
1ЦҜОпјјКхМхјю
ҫӯЙҙЈә7Ј®3 tex
ОіЙҙЈә7Ј®3 tex
ҫӯГЬЈә433ёщЈҜ10 cm
ОіГЬЈә354ёщЈҜ10 cm
ҫӯПтҪф¶ИЈә43Ј®3ЈҘ
ОіПтҪф¶ИЈә35Ј®4ЈҘ
ЧЬҪф¶ИЈә63Ј®4ЈҘ
ЧйЦҜЈәЖҪОЖ+РЎМб»Ё(16Ж¬ЧЫЎўөҘЦбЦҜФм)
·щҝнЈә144Ј®8 cmЎ«147Ј®3 cm
ЧЬҫӯёщКэЈә6496ёщ
2№ӨТХБчіМ
ҫӯЙҙЈәНІЙҙ-»ҜҪК-ИҫЙ«-Ҫ¬Йҙ-ВзНІ-Хыҫӯ-ҙ©ЧЫ
ОіЙҙЈәНІЙҙ-»ҜҪК-ИҫЙ«-№эҪ¬-ВзНІ
ҫӯОіЙҙЈәЦҜФм-ЕчІјјмСй-әуХыАн-іЙЖ·јмСй-ҙт°ь
3ЙъІъјјКхДСөг
ҙЛЖ·ЦЦЦҜОпҪф¶ИҪПРЎЈ¬ТЧІъЙъәбөөҙГөгЈ¬ФЪОЮЛуЦҜ»ъЦРКфДС¶ИҪПҙуөДЦҜОпЎЈТтёГЖ·ЦЦЙҙәЕПёЈ¬өҘЙҙЗҝБҰөНЈ¬ТтҙЛФЪЦҜФм№эіМЦРТ»ёцН»іцөДОКМвҫНКЗҫӯЙҙИЭТЧ¶ПН·Ј¬ЗТРЎМб»ЁІҝ·ЦөДЙҙПЯТтҪ»ЦҜөгЙЩЈ¬НЈҫӯЖ¬ТЧПВЧ№¶шФміЙНЈ»ъЎЈТтҙЛЈ¬ҙЛЖ·ЦЦ¶ФЙъІъ№ӨТХөДТӘЗуКЗЈә
(1)ҫӯЙҙЙПҪ¬КұЈ¬ТӘУРТ»ёцәПККөДЙПҪ¬ВКАҙФцЗҝПЛО¬јдөДХіҪбБҰТФј°ЙҙПЯөЦУщАӯЙмөДДЬБҰЎЈ
(2)ХыҫӯКұЈ¬¶ФРЎМб»ЁІҝ·ЦөДҫӯЙҙТӘјУЦШХЕБҰИҰХЕБҰЈ¬ТФҙпөҪФӨЙміӨЈ¬јхЙЩ¶йҫӯ¶шНЈ»ъөДјёВКЈ¬¶шЖдЛыҫӯЙҙТӘ»сөГҫщФИТ»ЦВөДХЕБҰЎЈ
(3)ЦҜ»ъЙПТӘУРәг¶ЁөДХЕБҰЧФ¶ҜҝШЦЖј°өзЧУЛНҫӯЎўөзЧУҫнИЎЧ°ЦГЎЈ
4ёч№ӨРтјјКхҙлК©ј°№ӨТХІОКэ
4Ј®1 Ҫ¬Иҫ№ӨРт
100ЈҘіӨИЮГЮә¬ФУБҝҪПЙЩЈ¬ОӘБЛІ»ЛрЙЛПЛО¬Ј¬ФЪЦуБ·№ӨТХЙПҝЙТФККөұјхЙЩҙҝјоУГБҝЈ¬¶шЙФЙФСУіӨЦуБ·КұјдЎЈИҫБПөДСЎФсУГЦРОВРН»оРФИҫБПЎЈ¶ФУЪПёәЕРЎМб»ЁЦҜОпөДЦҜЦЖЈ¬Ҫ¬Йҙ№ӨРтЦБ№ШЦШТӘЎЈҪКЙҙЙПҪ¬КЗФЪ702РНҪ¬Йҙ»ъЙПҪшРРөДЈ¬ТЛІЙУГБҪҙОЙПҪ¬Ј¬өЪТ»ҙОТФҪюНёОӘЦчЈ¬ұ»ёІОӘёЁЈ¬өЪ¶юҙОТФұ»ёІОӘЦШЈ¬ҪюНёОӘёЁЈ¬ТЛІЙУГёЯЕЁөНХіҪ¬БПәНҪПёЯС№БҰөДЙПҪ¬№ӨТХЎЈҫӯ№э¶аҙОКФСйұнГчЈ¬Т»°гС№БҰІ»өНУЪ16 