1 ҪшҝЪіӨИЮГЮөДЖ·ЦКМШХч
ОТ№«ЛҫҪшҝЪөДіӨИЮГЮКЗГА№ъPermanentГЮЈ¬ҫӯјмСйЖдЦчТӘРФДЬЦёұкОӘЈәЦчМеіӨ¶И35Ј®4 mmЈ¬Ж·ЦКіӨ¶И38Ј®6 mmЈ¬ХыЖл¶И1270Ј¬¶МИЮВК9Ј®2ЈҘЈ¬іЙКм¶И1Ј®66Ј¬¶ПБСЗҝ¶И4Ј®81 cNЈҜdtexЈ¬Пё¶И1Ј®70 dtexЈ¬ҙшПЛО¬ЧСРј1060БЈЈҜ100 gЈ¬ГЮҪб500БЈЈҜ100gЈ¬»ШіұВК5Ј®6ЈҘЈ¬ә¬ФУВК1Ј®9%ЎЈУЙТФЙПКФСйҝЙЦӘЈ¬ёГЕъГА№ъіӨИЮГЮЙ«Фу»ЖЈ¬ЗТ°ьУл°ьЦ®јдІоТмҙуЈ¬УРәҰҙГөгЖ«ёЯЈ¬ПёРЎФУЦК¶аЈ¬ЖдЦРҙшПЛО¬ЧСРјј°ГЮҪбКЗН¬өИј¶№ъІъГЮөД2ұ¶Ў«3ұ¶Ј¬ТтҙЛФЪЗеКб№ӨРтұШРлҫЎҝЙДЬ¶аЕЕіэҙшПЛО¬ЧСРјәН¶МИЮЈ¬ХвСщІЕДЬұЈЦӨіЙЙҙЦКБҝЎЈ
2 іӨИЮГЮ·ДЙҙ№ӨТХБчіМ
A002DРНЧҘГЮ»ъЎъA035AРНҝӘГЮ»ъ(ёҪA045РНДэГЮЖч)ЎъA036РНҝӘГЮ»ъЎъA092РНЛ«ГЮПдёшГЮ»ъЎъA076РНіЙҫн»ъЎъFA20l BРНКбГЮ»ъЎъFA304РНІўМх»ъЎъA191 BРНМхҫн»ъ-A201DРНҫ«Кб»ъЎъFA306РНІўМх»ъЎъFA306РНІўМх»ъЎъFA458РНҙЦЙҙ»ъЎъEJM128KРНПёЙҙ»ъ
3 №ӨТХјјКхҙлК©
3Ј®1 »мГЮ·ҪКҪ
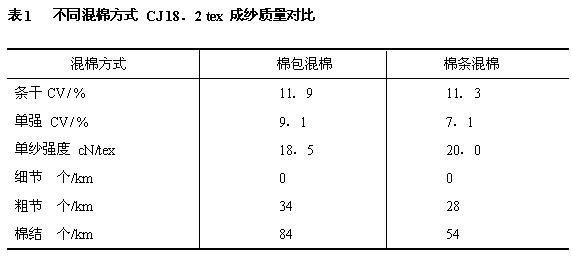
ОТ№«ЛҫЙъІъҫ«КбҙҝГЮіцҝЪЙҙКұЈ¬°ҙУГ»§ТӘЗуіӨИЮГЮУГБҝОӘ80%Ј¬ПёИЮГЮУГБҝ20ЈҘЎЈіӨИЮГЮУлПёИЮГЮөД»мәН·ҪКҪФӯПИІЙУГҙ«НіөДГЮ°ь»мГЮ·ҪКҪЈ¬јҙҪ«ҫӯјрМЮәуөДіӨИЮГЮЎўПёИЮГЮ·ЦұріЖЦШәуЈ¬°ҙұИАэЦұҪУЧ°ПдЈ¬ТФГЮ°ь»мәНөД·ҪКҪҪшРР»мГЮЎЈЖдУЕөгКЗҪЪКЎ»ъМЁЈ¬№ЬАн·ҪұгЈ¬ө«ҫӯ№эРЎСщКФ·ДЈ¬УГ»§·ҙУііЙЙҙГЮҪбёЯЈ¬МхёЙІ»ФИЎЈҫӯ№эКФСй·ЦОцИПОӘЈ¬УЙУЪіӨИЮГЮәНПёИЮГЮөДПЛО¬іӨ¶ИәНә¬ФУөИДЪФЪЦКБҝҙжФЪЧЕҪПҙуөДІоТмЈ¬К№УГГЮ°ь»мәН·ҪКҪЈ¬КЖұШФміЙҝӘЗеГЮ№ӨРт№ӨТХІ»әГХЖОХЈ¬ЧоЦХУ°ПміЙЙҙЦКБҝЈ¬¶шЗТіӨИЮГЮЙ«Фу»ЖЈ¬ПёИЮГЮЙ«Фу°ЧЈ¬»Ж°Ч¶ФұИ¶ИМ«ҙуЈ¬ІЙУГГЮ°ь»мГЮЈ¬әЬИЭТЧІъЙъЙ«ІоЈ¬ЛщТФОӘҪшТ»ІҪМбёЯіцҝЪЙҙөДЦКБҝЈ¬·АЦ№Й«ІоЈ¬№«ЛҫЧйЦҜ№Ҙ№ШЈ¬МбіцФЪФӨІў№ӨРтІЙУГМх»мөД№ӨТХИЎҙъФӯУРөДГЮ°ь»мәН№ӨТХЈ¬ИЎөГБЛҪПәГөДР§№ыЎЈІ»Н¬»мГЮ·ҪКҪCJ 18Ј®2 texіЙЙҙЦКБҝ¶ФұИјыұн1ЎЈ
3Ј®2 ҝӘЗеГЮ№ӨРт
Хл¶ФіӨИЮГЮПё¶ИПёЎўіӨ¶ИіӨәНЖӨ№хГЮә¬ФУҪПёЯөДМШөгЈ¬ФЪҝӘЗеГЮ№ӨРтІЙУГ¶аКбЙЩҙтЎўҙуФУФзВдЙЩЛйөДФӯФтЎЈЧҘГЮҙтКЦЙміцАЯМхёЯ¶ИёДОӘ2mmЈ¬ЙЩЧҘЗЪЧҘЈ¬A036РН»ъәАЦнҙтКЦёДОӘКбХлҙтКЦЈ¬Н¬КұҪөөНҙтКЦЛЩ¶ИЈ¬·Еҙуіҫ°фёфҫаЈ¬ТФКбҙъҙтЈ¬јхЙЩ¶ФПЛО¬өДЛрЙЛЈ¬јУҙу¶ФПёРЎФУЦКөДЕЕіэЈ¬УРАыУЪҪөөНГЮҪбФУЦКЎЈЖд№ӨТХЕдЦГОӘЈәіӨИЮГЮҝӘЗеөг2ёцЈ¬КбХлҙтКЦЛЩ¶ИОӘ480 rЈҜminЈ¬ЧЫәПҙтКЦЛЩ¶ИОӘ820 rЈҜminЎЈПёИЮГЮҝӘЗеөг3ёцЈ¬әАЦнҙтКЦЛЩ¶ИОӘ560 rЈҜminЈ»ЧЫәПҙтКЦЛЩ¶ИОӘ960 rЈҜminЎЈәАЦнҙтКЦУлКбХлҙтКЦГЮҪб¶ФұИЈәәАЦнҙтКЦГЮҫнГЮҪбОӘ15БЈЈҜgЈ¬ЙъМхГЮҪбОӘ60БЈЈҜgЈ¬ЙъМхФУЦКОӘ75БЈЈҜgЈ»КбХлҙтКЦГЮҫнГЮҪбОӘ12БЈЈҜgЈ¬ЙъМхГЮҪбОӘ52БЈЈҜgЈ¬ЙъМхФУЦКОӘ72БЈЈҜgЎЈіӨИЮГЮУлПёИЮГЮ·ЦҝӘҙҰАнЈ¬МбёЯБЛіӨИЮГЮУлПёИЮГЮөДГЮҫнЦКБҝЎЈ
