
围绕着这一产品的生产开发,在对传统环锭纺纱机上加装竹节纱装置的改造方面,我公司分别试用了多种型号的竹节纱装置,经多次对比试验、论证,决定选用陕西荣达科技公司生产的SVC一Ⅲ型竹节纱装置。经过一年多的生产实践,目前已形成了环锭纺l万锭的生产规模,分别开发生产了纯棉19.5tex、涤棉58tex、涤粘27.8tex、棉竹19.5tex等竹节纱品种,并在有梭织机及喷气织机上分别生产出各种规格的系列竹节布产品。为企业取得了较佳的经济效益。
1 SVC一Ⅲ型竹节纱装置的结构特点
1.1 该型号竹节纱装置结构简单、安装方便。安装时只须将前罗拉与主机传动断开,前罗拉改由竹节装置拖动。控制箱直接安装在车头上方。可配置各种型号的环锭纺细纱机,因其结构紧凑合理,安装后不会造成空锭。
1.2 工作原理:以PLC可编程序控制器为核心的控制装置控制步进电机实现对细纱机前罗拉的单独传动。通过对前罗拉的瞬时降速,改变正常纺纱时的牵伸倍数,从而在正常纺纱过程中产生竹节。
1.3 该型号竹节纱装置利用了电子速度跟踪系统解决了竹节装置与主机同步的难题。我公司使用过的其它厂家的竹节纱装置在控制前罗拉时,为了解决前罗拉与主机同步的问题,多采用两种方法:一是通过调节步进电机的开车启动时间、关车延迟时间来人为地凭经验达到同步;二是通过在前罗拉头段加装超越离合 器,在细纱机开关车时,前罗拉由超越离合器随主机一起传动来达到同步。以上两种形式,通过我公司的使用发现存在着同步准确率低,在停机、落纱时易造成断头或产生非设定竹节等问题。而SVC一Ⅲ型竹节纱装置通过专门的速度传感器侦测主机的速度,由PLC输出指令控制前罗拉在基速时和中后罗拉之间保持额定的 牵伸倍数,使前罗拉实现与主机的实时同步。在生产过 程中可任意开关车而不会造成断头或异常竹节。是目前国内较先进的竹节纱装置之一。
1.4 其工艺参数通过TD200显示仪输入,界面参数汉字化,设定简单明了。只需输入“高速”、“低速”、“高长(竹节间距)”、“低长(竹节长)”,就可形成不同竹节间距循环。
1.5 SVC一Ⅲ型竹节纱装置的另一大特点是可以配置所有型号细纱机,包括“1292"、“1302"等“1”字头老型细纱机。这一系列细纱机的传动上与"FA”不同,中后罗拉的传动是通过前罗拉实现的。SVC一Ⅲ型竹节纱装置通过独特的结构较好地实现了对前罗拉的单独控制,经我公司使完全可以满足直接纬竹节纱的生产。这对于有梭织机生产竹节布来说,效果是巨大的。在未使用SVC一Ⅲ型竹节纱装置以前,我公司有梭织机生产竹节布时,纬向竹节纱需将竹节管纱通过络筒及卷纬两个工序,加工成适合梭子使用的纬向节管纱。在1302型直接纬细纱机上使用SVC一Ⅲ型竹节纱装置后,以我公司目前的生产规模,节约了2台络筒机、6台卷纬机,一方面可提高设备利用率,同时减少用工104人,仅用工费用一项年可为企业节约85万余元,经济效益可观。
2 竹节纱工艺设计
2.1 竹节纱工艺设计要求
2.1.1 纱号设计
在确定竹节纱的百米定量时,应根据竹节长度,节 距大小和竹节段粗细换算成百米定量。由于竹节部分和节距部分有一粗细过渡态,因此计算重量与实际重量会有一定的差异,实际生产中应根据定量进行微调。
2.1.2 竹节粗度
竹节的截面近似圆形,设竹节的直径为D,基纱的直径为D,根据环锭纺纱直径计算公式
E竹节--纺竹节时总牵伸倍数