kNІЕДЬұЈЦӨҪ¬ТәөДЙшНёРФәНҪ¬ДӨөДНкХыіМ¶ИЎЈІ»Мбі«ІЙУГҪәЛ®Ј¬ТтОӘЙҙПЯМ«ПёЈ¬УГҪәЛ®·ҙ¶шИЭТЧК№ҫӯЙҙХіІўЈ¬ҝШЦЖІ»әГК№ЙҙПЯТЧҙа¶ПЈ¬Ҫ¬ДӨТЧНСВдЈ¬·ҙ¶шҪөөНҪ¬ЙҙР§№ыЎЈҪ¬ЙҙЕд·ҪИзұн1ЛщКҫЎЈ
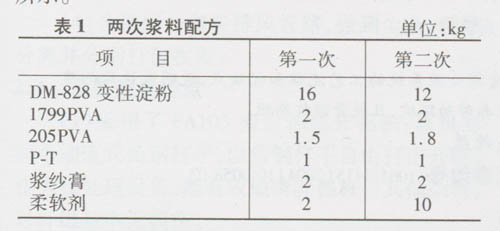
ІЩЧчТӘөгЈәИ«Іҝ№ӨТХөДЧЬМе»эТФ600 LјЖЛгЈ¬ПИҪ«1799PVAј°ИХұҫҝЙАЦАц205PVAУГЧЬМе»эөД1ЈҜ4Л®Бҝ·РЦу20 minЎ«30 minЈ¬јУИлP-TФЩЦу2 minәујУЛ®ЦБ1ЈҜ2Ме»эЈ¬Н¶ИлDM-828ұдРФөн·ЫЙэОВЦБ80ЎжЎ«85ЎжЈ¬№ШұХҪБ°и»ъмЛҪ¬10 minЎ«15minЈ¬јУИлҪ¬ЙҙёаЎўИбИнјБЈ¬јУАдЛ®¶ЁМе»эҙэУГЈ¬ТФ50ЎжЎ«55ЎжЙПҪ¬ОӘЧојСЎЈТтОӘөНОВЙПҪ¬ёьДЬК№ЙҙПЯЦКБҝОИ¶ЁЈ¬ЙПҪ¬әбПтҫщФИ¶ИУРЛщМбёЯЈ¬јхЙЩҪ¬°ЯЎЈөЪТ»ҙОЙПҪ¬әуЈ¬НСЛ®ЎўЖЛЙҙЎўәжёЙәуІЕДЬҪшРРөЪ¶юҙОЙПҪ¬ЎЈУГТФЙП№ӨТХҪ¬ЙҙәуЈ¬ЙҙПЯЛЙЛ¬ЎўКЦёР·бВъЈ¬ЙПҪ¬ВКҝШЦЖФЪ11ЈҘЎ«12ЈҘЈ¬Ҫ¬ЙҙЙміӨВКҝШЦЖФЪ1ЈҘТФПВЈ¬УРАыУЪҪөөНЦҜФмөД¶ПН·ВКЎЈОіЙҙІЙУГ№эПЎҪ¬№ӨТХЎЈЕд·ҪОӘЈәDM-828ұдРФөн·Ы16kgЈ¬P-T 2 kgЈ¬Ҫ¬Йҙёа2 kgЈ¬ИбИнјБ15 kgЎЈН¬СщЧЬМе»эТІКЗТФ600 LјЖЛгЎЈ
4Ј®2Чјұё№ӨРт
4Ј®2Ј®1 ВзНІ
ІЙУГ1332MРНВзНІ»ъЎЈТ»°гҪЁТй1332MРН»ъУҰҫЯұёЈә¶ПН·ПдЧФНЈЧ°ЦГ¶ҜЧчБй»оЈ¬ТФГвЙҙПЯ¶ПН·әуУлІЫНІДҰІБ¶шЛрЙЛЙҙПЯЈ»ҝШЦЖХЕБҰәНҫнИЖГЬ¶ИЈ»өзЖч·АөюЧ°ЦГЈ»ІЙУГҪрКфІЫНІЈ¬ҪрКфІЫНІіЙРОәГЈ¬ұнГж№в»¬Ј¬¶ФЙҙПЯЛрЙЛРЎЎЈ
4Ј®2Ј®2Хыҫӯ
