
¥Ωή―¬ι≤ζΤΖ“ρΨΏ”–Έϋ Σ…Δ»»ΩλΓΔ≤Φ…μΆΠΥ§ΆΗΤχΓΔΩΙΨζΖάΗ·Β»ΧΊΒψΘ§±Ε ήœϊΖ―’ΏΒΡ«ύμυΓΘΫϋΡξά¥Θ§ή―¬ι≤ζΤΖ‘Ϋά¥‘Ϋ«ςœρΗΏΒΒΜ·Θ§¥Ωή―¬ι¥σΧαΜ®÷Τ≥…ΒΡ¥≤ΒΞΓΔΧ®≤Φ“‘ΦΑή―¬ιΉΑ Έ≤ΦΒΡ–η«σΝΩ“≤‘Ϋά¥‘Ϋ¥σΓΘΒΪ¥Ωή―¬ι≤ζΤΖ…ζ≤ζΡ―Ε»Ϋœ¥σΘ§ή―¬ι…¥Ϋ§…¥ΦΦ θ»‘≤ΜΙΜ≥… λΓΘΥδ»ΜΫϋΡξά¥»ΥΟ«“≤‘Ύ¥Ωή―¬ιΫ§…¥ΦΦ θ…œΫχ––Ιΐ¥σΝΩΒΡΧΫΥςΘ§ΒΪΕ‘”–ΙΊ¥Ωή―¬ιΫ§…¥ΙΛ“’¬ΖœΏΓΔΫ§Νœ≈δΖΫΒ»ΙΊΦϋΦΦ θ»‘¥Π”ΎΧΫΥς÷°÷–ΓΘΈΣ¥ΥΘ§± ’ΏΫαΚœΡ≥≥ß…ζ≤ζΒΡ28Θ·28 275Θ°5Θ·220160¥Ωή―¬ι≤ΦΘ§ΨΆ¥Ωή―¬ι…¥Ϋ§…¥ΦΦ θΉς–©ΧΫΧ÷Θ§Ι©Ιψ¥σΆ§» ≤ΈΩΦΓΘ
1 ή―¬ιΒΡ…œΫ§ΙΛ“’“Σ«σ
ή―¬ι…œΫ§ΒΡΡΩΒΡ≤Δ≤Μ‘Ύ”Ύ‘ω«ΩΘ§Εχ‘Ύ”ΎΦ»“ΣΧυΖϋΤδ≥ΛΕχ”≤ΒΡΟΪ”πΘ§”÷“Σ…ηΖ® ΙΫ§…¥»α»ΆΡΆΡΞΓΘ»τ≤Μ≥δΖ÷ΫΪΤδΟΪ”πΧυΖϋΘ§’β–©≥ΛΟΪ”π‘Ύ…œΜζ÷·‘λ ±Θ§ΦΪ“Ή‘ΎΆΘΨ≠Τ§¥Π‘λ≥…¥σΝΩΒΡ¬ιœΥΈ§Ε―ΜΐΘ§”»Τδ «ΩΩΫϋΉέΥΩ«ΑΟφΝΫ≈≈ΆΘΨ≠Τ§ΦΪ“ΉΕ―Μΐ¬ιœΥΈ§ΚΆΤδΈϋΗΫΒΡΫ§ΝœΕχ Ι…¥œΏΨά≤χΫαΆ≈Θ§ΒΦ÷¬÷·‘λ ±¥σΝΩΕœΆΖΘ§≤ΦΟφΒθΨ≠¥ΟΒψ―œ÷ΊΓΘ»γΙϊΥδΫΪΤδΫ§…¥ΟΪ”πΧυΖϋΘ§ΒΪΫ§…¥”≤ΆΠ‘ρΦΪ“Ή‘λ≥…ΆΘΨ≠Τ§ΈόΖ®ΦΑ ±œ¬¬δΘ§Εχ ΙΕœ…¥Κα‘ΎΥσΩΎΦδΒΦ÷¬“ΐΈ≥‘ΥΕ·≤ΜΈ»Θ§“ρ¥ΥΦ»“Σ≥δΖ÷ΧυΖϋΟΪ”πΘ§”÷“Σ ΙΫ§…¥»α»ΆΡΆΡΞ «Ϋ§…¥±Ί–κΫβΨωΒΡΙΊΦϋΈ ΧβΓΘ
2ή―¬ι…¥Ϋ§…¥ΙΛ“’¬ΖœΏΒΡ»ΖΕ®
2Θ°1ΗΏ≈®Ε»Θ§÷–’≥Ε»
”…”Ύή―¬ι…¥ΟΪ”π≥ΛΕχΕύΓΔ≥ΛΕχ”≤Θ§ΟΜ”–ΉψΙΜΒΡ…œΫ§¬ “Σ≥δΖ÷ΧυΖϋ’β–©≥Λ¥οΦΗάεΟΉΒΡ≥ΛΟΪ”π «≤ΜΩ…ΡήΒΡΓΘ“Σ¥οΒΫΗΏΒΡ…œΫ§¬ ‘ρ±Ί–κ≤…”Ο≈®Ε»ΫœΗΏΒΡΫ§“ΚΘ§Ά§ ±…¥Χε…œΒΡΫ§“Κ“Σ”–ΉψΙΜ¥σΒΡ’≥ΗΫΝΠά¥’≥ΗΫ“―Ψ≠‘ΎΤδ…μ…œΒΡΟΪ”πΘ§ ΙΤδ‘ΎΆβΝΠ ß»ΞΚσ≤Μ“ρœΥΈ§ΒΡΗ’–‘Εχ÷Ί–¬ΧßΤπΘ§“ΣΉωΒΫ’β“ΜΒψΨΆ±Ί–κ≤…”Ο÷ΊΦ”―ΙΒΡΫ§…¥ΙΛ“’ΓΘ‘Ύ÷ΊΦ”―ΙΒΡΙΛ“’ΧθΦΰœ¬Θ§“Σ Βœ÷ΗΏΒΡ…œΫ§¬ Θ§ΟΜ”–ΉψΙΜΒΡΫ§“Κ≈®Ε» «≤Μ––ΒΡΘ§Ι Ϋ§“Κ≈®Ε»“ΜΑψ“Υ―Γ‘ώ‘Ύ10ΘΞΉσ”“ΓΘΈΣΧαΗΏΫ§“ΚΒΡΫΰΆΗ–‘Θ§Ϋ§“ΚΒΡ’≥Ε»“≤±Ί–κ ÷–ΓΘ
2Θ°2ΥΪΫΰΫ§ΓΘ÷ΊΫΰΆΗ
”…”Ύή―¬ι±Ψ…μ≤ΜΫωΗ’–‘¥σΘ§Εχ«“œΥΈ§±μΟφΙβΜ§Θ§œΥΈ§÷°Φδ±ßΚœΝΠ≤νΘ§1 cm“‘…œΒΡΟΪ”πΘ§ ήά≠ΝΠ ±ΦΪ“Ή¥”…¥…μ÷–ΫΪ’ϊΗυœΥΈ§ά≠≥ωΘ§“ρ¥Υ±Ί–κ”–ΉψΙΜΒΡΫ§“ΚΫΰΆΗΫΪœΥΈ§ΙΧΫαΤπά¥Θ§Εχ“Σ¥οΒΫ’β“ΜΡΩΒΡΘ§‘Ύ”–ΫœΗΏΫ§“Κ≈®Ε»ΒΡ«ιΩωœ¬Θ§≤…”ΟΥΪΫΰΥΪ―ΙΒΡΙΛ“’≈δ÷ΟΘ§œ‘»Μ «±Ί“ΣΒΡΓΘ‘χ”ΟΒΞΫΰΓΔΥΪΫΰΫχ––ΙΐΕ‘±» ‘―ιΘ§≤…”ΟΒΞΫΰΥΪ―ΙΒΡΙΛ“’≈δ÷Ο±»≤…”ΟΥΪΫΰΥΪ―ΙΒΡΙΛ“’≈δ÷ΟΘ§Τδ±ΜΗ≤“ΣΕύ–©Θ§Ϋ§…¥Η…Ζ÷Ϋ ±ΜΒ…¥ΕύΘ§ΧΊ±π «ΜΒ±Ώœ÷œσœύΕ‘―œ÷ΊΘ§÷·‘λ ±≤ΜΫωΕœΆΖ¬ ΗΏΘ§Εχ«“‘ΎΆΘΨ≠Τ§¥Π“≤Ϋœ“ΉΜΐΨέή―¬ιœΥΈ§ΦΑΤδΈϋΗΫΒΡΫ§ΝœΓΘΨΏΧε«ιΩωΦϊ±μ1ΓΘ
2Θ°3÷ΊΦ”―ΙΓΘΧυΖϋΟΪ”π
¥Ωή―¬ι…¥…œΫ§ ±Θ§±Ί–κ≤…”Ο÷ΊΦ”―ΙΒΡΙΛ“’≈δ÷ΟΘ§“ρΈΣή―¬ιœΥΈ§≤ΜΫω¥÷Θ§Εχ«“Η’–‘“≤¥σΘ§“Σ‘ΎΦΖ―Ι«χ ΙΟΪ”π’≥ΗΫΘ§±Ί–κ”–ΉψΙΜΒΡ―ΙΝΠ≤≈”–άϊ”ΎΟΪ”πΧυœρ…¥…μΘ§Ά§ ±÷ΊΦ”―ΙΡήΦΖΒτ…¥œΏ÷–ΗϋΕύΒΡΥ°Ζ÷Θ§―ΙΫ§ΝΠ‘Ϋ¥σΘ§‘ΎΦΖ―Ι«χ―Ι»ΞΒΡΥ°Ζ÷ΨΆ‘ΫΕύΘ§≥ωΦΖ―Ι«χΒΡΨ≠…¥…œΒΡΫ§“Κ≈®Ε»ΨΆ‘ΫΗΏΘ§Τδ’≥ΗΫ÷ΒΨΆ‘Ϋ¥σΘ§ΤδΫ§“Κ’≥ΗΫΝΠΨΆ‘Ϋ¥σΘ§‘Ϋ”–άϊ”ΎΈϋάΈ“―Χυ‘Ύ…¥…μ…œΒΡΟΪ”πΓΘ“ρ¥ΥΘ§“ΣΧυΖϋΫ§…¥ΟΪ”πΘ§±Θ÷ΛΝΦΚΟΒΡΫ§…¥–ßΙϊΘ§«ΑΚσΝΫΗω―ΙΫ§ΙθΨυ–η≤…”ΟΫœ¥σΒΡ―ΙΝΠΘ§ΧΊ±π «ΩΩΫϋΚφΖΩΒΡΚσ―ΙΫ§Ιθ―ΙΝΠ≤ΜΡή–ΓΘ§≤…”ΟΥΪΫΰΥΪ―ΙΓΔ÷ΊΦ”―ΙΒΡΙΛ“’≈δ÷ΟΘ§ΤδΟΪ”πΧυΖϋΒΡ–ßΙϊΚΆ÷·‘λ–ßΙϊΨυ“ΣΚΟ”ΎΒΞΫΰΥΪ―ΙΓΔœ»÷Ί―ΙΚσ«α―ΙΒΡΙΛ“’≈δ÷ΟΓΘ
2Θ°4¥σ’≈ΝΠΘ§ΒΆΜΊ≥±
