
FA319型并条机是天门纺机有限公司在调研吸取国外并条机先进技术,结合国内需求,总结长期制造并条机经验基础上新研制的可供精梳条单并的高速并条机,该机配有洛阳六一三所生产的BYD短片段自调匀整仪,机电一体化程度较高。

1.2主要结构特点
1.2.1采用国家专利的三上三下上托式压力棒曲线牵伸形式,不仅对浮游纤维的控制力增强,而且有效地解决了因压力棒积尘而造成的纱疵问题。
1.2.2广泛采用同步齿形带,噪声低,传动简练,效率高,牵伸变换调整方便。
1.2.3多功能、全方位的可调张力牵伸,使其适纺性强,能最大限度提高纺纱质量。
1.2.4主牵伸与后区牵伸相对独立,可充分发掘主牵伸潜力,也使牵伸变换牙调换简便。
1.2.5上清洁采用浮动金属棒,抗静电性好,适应高速;下清洁采用可调的皮圈揩拭器,结构简单,效果较好。
1.2.6采用可编程PLC控制,一目了然的故障显示屏,灵敏可靠的自停装置,操作简单,保养简便。
1.2.7在PLC控制的基础上,采用BY[)开环短片段自调匀整系统,并配有喇叭口监控,实行在线检测自控,及时显示运转过程中的棉条质量,具有自动监控及随时显示出条支偏、超偏、故障、停车报警,显示故障报警原因等功能.
1.2.8自调匀整左右眼独立控制,喂入条由凹凸罗拉全部检测,并在主牵伸区内匀整,能有效地控制棉条的短片段不匀。
2生产实践
该机自2000年5月在我中心投入生产以来,运行可靠,质量稳定。有关试验及生产使用情况如下:
2.1生产试验
2.1.1 FA319与FA305C成纱质量的跟踪对比试验
2.1.1.1试验条件:喂入精条为同台精梳机使用同样八只小卷生产,粗纱、细纱同台同锭;FA319带BY[)自调匀整为单道并合,FA305C为二道并合,每方案均取40只试样。
2.1.1.2试验结果见表2,试验品种为JC19.4
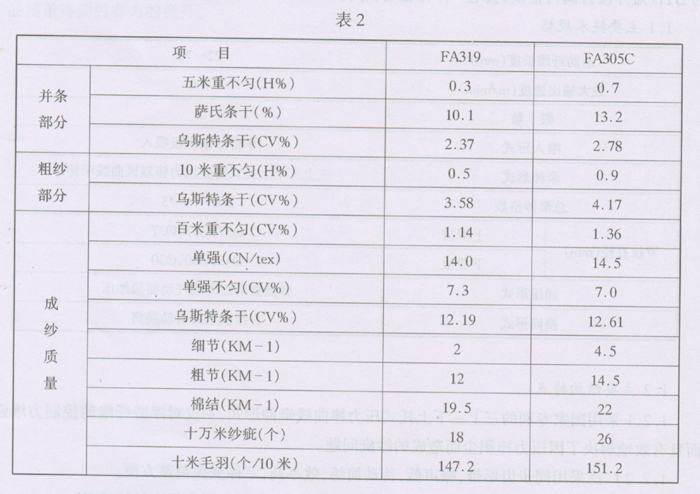
2.1.1.3结果分析:
a.无论是并条重不匀、粗纱重不匀还是细纱重不匀,FA319带.BY[)自调匀整采用一道并合均优于FA305C采用二道并合。这说明BYD自调匀整对改善半制品及成纱重不匀的效果比较明显。
b.FA319带BYD自调匀整采用一道并合的并条、粗纱及细纱乌斯特条干均优于FA305(:采用二道并合。这一方面说明FA319型并条机牵伸部分配置比较合理,传动精度较高;另一方面说明BYD自调匀整对改善半制品及成纱乌斯特条干的效果也比较明显。
c.从成纱的十万米纱疵及毛羽来看,FA319带BYD自调匀整采用一道并合较FA305(:采用二道并合也占有一定优势。总体看来,FA319带BYD自调匀整采用一道并合纺精梳品种是比较理想的。