ІЙУГSHGA215ЈҜBРН·ЦМхХыҫӯ»ъЈ¬»ъЛЩОӘ450rЈҜminЈ¬ІЙУГјд¶ПХыҫӯНщёҙКҪНІЧУјЬЈ¬ХЕБҰЕМІЙУГЛ«ФІЕМҪб№№Ј¬С№БҰҙуРЎҝЙТФНЁ№эФІЕМөДҪЗ¶Иј°ХЕБҰЕМөДЦШБҝҝШЦЖЈ¬ІЙУГұдЖөөз»ъҙ«¶ҜЈ¬ұЈЦӨҫнИЖөДПЯЛЩ¶Иәг¶ЁЎЈХыҫӯХЕБҰөДҝШЦЖКЗРЎМб»ЁЖ·ЦЦДЬ·сЛіАыЦҜФмөД№ШјьЎЈТтРЎМб»ЁІҝ·ЦёЎіӨПЯіӨЈ¬Ҫ»ЦҜөгЙЩЈ¬№КРиФЪХыҫӯКұККөұјУЦШХЕБҰЈ¬К№ЙҙПЯФӨЙміӨЈ¬јхЙЩНЈҫӯЖ¬ПВЧ№ФміЙНЈ»ъЎЈОТГЗФЪРЎМб»ЁҫӯЙҙІҝ·ЦјУХЕБҰИҰ48 gЈ¬ҪЗ¶ИУләуГжіЙ30ЎгЧуУТЈ¬ЖҪОЖІҝ·ЦЙҙПЯјУХЕБҰИҰ12 gЈ¬ҪЗ¶ИУләуГжіЙ80ЎгЧуУТЎЈ
4Ј®2Ј®3 ҙ©ҫӯ
УГ16Ж¬ЧЫЦЖЦҜЈ¬ЖҪОЖҙ©ФЪЗ°6Ж¬ЧЫЈ¬Мб»Ёҙ©ФЪәу12Ж¬ЧЫЎЈТтҫӯГЬІ»ҙуЈ¬ЖҪОЖІҝ·ЦУГЛіҙ©јҙҝЙЎЈ
4Ј®3ЦҜФм№ӨРт
ІЙУГТвҙуАыМмВн11 ExcelРНҪЈёЛЦҜ»ъЎЈХЕБҰөДИ·¶ЁЈ¬УҰТФЛуҝЪЗеОъЎўЦҜҝЪОЮ№эҙуУО¶ҜОӘТЛЎЈө«№эҙуөДЙП»ъХЕБҰЈ¬УЦ»бФміЙҫӯЙҙ¶ПН·ВКёЯЈ¬ОТГЗІЙУГөДЙП»ъХЕБҰОӘ2100 NЎЈТЛІЙУГҪПёЯөДәуБәёЯ¶ИЈ¬Т»°г+1Ј®5ЦБ+2Ј®0Ц®јдОӘТЛЈ¬ҝӘҝЪКұјд310ЎгЈ¬НЈҫӯјЬёЯ¶И+85Ј¬НЈҫӯјЬЗ°әу+120Ј¬ұЯҪКЙҙУГ110 dtexЎБ2ПЯЈ¬ҝЙТФМбёЯЦҜФмР§ВКЎЈНЁ№эТФЙПөД№ӨТХУЕ»ҜЈ¬ҙЛЖ·ЦЦөДЦҜФмР§ВКҝЙТФҙпөҪ90ЈҘЧуУТЎЈ
5ХыАн
әуХыАнІЙУГАдЛ®НЛҪ¬Ј¬І»УГјУИнУН»тјУЙЩРнИнУНКЦёРТСәЬИбИнЈ¬ҝЙҪөөНХыАніЙұҫЈ¬Аӯ·щКұХЕБҰІ»ТЛМ«ҙуЈ¬ЧўТвАӯРұЎЈёГІъЖ·ҫӯГЬҪПРЎТЧІъЙъәбөөҙГөгЈ¬ЕчІјј°іЙЖ·өДРЮЦҜПҙУРәЬҙуөДДС¶ИЈ¬ҫӯҙујТЕ¬БҰЈ¬ЧоЦХҙпөҪҝН»§өДТӘЗуЎЈ
6 ҪбКшУп
НЁ№э¶ФёГЖ·ЦЦІ»¶ПөД№ӨТХУЕ»ҜЈ¬ИЎөГБЛГчПФөДР§№ыЈ¬Р§ВКУЙЧоіхөД75ЈҘЈ¬МбёЯөҪ90%Ј¬Т»өИЖ·ВКҙпөҪБЛ98ЈҘЈ¬ІјГжЦКБҝәЬәГЈ¬»сөГҙуБҝіцҝЪ¶©өҘЈ¬ёшөҘО»ҙшАҙБЛБјәГөДҫӯјГР§ТжЎЈ