”…”Ύή―¬ι…¥œΥΈ§Η’–‘¥σΘ§…œΫ§ΚσΗ’–‘Ηϋ¥σΘ§»γ≤…”Ο–Γ’≈ΝΠΙΛ“’≈δ÷ΟΘ§άμ¬έ…œ”–άϊ”ΎΦθ…Όή―¬ι…¥ΒΡΒ·ΝΠΥπ ßΘ§ΒΪ ΒΦ …œ≤…”Ο–Γ’≈ΝΠ≤ΜΫωΫ§…¥Ψμ»Τ ±ΈόΖ®ΫΪ…¥œΏΨμΫτΘ§÷·÷αΨμ»ΤΟήΕ»Κή–ΓΘ§”Αœλ÷·‘λ…ζ≤ζΘ§Εχ«“‘ΎΫ§…¥Η…Ζ÷Ϋ ±Θ§ΦΪ“Ή‘λ≥……¥œΏΕœΆΖΓΘ“ρ¥ΥΘ§± ’Ώ»œΈΣή―¬ιΫ§…¥‘Ύ Σ«χ’≈ΝΠΩ…ΤΪ¥σ’ΤΈ’Θ§ΕχΨμ»Τ’≈ΝΠ±Ί–κ“Σ¥σΓΘ
÷ΎΥυ÷ή÷ΣΘ§ή―¬ιœΥΈ§ΒΡ Σ«Ω“ΣΗΏ”ΎΗ…«ΩΒΡ20ΘΞΓΪ30ΘΞΘ§¥”’βΗω“β“ε…œΫ≤Θ§ή―¬ι…¥ΒΡΚφ≥ωΜΊ≥±¬ Ω…¥σ–©ΓΘΒΪΚφ≥ωΜΊ≥±¬ ¥σΘ§Ϋ§ΡΛΒΡΥΚΝ―«ΩΕ»ΨΆ¥σΘ§‘Ύ≤…”ΟPVAΈΣ÷ςΒΡΜλΚœΫ§Νœ ±Θ§‘Ύ…œΫ§¬ Ϋœ¥σΒΡ«ιΩωœ¬Θ§‘ρΗ…Ζ÷Ϋ ±ΒΡΜΒ…¥œ÷œσ―œ÷ΊΘ§“ρ¥ΥΜΊ≥±¬ “ΣΤΪ–Γ’ΤΈ’Θ§“‘ΩΊ÷Τ‘Ύ4ΘΞΉσ”“ΈΣ“ΥΓΘ
2Θ°5ΗΏ…œΫ§Θ§Κσ…œ”Ά
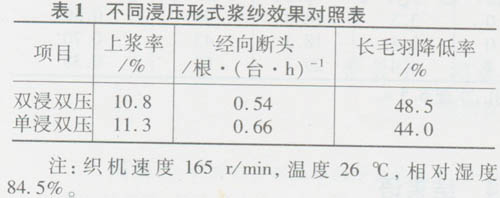
…ζ≤ζ28Θ·28 275Θ°5Θ·220 160ή―¬ι¥σΧαΜ®≤Φ ±Θ§…œΫ§¬ ΒΆ”Ύ11Θ°5ΘΞΘ§Ϋ§…¥≥ΛΟΪ”πΧυΖϋ≤ΜΙΜΘ§»ί“Ή≥ωœ÷ΆΘΨ≠Τ§¥Π¬ιœΥΈ§ΒΡΕ―Μΐ≤χ»ΤΘ§Εχ…œΫ§¬ ΒΆ”Ύ10Θ°5ΘΞΘ§‘ρΦΪ“Ή≥ωœ÷ΆΘΨ≠Τ§¥Π¬ιœΥΈ§≤χ»ΤΤπΆ≈Θ§”Αœλ’ΐ≥Θ÷·‘λΓΘ