2.1.2提速试验
FA319型并条机不同速度时的熟条条干见表3

该机在出条速度达480m/min时,JCl4.6的并条条干达到89公报25%水平,且车速升至560m/min、650 m/min时并条条干也达到USTER89公报25%水平。说明FA319型并条机的总体设计是好的,尤其是传动系统的设计。该机牵伸传动形式广泛采用齿形带,大大简化了传动机构,有效地避免了冲击,增加了传动的平稳性;选用了高精度轴承,牵伸罗拉轴承采用了INA公司的进口轴承,检测罗拉轴承采用进口C级轴承;采用了高强度、高质量齿形带;差动机构齿轮精度为6级,确保了传动精度,传感反应速度快;采用三上三下上托式防尘压力棒的牵伸形式,同时前罗拉直径较FA305C增加了10mm为45mm,前压辊直径较FA305C:增加了10.3mm为60.3mm,在相同的转速下,FA319可获得较高的出条速度,这些都为其在高速时获得良好的产品质量提供了有力的保证。
2.1.3有无匀整条干对比试验
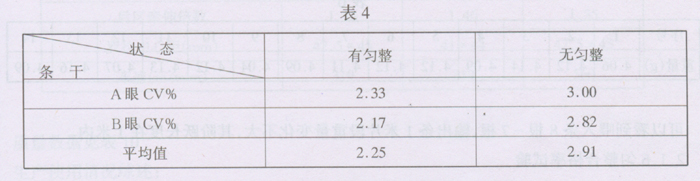
在无匀整的条件下,并条条干达到USTER89公报头并25%水平,FA319型并条机本身的条干水平较好;另一方面有匀整比无匀整并条USTER条干CV%降低了0.66,说明BYD短片段自调匀整仪对并条USTER条干有明显改善。
2.1.4有无匀整不同片段长度重不匀对比试验
A、B眼有无匀整各取200段,片段长度为1米,分别计算1—10米的CV%值。试验结果见表

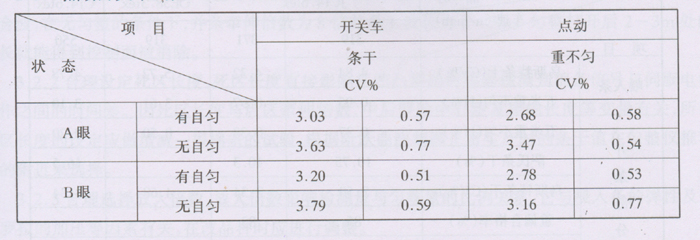
FA319型并条机在开关车点动时对条干及重不匀均有一定的影响。总体来讲,有匀整时开关车点动的条干及重不匀均优于无匀整。
2.2生产使用情况
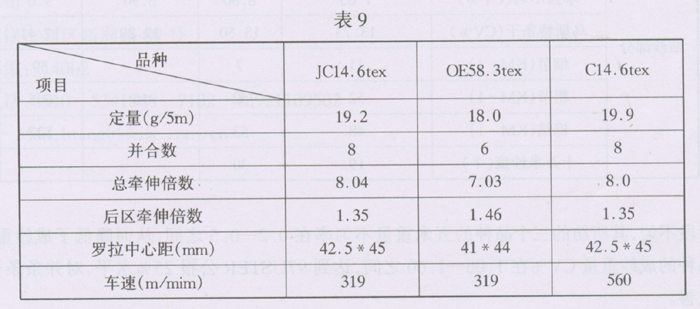
FA319型并条机在我中心纺过多个品种,其中JCl4.6tex及OE58.3tex均采用一道并合,各品种主要工艺设计见表9
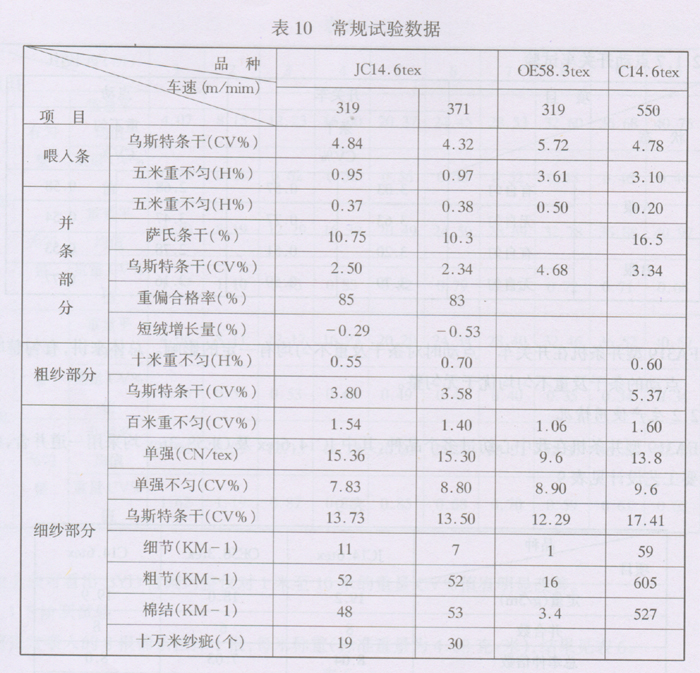
生产使用情况综述:
a.从较长时间纺纱生产试验看,棉条质量比较稳定,纺纯棉精梳JCl4.6tex时车速为319m/min、371m/min,并条USTER条干在2.34—2.50之间,能达到USTER89公报10%的水平,成纱USTER条干CV%为13.50—13.73、千米细节为7—11、千米粗节为52、千米棉结为48—53、成纱百米重量CV%为1.40一1.54,以上指标除千米细节外其余均能达到USTER97公报25%水平;纺普梳气流纺OE58.3tex成纱条干及重不匀达到USTER97公报25%水平;纺C14.6tex时,车速为550m/min,并条USTER条干CV%为3.34,达到USTER89公报25%的水平,其成纱质量也较好。
