
0ЧАбд
ДжЩДЛњдкЛЗЖЇЗФЩДжаГаЩЯЦєЯТЃЌДжЩДжЪСПЕФКУЛЕЃЌЖдКѓЙЄађЯИЩДЕФГЩЩДжЪСПгаЯджјгАЯьЁЃЮвЙЋЫОжаГЄЛЏЯЫЩњВњЯпЪЙгУA456MаЭДжЩДЛњЃЌгЩгкжаГЄЛЏЯЫЕФећЦыЖШКУЃЌИУЛњГЄЦквдРДФмТњзужЪСПвЊЧѓЁЃЕЋОЙ§ЖрФъЕФдЫзЊЃЌЬиБ№ЪЧНќФъРДЫцзХВњЦЗНсЙЙЕФЕїећМАЪаГЁЖдВњЦЗжЪСПвЊЧѓЕФВЛЖЯЬсИпЃЌИУЛњдкВњЦЗЕФПЊЗЂЗНУцЯдЯжГіНЯДѓЕФОжЯоадЃЌвбОВЛФмТњзуКѓЙЄађЯИКХЦЗжжЕФжЪСПвЊЧѓЁЃ
1 A456MаЭДжЩДЛњДцдкЕФЮЪЬт
A456MаЭДжЩДЛњТоРЧЃЩьЖдЯЫЮЌЕФПижЦвзГіЯжЬѕИЩВЛдШЃЛДжЩДжиСПВЈЖЏНЯДѓЃЛДжЩДЧЃЩьЧјЛ§ЛЈдьГЩДУЕуСїШыЯИЩДЙЄађаЮГЩжёНкЩДДУЁЃОЙ§ЖрЗНТлжЄКЭММЪѕЖдБШЃЌЮвУЧОіЖЈЖдA456MаЭДжЩДЛњНјааИФдьЃЌВЛИФБфA456MаЭДжЩДЛњДЋЖЏЯЕЭГЃЌНЋЧЃЩьЯЕЭГИФдьЮЊШ§ТоРГЄЖЬНКШІЧЃЩьЯЕЭГЃЌОЙ§вЛЖЮЪБМфЕФдЫзЊЃЌЭЈЙ§ЖдГЩЩДжИБъНјааВтЪдЃЌШЁЕУСЫНЯЮЊТњвтЕФаЇЙћЁЃ
2 ИФдьЧАКѓММЪѕадФмЖдБШ
2ЃЎ1 ЧЃЩьЯЕЭГ
A456MаЭДжЩДЛњВЩгУШ§ЩЯЫФЯТЧњЯпЧЃЩьЃЌВЩгУ35 mmДѓжБОЖНКЙѕЃЌвздкТоРБэУцаЮГЩАќЮЇЛЁЃЌетгаРћгкЯЫЮЌЕФЧАЭфЙГЩьжБЃЌЕЋгЩгкЧАЧЏПкИННќФІВССІНчЕФдіМгЃЌЪЙЯЫЮЌЕФБфЫйЕуКѓвЦЃЌШнвзРЉДѓвЦОрЦЋВюЃЌЖёЛЏЬѕИЩЁЃЖјВЩгУШ§ТоРГЄЖЬНКШІЧЃЩьЃЌЦфЯЫЮЌБфЫйЕуЕФЦНОљЮЛжУРыЧАТоРЧЏПкНЯНќЃЌРыЩЂЖШзюаЁЃЌЗхЖШзюИпЃЌЧвЗжВМЖдЪБМфЕФВЈЖЏадзюаЁЃЌЦфЯТГЄНКШІгЩгкеХСІзАжУЕФеХНєЃЌЪЙЦфЖдЯЫЮЌЕФПижЦБШНЯЮШЖЈЃЌФмЗФГіЬѕИЩНЯКУЕФДжЩДЁЃ
2ЃЎ2МгбЙ
A456MаЭЛњВЩгУОЙ§ИФдьЕФЦјЖЏМгбЙаЮЪНЃЌИУаЮЪНЫфШЛМгбЙЁЂаЖбЙЗНБуЃЌЕЋУмЗтШІОЙ§ГЄЪБМфЕФЪЙгУЃЌГіЯжУмЗтВЛбЯЃЌВњЩњТЉЦјЯжЯѓЃЌМгбЙВЛдШЃЌЕМжТДжЩДжиСПВЈЖЏНЯДѓЃЌДгЖјЪЙЯИЩДаЮГЩГЄЦЌЖЮДжЯИВЛдШЁЃЮЊДЫВЩгУYJIB-190AаЭЕЏЛЩвЁМмМгбЙЃЌИУзАжУгЩвЁМмЬхЁЂЪжБњЁЂМгбЙИЫЁЂМгбЙЕЏЛЩЁЂЧЏзІКЭНєЫјЦЌЕШзщГЩЁЃЭЈЙ§ЕЏЛЩЖдНКЙѕЪЉбЙЃЌЫљвдЖдЛњУцИККЩаЁЃЌМгбЙжЕДѓаЁвВВЛЪмТоРзљЧуНЧКЭТоРИєОрЕФгАЯьЁЃбЙСІЕФИФБфПЩвдЭЈЙ§ИФБфЕЏЛЩИеЖШ(МДИќЛЛЕЏЛЩ)ЛђИФБфЕЏЛЩЕФбЙЫѕСПРДЕїНкЁЃ