3Ј®3 КбГЮ№ӨРт
іӨИЮГЮЎўПёИЮГЮФЪКбГЮ»ъЙПҪшРРөҘ·ДЈ¬УРАыУЪІЙУГІ»Н¬өД№ӨТХҪшРРКбАнЎўіэФУЈ¬јхЙЩ¶ФПЛО¬өДЛрЙЛЈ¬јхЙЩ¶МИЮВКФцјУЈ¬ҪөөНГЮҪбФУЦКЎЈЖдЦчТӘ№ӨТХІОКэәНЙъМхЦКБҝЈәіӨИЮГЮОэБЦЧӘЛЩОӘЈә330 rЈҜminЈ¬ҙМ№хЧӘЛЩОӘ850 rЈҜminЈ¬өА·тЧӘЛЩОӘ28 rЈҜminЈ¬ёЗ°еЛЩ¶ИОӘ220 mmЈҜminЈ¬ёЗ°еЎ«ОэБЦёфҫаОӘ0Ј®20 mmЎў0Ј®18 mmЎў0Ј®18 mmЎў0Ј®18 mmЎў0Ј®20 mmЈ¬ЙъМхГЮҪб52БЈЈҜgЈ¬ЙъМхФУЦК72БЈЈҜgЈ¬ЙъМх¶МИЮВКОӘ12Ј®5ЈҘЈ»ПёИЮГЮОэБЦЧӘЛЩОӘ360 rЈҜminЈ¬ҙМ№хЧӘЛЩОӘ930 rЈҜminЈ¬өА·тЛЩ¶ИОӘ30 rЈҜminЈ¬ёЗ°еЛЩ¶ИОӘ180 mmЈҜminЈ¬ёЗ°еЎ«ОэБЦёфҫаОӘ0Ј®20 mmЎў0Ј®18mmЎў0Ј®18 mmЎў0Ј®18 mmЎў0Ј®20 mmЈ¬ЙъМхГЮҪб50БЈЈҜgЈ¬ЙъМхФУЦК68БЈЈҜgЈ¬ЙъМх¶МИЮВКОӘ16Ј®5ЈҘЎЈКбГЮ№ӨРт·ДіӨИЮГЮКұұШРлТӘЧўТвХлІјөДРНәЕәНХлІјөДИсАы¶ИЈ¬К№УГҪшҝЪХлІјГЮҪбҝЙТФҪөөН10БЈЈҜgЧуУТЎЈ
3Ј®4 ҫ«Кб№ӨРт
(1) ФӨІў№ӨРтЎЈФӨІўМх¶ЁБҝИ·¶ЁОӘ15Ј®5g/5mЈ¬ІўёщҫЭЕдГЮТӘЗуИ·¶ЁБҪЦЦЙъМхөДО№ИлұИАэЎЈ5ёщіӨИЮГЮЙъМхУл1ёщПёИЮГЮЙъМхҙоЕдЈ¬әуЗЈЙмУЙФӯАҙөД1Ј®56ұ¶МбёЯөҪ1Ј®82ұ¶Ј¬УРАыУЪМбёЯГЮМхЦРПЛО¬өДЙмЦұЖҪРР¶ИЎЈ
(2) Мхҫн№ӨТХЎЈМхҫнІЙУГ20ёщІўәПЈ¬¶ЁБҝОӘ40Ј®5 gЈҜmЈ¬ІўјУҙуМхҫнҪфС№№хөДС№БҰЈ¬јхЙЩіЙҫнВЮАӯС№БҰЈ¬К№ГЮҫн·ЦІгЗеОъЈ¬І»ТЧХіІгЎЈ
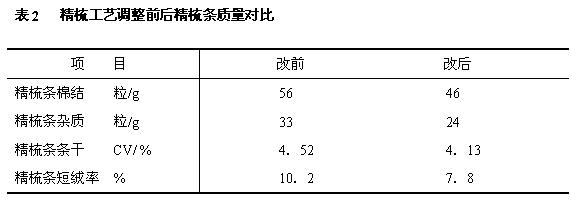
