
1精梳机的梳理度
如以每根纤维所受的作用齿数表述,则可计算如下。
1.1锡林梳理度
每个整体锡林以21 000齿计,喂人纤维按细度1.65 dtex,平均长度28 mm,计得纤维216根/mg;给棉长度5.2 mm/钳次,小卷定量60g/m,喂人小卷张力牵伸1.08。则锡林梳理度为21000/[_60×(5.2/1.08)×(1/1000)×1000×216]=0.337(齿/根纤维)。虽然梳棉机的分梳作用与精梳机的梳理作用机理不尽相同,如均按齿/根纤维计,精梳锡林梳理度只及梳棉刺辊梳理度的55%左右,与梳棉锡林梳理度更不可同日而语。刺辊、精梳均为“握持梳理”,梳棉锡林与盖板、道夫间则为“自由梳理”。
1.2顶梳梳理度
每只顶梳针按26齿/cm计,落棉率18%,顶梳工作宽度300 mm,则顶梳每钳次的拦截梳理度约为780/[60×(5.2/1.08)×(1/1000)×1000×216×(1-18/100)]=0.0152(齿/根纤维)。
1.3精梳机梳理度
组合精梳机梳理度0.352齿/根纤维(0.337+0.0152)。如生条单纤维化不足,则精梳机对精梳条单纤维化只能获得些微弥补,精梳梳理主要在于排除短绒结杂时兼使纤维定向、伸直、平行和进一步分离。梳棉机梳理是单纤维化的基础,精梳“握持梳理”起到锦上添花的完善作用。
2纤维长度与精梳机梳理循环的近似次数
2.1 前进给棉时精梳条及落棉的纤维长度
若纤维主体长度29 mm,落棉隔距19.5 mm,给棉长度5.2 mm/钳次,则短于19.5 mm的纤维可能进入落棉,长于14.3(19.5-5.2)mm的纤维可能进入分离钳口成为棉网,而在14.3 mm~19.5 mm的纤维既可进入落棉也可能成为棉网。至于落棉含有19.5 mm以上长纤维是小卷结构(横向均匀度/纤维伸直度/方向性等)不理想和缺陷之故。
2.2后退给棉时精梳条及落棉的纤维长度
若纤维主体长度为29 mm,落棉隔距19.5mm,给棉长度5.2 mm/钳次,则短于24.7(19.5+5.2)mm的纤维可能进入落棉,所有长于19.5mm的纤维可能进入分离钳口成为棉网,而在19.5 mm~24.7 mm的纤维既可能成为落棉,也可能进入棉网。所以在同样落棉隔距时,后退给棉的落棉率比前进给棉的落棉率要大,落棉中含长于19.5 mm纤维比前进给棉要多。如两种给棉方式要保持等量落棉率,则后退给棉的落棉隔距必须比前进给棉约小2 mm,但不能小于落棉隔距的最小限度(如FA266型机最小为16.5 mm)。
2.3前进给棉纤维须丛接受梳理循环次数
上述落棉隔距19.5 mm以下的纤维会进入落棉,14.3(19.5-5.2)mm以上的纤维会进入棉网,14.3 mm~19.5 mm的纤维成为落棉和棉网均有可能。前进给棉长于14.3mm的纤维可得分离接合,14.3/5.2=2.75≈3,故进人棉网的纤维须丛有可能经3次及以上的循环梳理。按工艺机理,前进给棉发生于一个循环的梳理之后,减少了须丛受梳次数。
2.4后退给棉须丛接受梳理循环次数
前述24.7(19.5+5.2)mm以下的纤维会进入落棉,因长于19.5 mm的纤维可得分离接合进入棉网,19.5 mm~24.7 mm的纤维有可能进入落棉或棉网。19.5/5.2=3.75≈4,则后退给棉进入棉网的棉须丛有可能得到4次梳理,比前进给棉多1次梳理循环,故梳理长度与落棉率比前进给棉时要大,成纱精梳感较强。后退给棉发生于一个循环的梳理之前,增加须丛受梳。
