
为提高股线倍捻质量,我公司于2001年购进13台福克曼VTS-09型短纤倍捻机安装并投产,用于生产无结头股线。生产过程中发现对细号纱或对不同号数的单纱进行合股时,倍捻筒纱易出现股线扭结现象(又称缩纱、小辫纱),不但使后道工序退绕时断头增加,且易在布面上形成纬缩或经缩疵点,造成染不上色或染色不匀等现象。
1 原因分析
通过试验分析,我们认为造成倍捻筒纱发生扭结现象(以下简称缩纱)的原因主要有以下几方面。
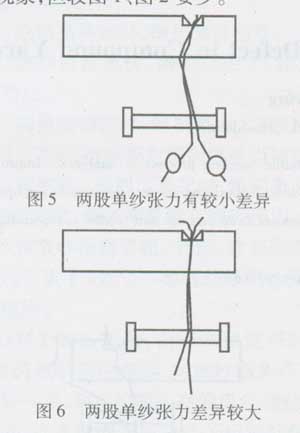
(1)并线机合股时两股单纱张力不匀,用闪光测速仪观察,在成筒的过程中有明显分纱现象(见图1~图6),这些都易在倍捻加捻成形过程中形成缩纱。

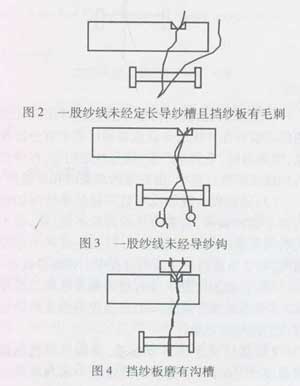
如图1所示,在并线机合股成简的过程中有明显分纱现象,在倍捻机加捻成筒的过程中,出现大量缩纱;如图2所示,在并线机合股成筒的过程中有分纱现象,在倍捻机加捻成筒的过程中的缩纱现象较图1少;如图3所示,在并线机合股成筒的过程中无分纱现象,在倍捻机加捻成筒的过程中,未出现缩纱现象;如图4所示,在并线机合股成筒的过程中有分纱现象,在倍捻机加捻成筒过程中有时会产生缩纱现象;图5所示情况主要是由于合股不同号数的单纱时张力片搭配不当或插筒座角度调整不适造成,在并线机合股成筒的过程中无分纱现象,在倍捻机加捻成筒的过程中未出现缩纱现象;如图6所示情况主要是由于插筒座角度调整不一致造成,在并线机合股成筒的过程中有分纱现象,在倍捻机加捻成筒的过程中,出现缩纱现象,但较图1、图2要少。
(2)并线机槽简起沟槽、毛刺,这时用闪光测速仪观察到在并线机合股成筒的过程中有分纱现象,槽筒沟槽、毛刺越严重,则分纱越明显,在倍捻机加捻成筒的过程中,出现缩纱现象的几率越高。
(3)倍捻机合股加捻号数不同的单纱时如张力弹子选择偏重,与张力片的选配不适,粗、细不同的两股单纱从锭管引出时,势必造成张力差别很大,极易造成倍捻成筒的过程中出现缩纱现象。
(4)合股的两股单纱的捻度偏大或单纱捻度不匀(单纱断续有强捻),也易造成倍捻成筒的过程中出现缩纱现象。
(5)倍捻机卷装罗拉松动,易造成倍捻加捻时捻度过大,造成倍捻成筒的过程中出现双股缩纱现象。
2设备保养与维修
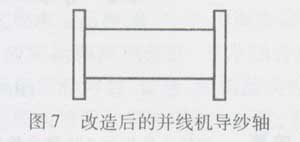
(1)对并线机的导纱轴进行技术改造,改造后的导纱轴如图7所示,这样可以有效防止如图1所示现象的产生,避免并线出现分纱、倍捻筒纱出现缩纱。
(2)对并线机的挡纱板经常进行检查,发现其有毛刺、磨出沟槽要用细砂布进行打磨修复,及时更换沟槽较深的挡纱板。
(3)定期检查、调整并线机的插筒座角度,用手感检测两股纱线的张力是否一致,以确定调整插筒座角度的准确程度。
(4)每周检查一次并线机槽筒,用报废的锭子杆做专用工具压平槽筒起沟槽、毛刺处,用什锦锉修复沟槽,最后通过目测、手感检查修复沟槽效果。
(5)用扭矩扳手定期检修卷装罗拉,防止卷装罗拉松动。
3改进操作方法
(1)并线挡车工在换纱或接头时,一定要注意将两股纱线全部并依次放人导纱钩、导纱轴、定长导纱槽内。
(2)并线挡车工或倍捻挡车工接头后,一定要注意将上、下两股纱线拉直放好,切忌其中一股纱线未伸直就放下。
(3)前工序要注意单纱的捻度不匀率,不能出现断续强捻及过大的单纱捻度,否则在倍捻加捻卷绕成形时容易出现缩纱现象。
减少股线扭结疵点是一项系统而复杂的工作,因为它往往不是某个单方面的原因造成的,大多是多种原因综合引起的,需要我们平时在设备、工艺、操作管理等方面勤观察、多检查,确保每个环节正常运作,杜绝缩纱出现。