
从分析莫代尔/棉交织弹力卡其染整加工的难点着手,探讨莫代尔/棉弹力织物染整技术。通过反复试验,摸索出一套较为成熟的生产工艺。
1.前言:
近年来新兴的纯棉弹力布广受消费者青睐。但棉织物虽具有吸湿性强,穿着舒适的优点,却存在布面缺乏光泽,无滑爽感的缺陷。MODAL纤维的出现弥补了纯棉织物的缺点,它不但具有良好的吸湿性、透气性,而且拥有丝一般的光泽,较之纯棉织物更为美观高档,是一种外观风格与服用性能极佳的服装面料。
经向为莫代尔、纬向为棉氨包芯纱组成的M/C交织卡其,既具有Modal平滑亮泽的外观,又因纬向棉氨包芯纱提供的优异弹性,其外观与服用性能更优异,发展前景十分散广阔,但因印染加工难度较大,国内同行业对此课题的研究较少。
2.课题研究难点:
由于莫代尔纤维属再生纤维素纤维,横向溶胀度极大(约40%),织物在湿态下变得结构紧绷而僵硬,加之纬向棉纤维遇水收缩,氨纶纤维在加工过程中更是大幅度回缩,三种纤维间应力相互排斥,使织物在印染加工过程中极易造成折皱及擦伤,而且折皱一旦形成即不易消失,染色后更为明显。
3. 染整工艺探讨:
3.1 织物组织规格:
M23/(C28+77.7dtex)+449/228+224 卡其
为解决M/C卡其布的卷边打缕问题,选择比常规品种布边加宽一倍、且变平纹交织紧边为与布身相对立的右斜45°角紧边的特制坯布。
3.2 工艺流程:
翻缝布→定型→烧毛→轧堆→平幅煮练→定型整纬→轧染或卷染→拉幅→预缩→成品检验
3.2.1 翻缝布:
加大环缝机缝接的弧度,由平接改为外弧5度角,使布边绷紧,解决了边松问题。
3.2.2 定型:
考虑织物在处理过程中氨纶的收缩和莫代尔纤维的湿态溶胀问题,采用在较高温度下短时间热定型,产生稳定幅宽作用,使幅宽尽量加大,给予MODAL纤维充足的溶胀空间,定型温度180-182℃,时间30秒,调整定型宽度,浸水后尺寸变化见表1:

上述试验结果表明定型幅宽在185-186cm时织物湿态尺寸最稳定,纤维间相互应力基本平衡。
3.2.3 烧毛、轧料平幅煮练:因氨纶及MODAL纤维均不耐强碱,我们采用轧堆酶退浆工艺。工艺情况如下:
烧毛(两正两反,75-80m/min)→轧酶堆置退浆(淀粉酶4-5g/L,DJS-3 1-2g/L,60-65℃)→平幅煮练(NaOH 5g/L,精练剂 10g/L)
3.2.4 定型整纬:
平幅煮练后织物有歪斜、轻度卷边,因平幅机为烘筒烘干,织物门幅回缩严重,需重新定型,工艺仍为原定型工艺。
3.2.5 半成品指标:见表2

3.2.6 染色:
3.2.6.1 首先测定MODAL与棉纤维的染色性能见表3
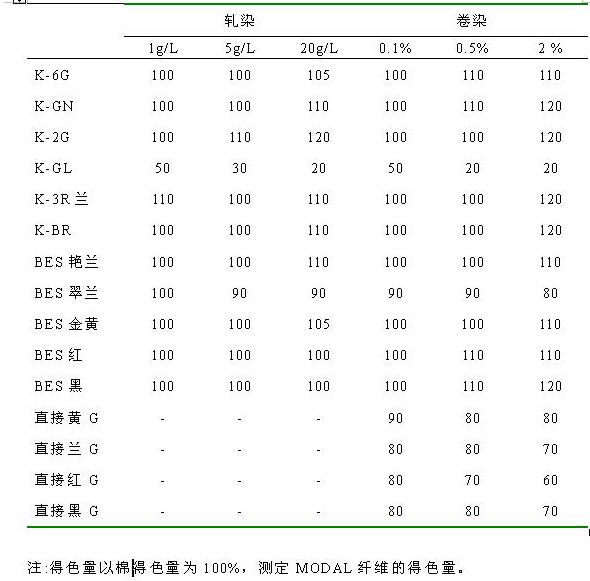
上述试验结果表明,活性染料染M/C织物的染色一致性优于直接染料。
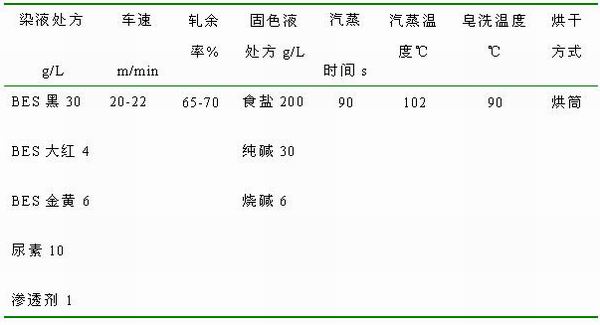
3.2.6.2 轧染工艺(黑色):
采用连续轧染轧烘轧蒸工艺。M/C织物得色一致性较好。但有轻度卷边打缕;工艺如表4:
3.2.6.3 卷染 (咖啡色):
棉纤维得色略浅,但布面平整无折皱、无卷边,适合于小批量多品种生产。工艺如下:
染液成份见表5:
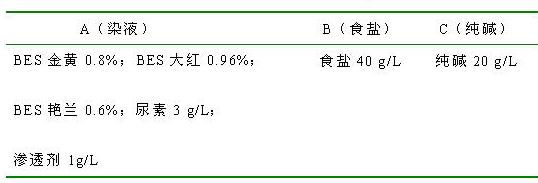
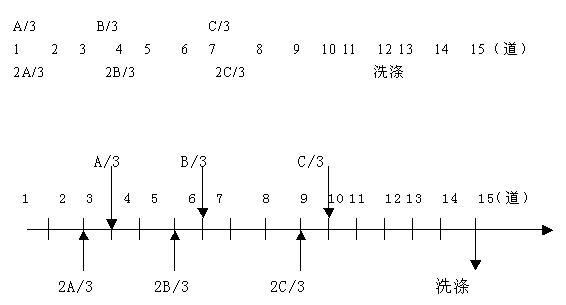
卷染(咖啡色)恒温法工艺如下:
3.2.7拉幅及预缩:由于弹力布的幅宽稳定性较差,拉幅时幅宽适当加宽,一般超过成品幅宽的5-6%,落布幅宽160-161cm。预缩时缩率5%,落幅152 cm,成品幅宽150 cm。
3.2.8成品各项指标:表6

4、结论:
M/C交织弹力布的染整生产过程较普通纯棉弹力布难度大,对工艺、设备要求高,目前卷染工艺已比较成熟。轧染生产过程中极易造成打缕、卷边,要求操作人员必须严格按工艺要求工艺操作。为确保成品质量,建议每个平洗槽轧车前加罗纹扩幅钢辊,以防轧车压印擦伤。