
喷水织机引纬是以水为介质,利用水流喷射产生的力量带动纬纱进入梭口。由于水对纬纱的摩擦因数较大,能增加对纱线的牵引力,使得喷水引纬具有高速、宽幅、噪声低、动力消耗低的特点,因此,目前大量用于疏水性纤维纱线织造。天然纤维织物性能优良,喷水织机扩大品种适应范围已成为各喷水织机使用厂家的共识。笔者通过实践,在喷水织机上成功的织制出了纯棉织物,解决了棉纱在喷水织造中存在的问题,达到了用高效低耗的喷水织机织造亲水性纤维纱线的目的。
1棉纤维的性能特点
我国是产棉大国,产棉区域分布较广,产量较高。棉纤维以其较好的吸湿、透气性倍受消费者青睐。棉纤维的截面是管状腰圆形,空腔长度约占纤维总长的85%。纵向外形具有绳状转曲,长度为宽度的1000倍~3000倍,遇水后膨胀不溶解,断裂伸长率为7%~12%,定伸长回弹率(伸长2%)为74%,标准回潮率11.1%。
2喷水织机对纱线的要求
喷水织机依靠水流来引纬,纬纱的飞行呈自由状态。水流束造成梭口近区的经纬纱和织物湿润,因而受原料的品种、状态和梭口形状等因素影响较大。由于各种条件的约束,以往喷水织机多用于公定回潮率小于10%、断裂伸长率大于8.8%纱线的织造。
3织制棉纱线时的问题和对策
由于棉纤维的伸长率为7%~12%,因此棉纱线在喷水织机上属于不可织造纱线;其次,疏水性纤维飞花较少,不会因飞花原因造成无故停车,棉纱线毛羽较多,需对重点部位进行有效的清洁。
3.1改变夹纱器的开、闭次数
夹持器打开是释放纬纱、开始引纬,夹持器闭合是将纬纱夹持结束引纬,夹持器是喷水织机引纬机构必不可缺少的一部分。喷水织机标准夹持器的示意图见图1。
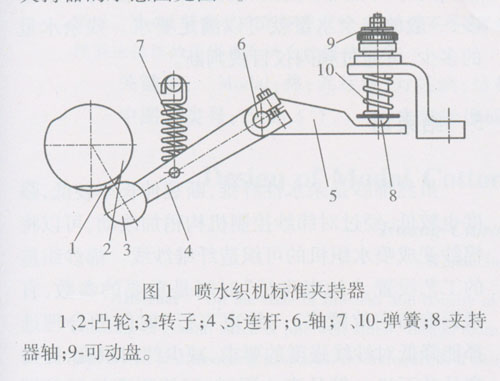
调整夹持器凸轮1和夹持器凸轮2的相对位置,可控制夹持器开启时间的长短。凸轮1、2组合后的大半径压向凸轮转子3时,带动凸轮连杆4向下摆动,由于凸轮连杆4与夹持器连杆5固装在同一根轴上,因此,凸轮连杆4的摆动带动轴6旋转,轴6带动夹持器连杆5向上摆动,托起夹持器轴8,使夹持器可动盘9向上抬起,这时,纬纱处于释放状态。当夹持器凸轮1、2组合后的小半径转到与凸轮转子3接触时,摆杆4在弹簧7的作用下向上摆动,带动夹持器连杆5向下摆动,夹持器轴8在弹簧10的作用下向下运动,带动夹持器可动盘9向下运动,纬纱处于被夹持状态,引出夹持器的纬纱长度已不能改变。
纬纱在引纬过程中几乎平行于钢筘,因此,当梭口闭合后,钢筘没有碰到纬纱时,从夹纱器到绞边纱处的纬纱与钢筘平行,且长度已不能改变。打纬时钢筘推动纬纱向织口方向移动,这时,从夹持器到绞边纱处的纬纱将变为从夹持器到织口位置的长度。如果不对纬纱进行补充,这段纬纱要承受较大的伸长,由于棉纱的断裂伸长较小,导致纬纱断裂,使织造无法正常进行,这是喷水织机不能织造棉纱的关键所在。要想解决这个问题,就必须在打纬过程中补充一部分纬纱,实现棉纱的连续织造。改造后夹持器示意图见图2。
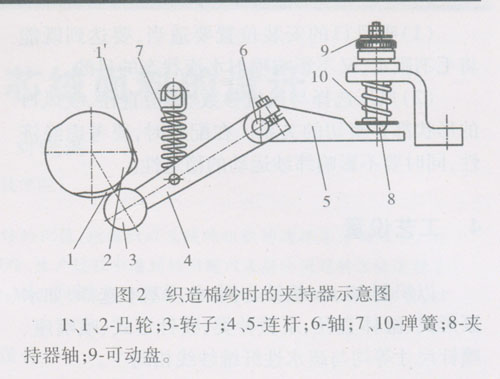
夹持器凸轮l与夹持器凸轮2的相对位置保持不变,在钢筘没有碰到纬纱之前夹持器闭合,保持纬纱适当的张力和稳定性,待经纱闭合,纬纱处于完全受控状态后,主轴约315。时,补充纬纱凸轮1将凸轮转子3向下压,使凸轮连杆4向下摆动,带动夹持器连杆5向上摆动,推动夹持器轴8向上带动夹持器可动盘9重新开启,使钢筘在打纬运动的过程中,将补充的纬纱从夹持器中拉出,以弥补纯棉纬纱断裂伸长较小的问题。在主轴约340。时,使补充纬纱凸轮1脱离凸轮转子3,夹持器再次闭合以免纬纱过度引出,造成其他故障。
3.2棉纱线毛羽的清洁
由于棉纤维的长度较短,棉纱线表面的绒毛较多,易脱落,常有飞花落在储纬器、夹持器、探纬头、喷嘴附近,引起储纬器的工作不正常、夹持器不能夹持牢固纬纱、喷嘴工作异常、纬向空关车等。一般采取及时清洁的办法。由于人工清洁经常会出现一些不确定因素的停车,如清洁周期长,造成飞花对机件性能的影响引起停车;清洁时,飞花被吹落在其他部件上引起停车。这些因素会对织机效率造成一定的影响,在这几个容易产生飞花的重要部位增设吸风口,实现及时清洁,是解决这一问题的有效方法。毛羽清洁机构见图3。
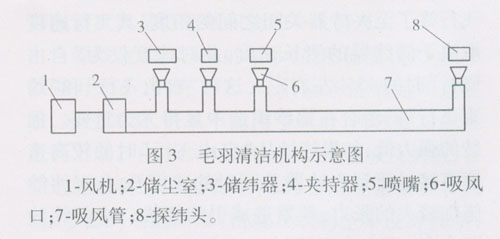
配置吸风装置要考虑以下两个方面的问题:
(1)吸风口的安装位置要适当,要达到既能将毛羽吸走,又不影响喷射水流状态的目的。
(2)风压选择与风机参数、管道直径、吸风口的形状都有密切的关系。在配置时,要考虑经济性,同时要不影响纬纱运动的稳定性。
4 工艺设置
以织制28 tex棉纱为例,各项基本选择,如水泵形式、缸体直径、泵簧种类、喷针形式、喷嘴座、喷针尺寸等均与疏水性纤维纱线相同。
4.1先行水量的选取
被剪断的纬纱,在喷嘴的头部成弯曲状,先行水的目的就是在夹持器开启前将纬纱头伸直,在自由飞行结束附近观察先行水量的多少,这时的先行水量最少,先行水量以能保证纬纱头伸直为最好。棉纱在喷水引纬过程中因其含水量较大,不易产生扭转,采用中等先行水量即可满足要求。
4.2飞行角的设定
棉纱的强力一般比疏水性纤维纱线的强力低。选择较大的飞行角比较适合棉纱的特性.可有效降低织机的纬向故障。喷射开始的时间由实际喷射和钢筘的相对位置决定,以喷射水头不碰钢筘为准,飞行约束时间调整到喷嘴中心距钢筘前面5 mm时,纬纱的飞行角约为165°。
4.3约束飞行时间的设定
纬纱飞行分为两个阶段:先是由测长装置储存的部分纬纱先行飞出的“自由飞行”,然后是边测长边飞行的“约束飞行”。“自由飞行”从夹持器打开开始,到储存于测长鼓上的纱线被全部引出瞬间终止,其飞行速度取决于喷射水流的速度和纬纱与水流问的摩擦因数,这时纬纱飞行速度比较高,在140 cm幅宽、800 r/min的织造条件下,纬纱平均飞行速度超过40m/s;“约束飞行”的角度可根据织物的织造要求进行调整,是自由飞行终了至夹持器关闭之间的角度,其飞行速度取决于储纬器的测长速度,此时速度仅为“自由飞行”时的45%左右。这种“自由飞行”和“约束飞行”的组合在棉纱织造中显得尤为重要。棉纱的强力低,如果纬纱从“自由飞行”时的较高速度直接过渡到夹纱器关闭时的速度0,会对纬纱施加较大的张力,频繁造成引纬侧梭口中的纬纱断头。“自由飞行”与“约束飞行”的组合,在引纬过程中,使纬纱的飞行速度先从“自由飞行”时的较高速度降至“约束飞行”时的速度,再以这个较低的飞行速度过渡到夹持器关闭时的速度0,这样,对纬纱施加的张力就比较缓和,杜绝了因关闭夹纱器造成纬纱张力过大而断纬的现象。
4.4残水量的决定
从喷嘴喷射水流结束至经纱闭合,纬纱仍要保持适当的张力,才能保证织造的正常进行,这时张力的保持依靠残余水量完成。棉纱的含水量多,一般的残余水量就可以满足要求。残余水量的多少,可通过频闪仪目视判断。
5 结束语
虽然棉纱是亲水性纤维,断裂伸长率较低,强度也较低,经过对纬纱控制机构稍加改动,可以将棉纱变成喷水织机的可织造纤维纱线。棉纱织造的工艺设置,“约束飞行”时间是重要的参数,直接影响纬向故障率。“约束飞行”时间的合理选择能降低对纱线强度的要求,减少纬向织疵,提高产品的下机一等品率。同时,可使强度较低的棉纱线实现在喷水织机上织造。
纺织厂用喷水织机批量生产棉织物的过程稳定,成品质量符合要求,已经实现了批量产品的出口。由于棉纱的吸水性强,织造后的烘干能耗要比疏水性纤维纱线织物高约10%,棉纱线的断裂伸长率比疏水性纤维纱线要低,由纱线故障造成的停台比织造疏水性纤维纱线高2%~3%。为此还需要在今后的生产实践中不断探索和积累经验。采用喷水织机织造棉纱线,可提高棉织物的生产效率,扩大喷水织机的使用范围。