在实际生产中,根据这一公式确定纺竹节时前罗拉的速度。
2.1.3 竹节间距
竹节纱间距周期长度的设定是竹节纱工艺设计中一个非常重要的参数,SVC系列竹节纱装置在一个周期内最多可设定五个小周期,每一组周期与下一组周期可以排列结合形成25个周期组合的一个大循环。
该参数的设计与竹节长度、粗度一起要根据织物的用途来确定,如作为服装面料,则要求竹节的数量不能太多太突出,竹节可选择长度在15-30mm、粗度1.2-1.5倍、间距1000-4000mm之间的细小竹节。如作为装饰用料,尤其要体现出仿麻织物的特点,则要求竹节数量较多、较突出,竹节可选择长度25-60mm、粗度15-2.5倍、间距200-1500mm之间的粗长竹节。如果竹节密度选择不当,则严重影响布面风格。
2.2 竹节纱实践生产工艺
以我公司生产的T/R80/20 21tex竹节纱为例。该纱是为服装面料而设计,要求竹节间距准确,竹节直径、竹节长度一致,布面不允许出现非要求的意外竹
节。
2.2.1 竹节工艺参数
竹节间距:2820mm、3300mm、3780mm、4440mm、5220mm
竹节长度:20mm
竹节直径:为原纱的2.8倍
纱号:21tex
百米竹节个数:25-26个
2.2.2 T/R 80/20 21tex竹节纱为涤粘混纺品种,工艺采用条混棉,在并条工序用5根"T"生条与1根"R"生条进行三道混并。
工艺流程:
A076C→A186→A272F(三道)→A454E→1302(配SVC一Ⅲ竹节纱装置)一有梭织机纬纱用
(经纱采用FA502配SVC一Ⅲ竹节纱装置)
利用TD200显示仪输入竹节工艺参数:1高长2820mm、2高长3300mm、3高长3780mm、4高长4440mm、5高长5220mm
低长:5个低长均为20mm;高速198r/min,低速71r/min。
2.2.3 细纱机工艺参数(表1)

竹节长度、间距、直径、百米竹节个数均经测试均符合要求。
2. 2. 4成纱质量水平(表2)
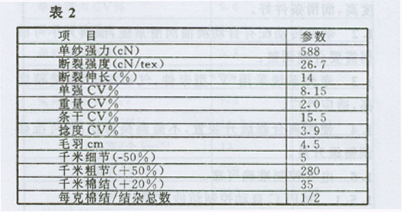
竹节长度、间距、直径、百米竹节个数经测试均符合要求。
2.3 实际生产几个要点
2. 3.1 该装置属于智能技术与机电一体化结合的自控系统,细纱机的设备状态好坏直接影响到竹节的精确性。实际生产中要确保细纱机尤其是车头各齿轮的传动平稳,否则将会影响到主机速度侦测的准确性。
2.3.2 根据捻度分布原理,纱因粗细不同而获得的捻度不同,故竹节纱竹节部分因较粗而获得的捻度少,这就造成竹节处纤维较松散。生产中易在竹节尾端产生棉球。解决这一问题:一要注意保持纱线通道的畅通;二要合理选配好钢丝圈型号,防止因竹节处通过钢丝圈后造成钢丝圈瞬间受力分布不匀产生跳动,从而挂伤纱线产生棉球。我公司在生产T/R 80/20 21rex时使用的是7201型63.5号钢丝圈。因该圈重心较高,纱线有较大的通道空间,可解决棉球纱的产生。
3 结束语
利用高新技术改造传统产业,特别是将智能技术与机电一体化结合的自控系统应用于新产品开发是传统纺织产业技术升级的关键。
通过使用SVC一Ⅲ型竹节纱装置安装于环锭细纱机上生产竹节纱,其改造成本低廉,产品有较高的附加值,且生产稳定可靠、技术先进,经过我公司一年时间的大规模实际使用,效果较佳,可作为技术改造的优选设备推广应用。