
二、生锈原因
分析产生此种原因大体有以下几种情况:
1、由于受生产环境及地区、气候等因素影响。
①生产车间温湿度无法调控,有些化纤品种在生产中需较大湿度。
②生产企业在山区、半山区或沿海、沿江及干燥地区,空气湿度大、昼夜温差大。
③胶辊间与生产车间温差大,牵伸上销机件位置在总风管出风口处。
2、因平揩车需调换的上销铁辊装配后存放时间偏长和存放地环境湿度较大。
3、因生产和节假日原因,导致开、关车之间时间过长,开车时车间预热不够,造成温差大。
4、新胶圈内层呈酸性,中上罗拉轴承铁辊外壳表面接触酸性成份。
三、造成影响:
按纺纱牵伸理论要求,牵伸部件要取得较好的纺纱效果,就要求牵伸系统握持处要具有良好的有序运动规律,稳定的摩擦力界和恒定的速度。降低牵伸运行的阻力,才能有利于正常生产进行。保证产品质量稳定,要达到这些要求,对于牵伸部件的转动精度和状态及相关器材在运行中的性能优劣有着密切的关联。
在经常生产过程中,我们不难发现因生产环境及其它各种不利因素影响,而产生中上罗拉轴承外壳生锈时有发生,外壳生锈后其表面极容易积累杂物,造成胶圈在经常运行中打顿、呆滞不灵活,对纤维在有序的牵伸运动中带来了不可估量的损害,严重地影响了产品质量稳定。另外,为了消除此种不良现象,对生锈外壳一般都采用砂布打光,久而久之造成越打光生锈越快、越严重,不但解决不了问题,反而增加了劳动强度,而且严重地影响了产品质量。特别在纺制高支纱品种上带来的危害更大。
四、改进办法和效果:
我们为谋求从根本上解决此种不良现象,有效地保证产品质量稳定,减轻劳动强度,采用SL6819A上罗拉轴承套压上86度±2度铝衬胶辊,改制成外径为25.2mm替代SL6825E中上罗拉轴承铁辊。经我们试用和实物测试对比,感到效较好。经改制后中上罗拉轴承其壳体为橡胶,在牵伸运行过程中增补了上;下胶圈之间的弹性,加强了摩擦力,改善了胶圈在牵伸运行中同步性,消除了滑溜,稳定了摩擦力界,保证了纤维在牵伸过程中的有序运动和恒定的速度,有效地改善了成纱实物质量。现将我们试用测试情况提供给大家探讨:测试条件:品种:纯棉色纺 机型:FA506(V型牵伸) 压力:130-140牛顿(气动加压) 胶辊直径:29.5mm
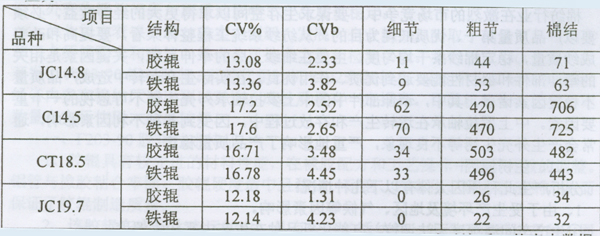
经制后中上罗拉轴承胶辊替代铁辊,经我们试用测试对比后,从表中数据中可以看到,其成纱质量主要指标CV值与CVb值均有所改善。
五、结束语:
改制后轴承胶辊我们认为它能较好地适纺各种品种棉纱和适应各种生产环境,表面也不会产生不良现象,从根本上消除了生锈现象,较好地体现了它的优点,达到了既改善了成纱质量又减轻了劳动强度,节约了企业消耗费用。从长远来看,它有很大的实用性。
测试试用产品为慈溪福山纸业橡塑有限公司所生产的F203-90铝衬胶辊。