ΗΏ…œΫ§¬ ÷Μ“ΣΫ§ΝœΒΡ≈δΖΫΒΟΒ±Θ§÷·≤Φ≥ΒΈ ”–ΫœΗΏΒΡœύΕ‘ ΣΕ»(80ΘΞ“‘…œ)Θ§Φ¥ Ι…œΫ§¬ ¥ο15ΘΞ“≤Ρή»ΓΒΟΫœΚΟΒΡ÷·‘λ–ßΙϊΓΘΡ≥≥ß ΒΦυ“≤±μΟςΘ§…œΫ§¬ ¥ο14Θ°5ΘΞΤδ÷·‘λ–ßΙϊ“ΣΚΟ”Ύ12ΘΞΓΘΗω»Υ»œΈΣΦ» Ι≤ζΤΖΒΡΨ≠Έ≥Οή≤ΜΙΜ¥σΘ§…œΫ§¬ “≤“ΥΤΪΗΏ’ΤΈ’ΓΘΒΪ±Ί–κΟς»Ζ÷Η≥ωΒΡ «…œΫ§¬ ¥οΒΫ12ΘΞΓΪ14ΘΞ ±Θ§÷·≤Φ≥ΒΦδ±Ί–κΧΊ±π÷Ί ”≥ΒΦδΈ¬ ΣΕ»ΒΡΙήάμΘ§Έ¬Ε»ΉνΚΟ“Σ±Θ≥÷‘Ύ25Γφ“‘…œΘ§œύΕ‘ ΣΕ»ΩΊ÷Τ‘Ύ84ΘΞΓΪ88ΘΞ÷°ΦδΓΘ“ρ¥ΥΘ§≤…”Ο“‘PVAΈΣ÷ςΒΡΜλΚœΫ§Νœ ±Θ§…œΫ§¬ “ΥΩΊ÷Τ‘Ύ12ΘΞΓΪ14ΘΞ÷°ΦδΘ§ΒΪΗΏ…œΫ§±Ί–κ”–÷·≤Φ≥ΒΦδΒΡΗΏ ΣΕ»(80ΘΞ“‘…œ)ά¥Ής±Θ÷ΛΘ§»γΩ’ΒςΧθΦΰ≤ΜΚΟΘ§‘ρ…œΫ§¬ “Υ Β±ΫΒΒΆΘ§“‘ΩΊ÷Τ‘Ύ11ΘΞΉσ”“ΈΣΚΟΓΘ
ΈΣΝΥΧαΗΏ¥Ωή―¬ιΒΡΡΆΡΞ–‘Θ§≤…”ΟΚσ…œ”ΆΙΛ“’ °Ζ÷±Ί“ΣΓΘ≤…”ΟΚσ…œά·”κΚσ…œ”ΆΙΛ“’Θ§Ά§―υΡήΤπΒΫΫΒΒΆΫ§…¥±μΟφΡΠ≤Ν“ρ ΐΘ§ΧαΗΏΫ§…¥ΒΡΤΫΜ§–‘Θ§ΫΒΒΆ÷·‘λΕœΆΖΒΡΉς”ΟΓΘΒΪΫ§…¥Κσ…œά·¥φ‘Ύ”Γ»ΨΆΥΫ§ ±ά·≤Μ“Ή»Ϊ≤ΩΆ ΨΓΘ§ΦΪ“Ή≥ωœ÷»Ψ…Ϊ≤Μ‘»≤Μ“Ή…œ…ΪΒ»Έ ΧβΓΘΕχΚσ…œ”ΆΕ‘Κσ’ϊάμΈό≤ΜΝΦ”ΑœλΘ§«“…œ”ΆΝΩΦ» ΙΤΪ¥σΘ§“≤≤ΜΜα‘λ≥…“ρ”Ά‘ΎΆΘΨ≠Τ§¥ΠΕ―ΜΐΕχΈϋΗΫœΥΈ§ΒΡœ÷œσΓΘΡΩ«ΑΫ§…¥Κσ…œ”ΆΦΦ θ“―Ψ≠≥… λΘ§Τδ”≈‘Ϋ–‘“≤“―‘Ύ ΒΦυ÷–ΒΟ“‘œ‘¬ΕΘ§Άξ»ΪΩ…“‘”ΟΓΑΚσ…œ”ΆΓ±ά¥»Γ¥ζΚσ…œά·ΓΘ”ΟSA-100ΗΏ–ßΤΫΜ§ΦΝ(≤Μ–ηΦ”»»)ΚΆά·ΓΔΥ°Α¥1ΘΚ1ΘΚ1ΜλΚœΦ”»»Θ§‘Ύ °ΕύΗωΤΖ÷÷…œΫχ––¥σΟφΜΐΓΑΚσ…œ”ΆΓ±ΆΤΙψ ‘―ιΘ§ ‘―ι±μΟς’β÷÷ΖΫΖ®Τδ÷·‘λ–ßΙϊΫœΈΣάμœκΓΘ
3ή―¬ι…¥Ϋ§ΝœΒΡ―Γ≈δ
¥”“‘…œάμ¬έΖ÷ΈωΩ…“‘ΖΔœ÷Θ§“Σ¥οΒΫΦ»ΧυΖϋΫ§…¥ΟΪ”πΘ§”÷“Σ ΙΫ§…¥ΡΆΡΞΡΆ«ϋ«ζΒΡΡΩΒΡΘ§≤ΜΡ―ΒΟ≥ωή―¬ιΫ§…¥ΒΡ Ή―ΓΫ§Νœ”ΠΒ±ΈΣPVAΘ§ΒΪ¥”ΧυΖϋΟΪ”πΓΔ±Θ≥÷Β·–‘“‘ΦΑ’≥Ή≈–‘Ρή…œΩ¥Θ§±ϊœ©ΥαάύΫ§Νœ“≤ «“Μ÷÷ΫœΈΣάμœκΒΡ―Γ‘ώΓΘœ÷ΫΪ”–¥ζ±μ–‘ΒΡ≈δΖΫΦΑΫ§…¥–ßΙϊΝ–±μ2ΓΔ±μ3»γœ¬ΓΘ


”…±μ3Ω…ΦϊΘ§ΖΫΑΗ4Ϋ§…¥–ßΙϊΉνΈΣάμœκΓΘœ÷ΫΪ”–ΙΊΫ§ΝœΒѯÔϫιΩωΓΔΫ§…¥–ßΙϊΚΆ÷·‘λ–ßΙϊΉς“ΜΦρ“ΣΖ÷ΈωΓΘ
ΖΫΑΗ1PVA”ΟΝΩΫœΒΆΘ§_≤ΖΫ§¬ –ΓΘ§Υδ…œΫ§¬ ¥ο8%Θ§Ϋ§…¥ΫœΈΣ»α»μΘ§Η…ΓΔ ΣΖ÷Ϋ ΨυΫœΥ≥άϊΘ§÷·÷αΨμ»ΤΟήΕ»“≤ ÷–Θ§Ϋ§…¥ ÷Η–“≤ΫœΈΣΤΫΜ§Θ§ΒΪΫ§…¥≥ΛΟΪ”π≤ΔΟΜ”–Εύ¥σΫΒΒΆΘ§ΩΣΩΎ―œ÷Ί≤Μ«εΘ§÷·‘λΕœΆΖ¬ ΗΏΘ§÷·‘λΙΐ≥Χ÷–ΆΘΨ≠Τ§¥ΠΕ―Μΐ¬ιœΥΈ§≤χ»ΤΤπΆ≈œ÷œσ °Ζ÷―œ÷ΊΓΘ
