
摘要:以COOLBST纤维为原料生产的高支凉爽类织物具有吸湿排汗性能优越、抗皱性能良好、易洗快干、免烫性好、弹性好、穿着舒适等特点。本文介绍了高支凉爽类织物的织部各工序的工艺配置及技术要点。
前言
高支凉爽绸织物是我公司经过详细的市场调研和前期准备,开发研制的一种高档高支凉爽面料,因其能满足人们穿着时的吸湿排汗、舒适凉爽的要求,极大地扩展了化学纤维织物面料在品种上的适应性。该产品主要用于制作高档夏季服装及运动服,为纤维织物向更高档的方向发展提供了有力的依据,为我们今后对同类产品的开发提供了参考的依据和实践的经验。
1. COOLBST纤维的物理特性及主要产品
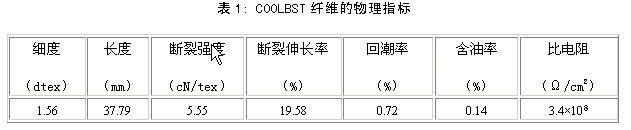
1.1 COOLBST纤维的物理指标
2 织部生产工艺及质量控制
下面以160cm T(Co)/T细/JC 9.8/9.8 630/393.5 凉爽斜为例介绍其织部工序主要工艺及技术措施。
2.1 工艺流程:
1332M型络筒机→贝宁格整经机→ 祖克浆纱机→仿1502-200穿筘机→LA51S喷气织机→G312A-160验布机→G321刷布机→修整→成包→入库
2.2 络经工序主要技术措施
我们采用1332M型络筒机,为了保证良好的筒子质量,对络经工序主要技术参数作出严格要求,对络筒机的主要配件进行了检修,并对筒子的成形加以限制。
2.2.1 采用电容式电子清纱器,适当收紧细节、粗节、棉结的控制范围,提高经纱条干。
2.2.2 用气动空气捻接器,使无接头,无纱尾,强度高。有利于提高织造效率和织物质量。
2.2.3 为减少毛羽的产生,使用变频电机缓慢启动,适当降低络筒车速,络筒转速由2400r/min降为2000r/min。

在贝宁格整经机上广泛利用微机控制,液压无级调速直接传动,保证了经轴紧密卷绕和表面平整,同时要求经纱张力高度均匀,经轴卷绕排列整齐、一致。整经车速:550-600m/min,滚筒压力值:7档,断头延时时间:1秒,张力配置:15档,卷绕密度:0.45-0.55g/m3,伸缩筘横动距离:2cm。
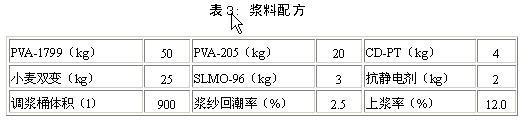
2.4 浆纱工序主要技术措施
2.4.1 由于COOLBST纤维直径大,纱条毛羽较多,强力较低,同时织机车速较高,为此,我们要求上浆率偏高,为12%左右,以浸透和被覆并重为原则。
2.4.2 浆料的选用上,我们则以成膜性较好的PVA浆料为主,配以适量的变性淀粉,并加上少许。
2.4.4 上浆工艺及质量控制
机型:祖克S432型
Ι速压浆力 低压4kN,高压9kN
II速压浆力:低压11kN,高压22kN
送经张力:300N
喂入张力:135N
卷绕张力:2500N
干区烘筒温度:110 ℃
湿区烘筒温度:130 ℃
浆槽温度:90 ℃
浆液含固率:10.5%
浆槽拈度:7-9秒
PH值:7
浆纱质量检测结果:增强率为43.3%,减伸率为28.8,生产过程中伸长率(电脑显示)为0.9-1.2%。
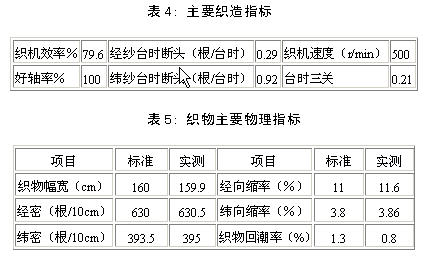
2.5 织造工序主要技术措施
2.5.1 上机张力与织机速度:一方面由于COOLBST纤维直径大,纱条毛羽较多,而喷气织机是采用气流的喷射来引纬,对经纬纱的质量要求较高,要求加大上机张力;另一方面由于COOLBST纤维成纱强力较低,难以满足高速运转的要求,为保证较高的织机效率,上机张力又要求偏低掌握。为此,我们采用"适当降低织造速度,偏小掌握上机张力"的工艺原则。织机速度控制在500r/min,上机张力为200kg。
2.5.2 喷嘴工作时间:为保证开口清晰度,提高织造效率,将主喷嘴工作时间作了相应的调整,同时适当加大喷嘴的喷气压力。
2.5.3 车间温湿度:为保证织物的织造效率和下机幅宽,对温湿度要求十分严格,车间温度控制在25℃以上,相对湿度控制在60-70%之间。 通过对织造工艺的严格控制,我们生产的高支凉爽类织物布面疵点少,织造效率较高,产品质量稳定。
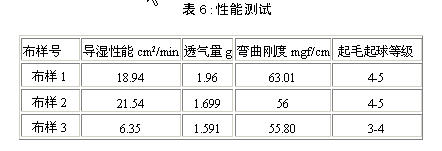
我公司将织物与相近规格涤棉织物分别送往东华大学纺织面料技术教育部重点实验室进行了对比测试:
4、结论
通过采取以上措施,针对纱线特性,合理配置各工序上机工艺,保证了COOLBST纤维织物的顺利生产。产品经印染加工以后,布面光洁,手感柔软,穿着凉爽舒适,是制作高档运动服装、夏季衬衫的理想面料,具有广阔的市场前景。
该项目还存在以下几个问题,尚待解决:
4.1 由于COOLBST纤维是新型纤维,没有统一的产品标准和测试方法,目前参照涤棉产品的标准执行。
4.2 由于纤维直径较粗,而我们所需的纱支较高,因此,在纺纱织造过程中纱线断头较多,影响了织造效率。
4.3 纱条毛羽偏高,经纱开口不清,而喷气织机对纱条要求较高,影响了织机效率。