2ЃЎ3ЧхНрзАжУ
A456MаЭЛњЧхНрШоЬзЮЊБЛЖЏЪНЃЌзЊЖЏВЛСщЛюЃЌЖјЧввЊППШЫЙЄЧхГ§ШоЬзЩЯЕФЗЩЛЈЁЃИФдьКѓЕФЛњЦїЧхНргЩдЯШШЫЙЄЧхНрИФЮЊВЩгУЛ§МЋМфаЊЛизЊЪНШоЬзИНЪсАвзАжУЃЌЪсАвЪсЯТЕФУодгЖбЛ§дкШоДјЩЯЃЌгЩЕВГЕЙЄЖЈЦкЧхНрЃЌМѕЩйСЫжёНкЩДДУЕФВњЩњЁЃ
2ЃЎ4ЪЪЗФЗЖЮЇ
A456MаЭДжЩДЛњЪЙгУДѓНКЙѕЁЂВЩгУДѓИєОрЙЄвеЃЌжЛФмЗФвд65 mmЮЊжїЕФжаГЄЛЏЯЫЃЛЖјШ§ТоРГЄЖЬНКШІЧЃЩьЪЪЗФЗЖЮЇНЯЙуЃЌГ§ПЩвдЗФ65mmжаГЄЛЏЯЫЭтЃЌЛЙПЩвдЗФУоЁЂУогыЛЏЯЫДПЗФЛђЛьЗФЁЃИФдьКѓИќФмЪЪгІШеЧїБфЛЏЕФЪаГЁашвЊЁЃИФдьЧАКѓA456MаЭДжЩДЛњжївЊЙцИёЖдБШМћБэ1ЁЃ

3 ИФдьЧАКѓЗФЩДжЪСПЖдБШ
ЪдЗФЦЗжжЮЊTЃЏR 65ЃЏ35 18 texЃЌДжЩДжЪСПжИБъШчБэ2ЫљЪОЃЌTЃЏR 65ЃЏ35 18 texГЩЩДжЪСПжИБъШчБэ3ЫљЪОЁЃ
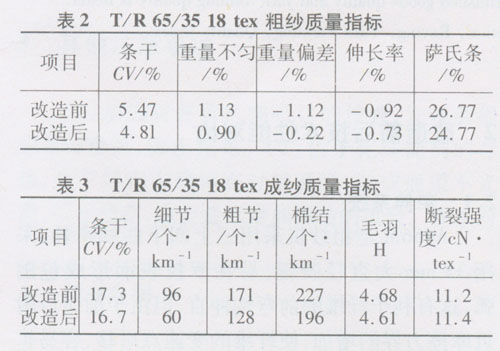
ДгЪдбщЕФНсЙћПЩвдПДГіЃЌОЙ§ИФдьКѓЕФA456MаЭДжЩДЛњЃЌЦфДжЩДГЩЩДжИБъОљгХгкИФдьЧАЃЌЦфжаЬѕИЩCVжЕЯТНЕСЫ0ЃЎ66ИіАйЗжЕуЃЌжиСПВЛдШТЪЯТНЕ0ЃЎ2ИіАйЗжЕуЃЌЖдКѓЙЄађЬсИпГЩЩДжЪСПДђЯТСЫЛљДЁЁЃЪЙгУИФдьКѓЕФДжЩДЛњЗФГіЕФДжЩДЃЌЦфГЩЩДжЪСПБШИФдьЧАДжЩДГЩЩДжЪСПгаСЫНЯДѓЕФЬсИпЃЌЬѕИЩCVЯТНЕ0ЃЎ6ИіАйЗжЕуЃЌЧЇУзЯИНкЁЂЧЇУзДжНкЁЂЧЇУзУоНсЖМгаВЛЭЌГЬЖШЕФИФЩЦЃЌЭЌЪБЕЅЩДЖЯСбЧПЖШвВЬсИпСЫ0ЃЎ2cNЃЏtexЁЃ
ЭЈЙ§ЖдA456MаЭДжЩДЛњЕФИФдьЃЌЪЙЛЏЯЫЦЗжжГЩЩДжЪСПгаСЫКмДѓЕФИФЩЦЃЌдкТњзуЪаГЁвЊЧѓЕФЭЌЪБЃЌвВЪЙЛЏЯЫВњЦЗгЩЕЅвЛаЭЩњВњгаСЫИќМгЙуРЋЕФбЁдёПеМфЃЌЮЊНёКѓЕїећВњЦЗНсЙЙДђЯТСЫЛљДЁЁЃ