2.5顶梳拦截梳理次数
同理,前进给棉的纤维须丛可经顶梳3次以上拦截梳理;后退给棉为4次以上拦截,后者也增加顶梳落棉。
3精梳机增加梳理度的有效措施及分析
3.1 合理扩大锡林齿面角
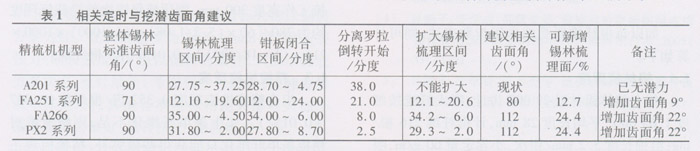
金属整体锡林已替代植针锡林,前者具有锯齿密度大、梳理强、少嵌短纤尘杂、棉网质量好、运转和维修省工省时、寿命长达数年等优点;锯齿锡林可根据定时潜力,便于增加齿面角,有4分割~6分割,总齿数可达2万枚~2.5万枚,比植针锡林多一倍以上。扩大齿面角的先决条件是不可影响分离接合,同时保持钳板闭合状态和分离罗拉倒转前纤维受梳。挖掘梳理分度区间潜力,要兼顾相关运动配合并防止接针,如表1所示。
3.2扩大锡林齿面角的分析
A201系列精梳机现用齿面角90°,锡林梳理区间为27.75分度~37.25分度,占9.5个分度。其起始梳理,已早于钳板闭合0.95个分度,本机是变隔距梳理,头排针的梳理隔距甚大,随后急剧减小,其最紧点隔距位于钳板摇架支点,锡林轴中心和钳板钳口在同一直线上。观其终了梳理早于分离罗拉倒转0.75个分度是合理的,梳理区间已无潜力可挖,故可勉强维持90°梳理角。车头分度盘偏心距65 mm,钳板闭合在第2排~3排针(偏心距70 mm在第1排针)处,这样校装钳板闭合定时对落棉量并不产生影响。但是,起始梳理早于钳板闭合0.95个分度是不合理的,以致降低了落棉中的含短绒率。锡林定位调整比现状滞后0.7个分度是兼顾各个方面的。
FA251系列现有71°齿面角,锡林梳理区间为12.1分度~19.6分度,只有7.5个分度。根据表1所示,其梳理定时的潜力可扩大为12.1分度~20.6分度,整体锡林齿面角采用80°,能增加梳理面积12.7%。
FA266型精梳机现用Unicomb1449整体锡林(90°),约21 200齿,梳理区间35分度~4.5分度,占9.5个分度,考虑钳板闭合区间34分度~6分度,分离罗拉倒转开始8分度。可扩大梳理齿面角到112°,梳理区间取在34.2分度~6分度。比90°齿面角梳理多2.3个分度,增加梳理能力24.4%。选用合力余辉SLC93.2°整体锯齿锡林总齿数约22 500齿,惟扩大梳理区间仍有潜力可挖,梳理弧面可用111°,见表1。
Graf5015(111°)整体锡林,梳理区间为35分度~6.7分度,梳理终了已迟于钳板开启0.7个分度,除非梳理区改为34.3分度~6分度。石家庄地区把锡林定位从37分度提前到36分度用于111°整体锡林的经验值得借鉴。4年前永康棉纺厂先后对E7/6型、FA261型、FA266型精梳机进行维修,换上5015型(111°)和锦峰(112°)整体锡林,锡林定位调整为36分度,效果也很好,可减少棉结约20%。
