βœνΡΩ”––©Ω…“‘ΉςΈΣ÷ώΫΎ…¥ΒΡΦλ―ιΡΎ»ίΘ§ΒΪ‘Ύ÷Η±ξ…œ”–Οςœ‘≤ν“λΘ§»γ÷ΊΝΩΤΪ≤νΓΔ«ΩΝΠΓΔ÷ΊΝΩCVΓΔ«ΩΝΠCVΒ»Θ§”––©œνΡΩ‘ρΩ…“‘ΉςΈΣΤά≈–÷ώΫΎ≤Έ ΐΉΦ»Ζ”κΖώ ±≤ΈΩΦΘ§»γΧθΗ…Ψυ‘»Ε»≤®ΤΉΆΦΓΘ
3 ΖΡΚΟ’κ÷·÷ώΫΎ…¥ΒΡ÷ς“ΣΦΦ θ¥κ ©
(1)ΗυΨί÷ώΫΎ…¥ΒΡΜυ±Ψ“Σ«σΚΆ÷ ΝΩΧΊ–‘Θ§ Ήœ»“Σ±Θ÷ΛœΗ…¥Μζ¥Π”ΎΝΦΚΟΒΡΉ¥Χ§Θ§Ε‘”Ύ«Θ…λΜζΙΙΘ§“Σ±Θ÷ΛΦ”―ΙΈ»Ε®Θ§ΫΚΙθΓΔΫΚ»ΠΓΔ…œœζΈό¥ρΕΌΘ§Ε‘”ΎΨμ»ΤΦ”ΡμœΒΆ≥±Ί–κΉωΒΫΗ÷ΝλΓΔΕßΉ”ΓΔΒΦ…¥Ι≥ΒΡΆ§–ΡΘ§ΨΓΩ…ΡήΫΒΒΆΨμ»ΤΙΐ≥Χ÷–ΒΡ’≈ΝΠ≤®Ε·ΓΘΦ”«ΩΕß≈ΧΓΔΕߥχΒΡΈ§ΜΛΘ§“‘ΫΒΒΆ“ρΥΊ‘λ≥…ΒΡΡμΕ»≤ν“λΓΘ
(2)÷ώΫΎ…¥ΉΑ÷ΟΒΡ―Γ–Ά”ΠΗυΨί’κ÷·÷ώΫΎ…¥…Ό≈ζΝΩΓΔΕύΨß÷÷ΒΡΧΊΒψΘ§―Γ”ΟΥ≈ΖΰΒγΜζ÷ώΫΎ…¥ΉΑ÷ΟΘ§Ω…”––ß±Θ÷Λ÷ώΫΎ≤Έ ΐΒΡΩ…ΩΩ”κΈ»Ε®Θ§«“ΒςΫΎΖΫ±ψΓΘ
(3)»ΖΕ®÷ώΫΎ…¥ΖΡ…¥ΙΛ“’ΒΡ÷ς“Σ≤Έ ΐ ±Θ§œΗ…¥Μζ«Α¬όά≠ΥΌΕ»ΓΔΗ÷ΥΩ»ΠΓΔΗτΨύΩιΕ‘ΖΡ…¥ΕœΆΖΒΡ”Αœλ…θ¥σΘ§”Π¬δ ΒΉ®»ΥΗυΨί…ζ≤ζ«ιΩωΦΑ ±Βς’ϊΓΘ
(4)”…”Ύ’κ÷·÷ώΫΎ…¥ΒΡΤχ»Π–ΈΧ§Ε·Χ§±δΜ·ΤΒΖ±Θ§Η÷ΥΩ»ΠΕ‘Η÷ΝλΒΡ‘Υ––ΙλΦΘ“≤≤ΜΆ§”ΎΤ’Ά®’κ÷·…¥Θ§“ρΕχΗ÷ΝλΒΡΡΞΥπ≤ΜΆ§”ΎΖΡ÷ΤΤ’Ά®’κ÷·…¥Θ§”ΠΦ”«ΩΕ‘Η÷ΝλΒΡ±Θ―χΗϋΜΜΘ§Ζά÷ΙœΗ…¥Μζ¥σΟφΜΐΕœΆΖΓΘ
(5)‘Ύ»ΖΕ®÷ώΫΎ…¥ΙΛ“’≤Έ ΐ ±”ΠΒ±ΉΔ“β÷ώΫΎ–ΈΧ§ΒΡ―Γ‘ώΘ§ΈόΧΊ β“Σ«σΘ§”Π―Γ”ΟΓΑ± Φβ–ΈΓ±Θ§“‘Φθ…Ό÷ώΫΎ…¥Ά®Ιΐ’κ―έ ±≤ζ…ζΙΈΟΪ…θ÷ΝΕœΆΖΓΘ
(6)‘Ύ¬γΆ≤ΙΛ–ρ≤…”ΟΒγΉ”«ε…¥ΤςΘ§Ε‘¥σ”Ύ÷ώΫΎ¥÷Ε»ΒΡΓΑ¥÷÷ώΫΎΓ±”η“‘”––ß«–≥ΐΘ§Εχ’ΐ≥ΘΒΡ÷ώΫΎ‘ρ”η“‘±ΘΝτΓΘ
4 Ϋα χ”ο
’κ÷·÷ώΫΎ…¥ «“Μ÷÷ΫαΙΙ–¬”±ΒΡΜ® Ϋ…¥Θ§”–ΤδΕάΧΊΒΡ÷ ΝΩΧΊ–‘Θ§≤…”Ο±Ψ…Ϊ’κ÷·…¥Φλ≤βΖΫΖ®Θ§Ω…“‘ΉςΈΣΤσ“ΒΕ‘÷ώΫΎ…¥÷ ΝΩΩΊ÷ΤΚΆ÷ώΫΎ≤Έ ΐ’ΐ»ΖΦλ―ιΤά≈–ΒΡ“άΨίΓΘΖΡ÷Τ’κ÷·÷ώΫΎ…¥ΒΡΙΊΦϋ‘Ύ”Ύ≈δ÷Ο–‘Ρήœ»ΫχΒΡ÷ώΫΎ…¥ΉΑ÷ΟΘ§≤Δ±Θ÷ΛΜΖΕßœΗ…¥Μζ¥Π”ΎΝΦΚΟΒΡΉ¥Χ§ΓΘ’κ÷·÷ώΫΎ…¥ΒΡΖΡ…¥ΙΛ“’”κΤ’Ά®Μζ÷·…¥≤ΜΆ§Θ§÷ς“Σ‘ΎΚσ«χ«Θ…λΓΔΥΌΕ»ΓΔΗ÷ΥΩ»ΠΓΔœΗ…¥ΗτΨύΩιΒΡΚœάμ―Γ‘ώ…œΓΘ’κ÷·”Ο÷ώΫΎ…¥‘ΎΖΡ…¥Ιΐ≥Χ÷–”Αœλ…ζ≤ζ–߬ ΚΆΩ…ΖΡ–‘ΡήΒΡ÷ς“Σ“ρΥΊ «÷ώΫΎ≤Έ ΐΒΡ±δΜ·Θ§Φ¥÷ώΫΎ¥÷Ε»ΓΔ÷ώΫΎ≥ΛΕ»ΚΆ÷ώΫΎΦδΨύΓΘ