ΖΫΑΗ2‘ωΦ”ΝΥPVAΒΡ”ΟΝΩΘ§ Β±ΫΒΒΆΝΥCMSΒΡ”ΟΝΩΘ§≤Δ”ΟΝΥ25 kg–‘Ρή”≈ΝΦΓΔΚ§ΙΧΝΩ30ΘΞΒΡKD318»Γ¥ζ20 kgΦΉθΞΘ§‘ωΦ”ΝΥ1 kgΗ ”ΆΉςΈϋ ΣΦΝ”ΟΓΘ”…”ΎΆξ»Ϊ¥ΦΫβPVAΡΎΨέΝΠΗΏΘ§Η…Ζ÷Ϋ ±≈ϋ…¥ΕœΆΖœ÷œσ―œ÷ΊΘ§≤ΜΫω‘ΎΨμ»Τ ±÷·÷αΡ―“‘ΨμΫτΘ§Εχ«“Η…Ζ÷Ϋ ΜΒ…¥œ÷œσΗϋΈΣ―œ÷ΊΓΘ”…±μ3Ω…ΦϊΘ§Ϋ§…¥…œΫ§¬ ”–ΝΥΟςœ‘ΒΡΧαΗΏΘ§Ϋ§…¥≥ΛΟΪ”π”–ΝΥΫœ¥σΖυΕ»ΒΡΫΒΒΆΘ§ΒΪ≤ΩΖ÷ΜζΧ®ΆΘΨ≠Τ§¥Π»‘”–…ΌΝΩΒΡ¬ιœΥΈ§ΜΐΨέ≥…Ά≈ΓΘ
ΖΫΑΗ3ΈΣΫχ“Μ≤ΫΧυΖϋΫ§…¥ΟΪ”πΘ§ΫΪKD318”ΟΝΩ‘ωΦ”5 kgΘ§–¬‘ω”Ο’≥Ή≈ΝΠΓΔ≥…ΡΛ–‘ΫœΚΟΒΡADΫ§Νœ10 kgΘ§Ϋ§…¥…ζ≤ζ ±Υδ»ΜΗ…Ζ÷Ϋ ΫœΈΣΥ≥άϊΘ§ΒΪ”…”Ύ±ϊœ©ΥαάύΫ§ΝœΨΏ”–Έϋ Σ‘Ό’≥–‘Θ§‘Ύ÷·≤Φ≥ΒΦδœύΕ‘ ΣΕ»¥οΒΫ80ΘΞΉσ”“ ±Θ§‘Ύ÷·ΜζΆΘΨ≠Τ§¥ΠΫœ“Ή’≥ΗΫΫ§ΝœΘ§’≥ΗΫ¬ιœΥΈ§Θ§ΤδΫ§…¥≥ΛΟΪ”πΧυΖϋΘ§÷·‘λ–ßΙϊ≤ΜΦΑΖΫΑΗ2ΓΘ
ΖΫΑΗ4÷–PVA-1799”ΟΝΩΫœΖΫΑΗ2ΫΒΒΆΝΥ“ΜΑκΘ§‘ω”ΟΝΥ15 kgΨΏ”–Κή«Ω’≥Ή≈–‘Θ§ΕχΖ÷Ή”ΝΩΓΔΡΎΨέΝΠ”÷œύΕ‘ΫœΒΆΒΡPVA-205MB(≤ΩΖ÷¥ΦΫβPVA)Θ§Ά§ ±“≤ Ε»ΫΒΒΆΝΥKD318ΒΡ”ΟΝΩΘ§≤Δ«“ΈΣΝΥΖά÷Ι…œΫ§¬ ΧαΗΏΚσΫ§…¥¥ύ”≤Θ§ΖΡ÷·»σΜ§ΦΝ”ΟΝΩ“≤‘ωΦ”ΝΥ5 kgΘ§Ά§ ±Η ”Ά”ΟΝΩ“≤‘ωΦ”ΝΥ1 kgΘ§»ΓΒΟΝΥΫœΈΣάμœκΒΡΫ§…¥–ßΙϊΓΘ≤ΜΫωΫ§…¥ ±Ζ÷Ϋ Υ≥άϊΘ§Εχ«“Ϋ§…¥…œΫ§¬ ΓΔΫ§…¥≥ΛΟΪ”πΧυΖϋ¬ ¥σ¥σΧαΗΏΘ§Ε≈ΨχΝΥ÷·‘λ ±ΆΘΨ≠Τ§¥ΠΜΐΨέ¬ιœΥΈ§ΒΡœ÷œσΘ§Εχ«“Ϋ§…¥ ÷Η–»σΜ§Θ§÷·‘λΕœΆΖ¬ ΫœΒΆΘ§Θ°ΒΪ±Ί–κ÷Η≥ω¥ΥΖΫΑΗΕ‘÷·≤Φ≥ΒΦδΒΡ“Σ«σΗϋΗΏΘ§»γ≥ΒΦδœύΕ‘ ΣΕ»ΤΪΒΆΘ§‘ρ÷·‘λΕœΆΖΜα¥σΖυΕ»…œ…ΐΓΘ
4 Ϋα χ”ο
(1)ή―¬ι…¥Ϋ§…¥“Υ≤…”ΟΓΑΗΏ≈®Ε»Θ§÷–’≥Ε»Θ§ΥΪΫΰΫ§Θ§÷ΊΫΰΆΗΘ§÷ΊΦ”―ΙΘ§ΧυΖϋΟΪ”πΘ§¥σ’≈ΝΠΘ§ΒΆΜΊ≥±Θ§ΗΏ…œΫ§Θ§Κσ…œ”ΆΓ±ΒΡΙΛ“’¬ΖœΏΘ§ΒΪ≤…”Ο’β“ΜΙΛ“’¬ΖœΏΘ§÷·≤Φ≥ΒΦδœύΕ‘ ΣΕ»±Ί–κ±Θ÷Λ‘Ύ80ΘΞ“‘…œΘ§Ζώ‘ρ÷·‘λ–ßΙϊ≤ΜΙΜάμœκΓΘ
(2)¥Ωή―¬ιΫ§…¥≈δΖΫ”ΠΓΑ“‘PVAΈΣ÷ςΘ§ΒμΖέ+DDFΗ¥Κœ¥ΏΜ·ΦΝΜρ±δ–‘ΒμΖέΦΑ±ϊœ©άύΫ§ΝœΈΣΗ®Γ±Θ§ΒΪPVA-1799ΒΡ”ΟΝΩ≤Μ“ΥΙΐΗΏΘ§Ζώ‘ρΖ÷…¥άßΡ―Θ§…œΫ§¬ “≤Ρ―“‘ΧαΗΏΘ§“Υ―Γ”ΟΖ÷Ή”ΝΩΫœΒΆΒΡPVA(»γPVA-205MB)ΓΘ
(3)–¬–Ά±ϊœ©ΥαάύΫ§Νœ»γKD318ΓΔADΒ»Ϋ§ΝœΥδ»Μ’≥Ή≈ΝΠΓΔ≥…ΡΛ–‘ΨυΚΟΘ§ΒΪ”…”Ύ±ϊœ©ΥαάύΫ§ΝœΨΏ”–Έϋ Σ‘Ό’≥–‘Θ§Εχ¥Ωή―¬ι≤ζΤΖ÷·‘λ ±œύΕ‘ ΣΕ»“ΣΩΊ÷Τ‘Ύ84ΘΞΓΪ88ΘΞΉνΈΣ “ΥΘ§“ρ¥Υ±ϊœ©ΥαάύΫ§Νœ”ΟΝΩ≤Μ“ΥΙΐΗΏΓΘ
(4)‘Ύ≤…”ΟΗΏ…œΫ§¬ ΒΡΧθΦΰœ¬Θ§ΈΣΝΥΧαΗΏΫ§…¥ΒΡ»α»Ά–‘Θ§Τδ≈δΖΫ÷–ΒΡ”ΆΦΝ”ΟΝΩ“ΥΗΏ–©Θ§Ά§ ±Έϋ ΣΦΝ“≤“ΥΕύ–©ΓΘ