
1 功能性纤维的表面特征
我公司采用的功能性纤维为仪征化纤股份有限公司生产的Coolbst纤维具有“H”型截面,使纤维和纤维集合体具有较强的毛细效应,有优良的气态、湿气透过性能和优良的液念、汗液传导性能,是一种干爽舒适的功能性纤维,具有吸湿快、放湿快、导湿快、蒸发快的特点。由于Coolbst纤维截面为异形截面,故其抗弯性能优于其它网形截面纤维,消除了园形截面纤维织物的粗硬感,使织物蓬松,手感舒适。
2 原料的选配
Coolbst纤维(Tc):1.56dtex×38mm,混用比例为55%;
细旦纤维(Tx):0.89dtex×38mm,混用比例为15%;
粘胶纤维(R):1.67dtex×38mm,混用比例为30%。
3 工艺流程
为使原料充分混合均匀,确保混合比例正确,采用并条混棉,三种原料分别作成不同定量的梳棉条,在并条工序中采用三道并条以充分混合,避免产生色差。
4 各工序工艺配置与技术措施

4.1 开清棉工序
由于原料长度整齐度好,不含杂质,故开清棉工序采用“多松少打,多梳少落,薄喂轻打”的工艺原则。由于Coolbst纤维蓬松,为保证棉卷成型良好,应适当加大棉卷压力,在棉卷中喂人相同品种的粗纱,以防止棉卷粘连;适当降低打手速度,减少打击点,以减少纤维损伤,降低棉结;适当减轻棉卷定量,以减轻后工序的牵仲负担。Coolbst卷定量为368g/m,粘胶卷定量为400g/m,棉卷长度均为30.6m.相对湿度控制在55%左右。
4.2 梳棉工序
采用“轻定量、低速度、多梳理、少落棉”的工艺配置。为防止Coolbst纤维和细旦纤维棉网漂浮、破边等现象,确保棉网顺利转移,加大锡林与刺辊速比为2.0,以减少囚纤维转移不良而造成的棉结。锡林速度为330r/min,道大速度为19r/min,刺辊速度为849r/min,锡林至盖板隔距采用0.3mm、0.25mm、0.25mm、0.25mm、0.3mm,Coolbst生条定量16.405g/5m,细旦纤维生条定量18.043g/5m,粘胶生条定量17.832g/5m。使棉网状态良好,梳棉条重不均匀控制在4.0%以内。
4.3 并条工序
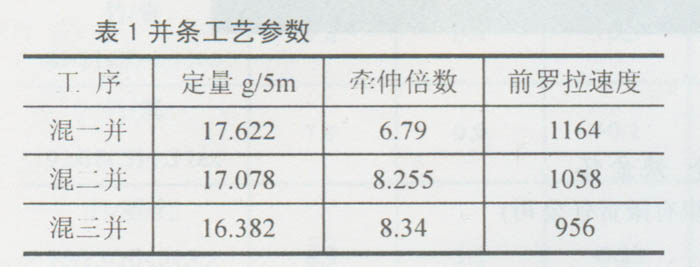
采用“轻定量、低速度”的工艺原则。混一并采用7根并合,4根Coolbst生条、一根细旦生条、2根粘胶生条一起喂入,混二、混三均为8根并合;为使纤维经并条工序后充分伸直平行和混合,罗拉隔距采用22.5×14×19mm,同时混二并采用较大的后区牵仲为1.925,混三并采用较小的后区牵伸为1.438,并保持各机通道光清,无毛刺挂花。使未并条乌斯特条干CV值达到2.78。相对湿度控制在60%左右。并条工艺参数见表1。
4.4 粗纱工序
粗纱采用“低速度、适当捻系数”的工艺原则,使粗纱外观光洁、毛羽少。粗纱捻系数选择为64,粗纱定量为3.808g/10m,罗拉隔距为25×36mm,前罗拉速度为198r/min,使粗纱条干CV值达到4.1,相埘湿度控制在65%左右。
4.5 细纱工序
采用“低速度,大隔距,小钳口隔距,小后区牵伸”的工艺原则。为提高成纱条干水平,配置72胶辊,为减少成纱毛羽,适当加重钢丝圈重量。细纱捻系数348,钳口隔距2.5mm,后区牵仲倍数1.25,罗拉隔距18×35,皮辊加压14×10×14kg/双锭,前罗拉速度为197r/min,相对湿度控制在63%左右。成纱质量完成情况见表2。

4.6 络筒工序
采用导电性能良好的金属槽筒,以消除静电现象;采用较小的张力,以减少纱线的弹性损失;保证纱线通道光洁无挂花,年问相对湿度控制在65%左右。
5 结语
(1) 棉卷、生条定量偏轻掌握,能明显改善梳理质量,为提高成纱质量打下基础。
(2) 用条混,以避免三种纤维混合不均匀而造成色差。
(3) 合理选择工艺参数纺专器材,保证设备状念良好,是稳定产品质量的关键。
(4) 合理控制各工序相对湿度,使车间生活稳定。