PX2系列锡林齿面角标准配备90°,梳理区间31.8分度~2分度有10.2个分度。考虑钳板全闭区间27.8分度~8.7分度,分离罗拉倒转开始2.5分度,可扩大齿面角到112°,梳理工作区间应在29.3分度~2分度,占12.7个分度,梳理开始提前2.5个分度,增加锡林梳理面24.4%,锡林定位相应提前2个分度是合理的。新机出厂112°锯齿锡林未调整锡林定位,梳理工作区为31.8分度~4.5分度,已超越分离罗拉倒转定时2.5个分度,末排针通过后分离罗拉最近点时,有带走倒人上次分离纤维之弊,致精梳条棉结数增多、含短绒率变大;经调整12台锡林定位提前2个分度到32分度已达预期效果,如表2如示。

3.3提高顶梳梳理度
3.3.1 顶梳片的选用
顶梳片现用嵌针夹持.维修方便,针密有26齿/cm、28齿/cm、30齿/cm、32齿/cm,可按产品质量要求选配,26齿/cm为基本密度。小卷定量轻、纺长绒棉、有效输出长度较大和质量要求高的品种可选用加密型顶梳,以提高顶梳拦截能力,增加梳理强度和分离度。
3.3.2顶梳插入深度
顶梳插入以选用+0.5为宜,深插虽然可提高梳理强度,但太深则顶梳基部易积嵌尘杂短绒与接针,纺长绒棉FA261型精梳机落棉隔距即使到-1的极限,仍有与锡林接针之虞,故将落棉隔距放大,虽增加了落棉,但受机构限制,必须同时抬高顶梳针,这就对顶梳拦截功能和顶梳落棉起负面效应,故两者应兼顾。
4纺长绒棉时的落棉率控制
用长绒棉纺特细号纱时不可拘泥于增加精梳落棉率,落棉握持距最大不超过20 mm。而长绒棉20 mm以下短绒率在11%左右,生条短绒率约14%;如精梳落棉率14%,精梳落棉含短绒率70%,则精梳条短绒率可控制在(14-14×0.7)/(100-14)=4.9%,加上精梳机本身会增加短绒率2个百分点,精梳落棉率掌握在14%+(2%/0.7)=16.86%即可符合后工序的质量要求,不必过分强求其落棉率的增加。事实上,长绒棉的精梳落棉率受制于最大落棉握持距20 mm,强求不得。关键是提高精梳落棉含短绒率,以期对质量和节棉有利。
5有效输出长度对梳理度的影响
以E62型精梳机和FA266型精梳机为例进行比较,设两种机型后退给棉棘轮均用18齿,相应给棉长度为5.24 mm/钳次。E62型精梳机的有效输出长度为26.48 mm,分离牵伸为5.053倍;FA266型精梳机的有效输出长度为31.71mm,分离牵伸为6.052倍。可见,FA266型精梳机的分离牵伸比E62型精梳机大19.8%,亦即FA266型精梳机的分离纤维须丛通过顶梳针间隙的相对速度比E62型精梳机快19.8%,从而提高了FA266型精梳机顶梳梳理功能,有利于提高纤维伸直度与梳理强度。同样的精梳条定量,其牵伸机构牵伸倍数小19.8%。对纺特细号纱来说,为减少后工序牵伸负担,其有效输出长度31.71mm未必比26.48 mm的质量差。
6 结语
(1)精梳条单纤维化的基础仍在生条,“梳得好,才能纺得好”也是纺精梳纱必须遵循的工艺原则。
(2)精梳机的梳理是纤维须丛受梳。类似“梳发”效应,在排除短绒、结杂的同时提高纤维伸直度,有助于单纤维的分离。
(3)提高精梳机梳理度可合理挖潜定时,扩大锡林齿面角,增加总齿数,相应调整锡林定位,可以达到预期效果。
(4)同样的给棉长度对一定的纤维长度和落棉隔距而言,后退给棉与前进给棉梳理循环之比可能为4:3。
(5)适当提高顶梳针齿密度,优化插入深度可提高梳理度。分离牵伸大,有助于加强顶梳梳理度和分离度。
(6)精梳梳理程度的强弱,不应单以精梳落棉率大小去衡量,重在精梳条含短绒率的多少。