b.从试验结果来看,该机所配的BYD短片段自调匀整系统能有效地控制棉条的短片段不匀,其所纺的三个品种的五米重量不匀率在0.2—0.5之间,从而降低了成纱重不匀,三个品种的成纱重量cv%在1.06—1.60之间,达到97USTER公报25%水平,对并条条干也有明显改善。
c.在纺精梳纯棉及普梳气流纺时均采用一道并合的工艺,既保证了纺纱质量,又可减少占地面积,减少用人用工。
3使用经验及建议
3.1对FA319型并条机来讲
由于该机广泛使用齿形带,一方面其传动精度大幅度提高,使该机条干稳定,成纱质量好,另一方面有效地延长了使用寿命,使配件成本大大降低,在使用过程中,应注意保证齿形带张力松紧适当。若齿形带过松会产生跳齿现象,从而产生粗细节棉条,影响布面质量;若过紧会使齿轮产生位移,从而引起运转不良.同时齿形带要保持清洁,不要沾上油污,齿形带轮与张力轮要保持平齐,否则会对条干产生不良影响,严重的会产生波。为防止棉网破边、打圈,棉网集束器中心孔要与前罗拉钳口成水平线,集束器上平面与上罗拉距离1mm左右,下罗拉与下平面距离0.5mm左右。
3.2对BYD自调匀整来讲
3.2.1采用BYD短片段匀整可消除精梳机产生的周期性变异,喂人精条在30~40cm处产生结合波,在无匀整的条件下,并条牵伸倍数为8倍并条上波长为2~3m。匀整打开后2~3m处的波长就能得到控制而被消除。
3.2.2合理设定死区长度,死区长度直接影响从凹凸罗拉传感器检测到棉条信号与伺服电机动作之间的时间差。因死区长度与后区牵伸倍数、中后罗拉中心距及原棉长度等变量有关,所以死区长度的设定应做增减一根棉条的试验,根据阶跃曲线兼顾正常生产时的条干值在匀整仪推荐值的附近来选择。
3.2.3合理选择放大倍数,放大倍数影响检测量与匀整量的比例关系,它与喂人条的弹性及凹凸罗拉的加压等因素有关,在改品种时应进行调整。
3.2.4要选择适当的凹凸罗拉及AP喇叭口,同时凹凸罗拉的跳动要在0.02mm以下,以保证测量精度。
3.2.5该机从检测到纠正约20ms,时间短纠正长度达极短片段,并条机370m/min时达0.80cm,560m/min时达1.1cm。BYD自调匀整仪用于末并并条机,“沉余度”为0,性能好精度高。
更多并粗会议论文请点击进入>>>