(3)ҫ«Кб№ӨРтЎЈҫ«Кб№ӨРтҝјВЗөҪФӨІўІЙУГіӨИЮГЮУлПёИЮГЮМх»м№ӨТХЈ¬ОӘјхЙЩҫ«КбМхөД¶МИЮВКЈ¬ВдГЮёфҫаәНКбАнёфҫаЖ«ҙуХЖОХЈ¬ІўМбёЯЗҜҝЪөДО»ЦГЈ¬УРАыУЪМбёЯВдГЮВКЎЈҫ«КбВдГЮВКҝШЦЖФЪ16%ЎА1ЈҘЈ¬Н¬КұұЈЦӨОэБЦЎў¶ҘКбХлІјЧҙМ¬БјәГЈ¬Г«ЛўұнГжХыЖлЈ¬ІўККөұМбёЯЖдО»ЦГЈ¬УРАыУЪФцҙуЕЕФУЈ¬јхЙЩГЮҪбФУЦКЎЈҫ«Кб№ӨРт№ӨТХөчХыЗ°әуЦКБҝ¶ФұИјыұн2ЎЈ
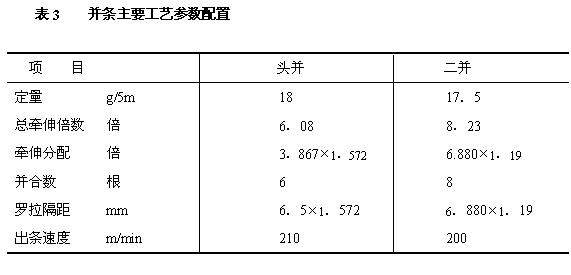
ІўМхН·өАІЙУГ6ёщІўәПЈ¬¶юІўІЙУГ8ёщІўәПЈ¬ҝЙұЈЦӨКмМхЦШБҝІ»ФИВКЈ¬ТІІ»ЦВУЪК№МхЧУ№эКм№эАГЈ¬¶ФУЪЗЈЙм·ЦЕдЈ¬Н·өАәуЗшҪПҙуЈ¬Д©өАәуЗшҪПРЎЈ¬ЧЬЗЈЙмұ¶КэІЙУГЛіЗЈЙмЈ¬ТФМбёЯПЛО¬өДЙмЦұЖҪРР¶ИЎЈЖд№ӨТХЕдЦГјыұн3ЎЈКмМхөДЦШБҝІ»ФИВКОӘ0Ј®6%Ј¬МхёЙCVОӘ2Ј®26ЈҘЎЈ
ҙЦЙҙІЙУГҪПҙуөДДнПөКэЈ¬ҝЙУРР§өШјхЙЩНЛИЖКұІъЙъТвНвЙміӨЛщФміЙөДПёҪЪЈ¬Н¬КұІЙУГҪПРЎөДәуЗшЗЈЙмЈ¬ід·Ц·ў»УЦчЗЈЙмЗшөДЧчУГЈ¬УРАыУЪ¶ФёЎУОПЛО¬өДҝШЦЖЈ¬јУЦ®Ј®FA458РНҙЦЙҙ»ъОӘЛДВЮАӯЗЈЙмЈ¬ҝЙУРР§јхЙЩГ«УрЎЈҙЦЙҙ№ӨРт№ӨТХЕдЦГЈә¶ЁБҝОӘ4Ј®5g/10 mЈ¬ЗЈЙм·ЦЕдОӘ6Ј®272ұ¶ЎБ1Ј®24ұ¶Ј¬ДнПөКэОӘ98Ј¬ВЮАӯёфҫаОӘ12 mmЎБ27 mmЎБ32 mmЈ¬З°ВЮАӯЧӘЛЩОӘ200 rЈҜminЎЈ
3Ј®7 ПёЙҙ№ӨРт
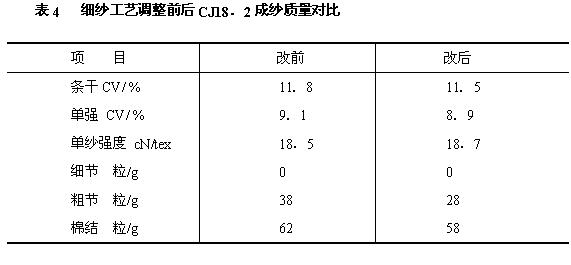
ФЪПёЙҙ№ӨРт¶ФәуЗЈЙмЎўЗҜҝЪёфҫаЎўВЮАӯёфҫаәНҙЦЙҙДнПөКэҪшРРБЛУЕСЎЈ¬Н¬КұІЙУГҪшҝЪИнҪә№хЈ¬ҝЙјхЙЩҙЦПёҪЪЈ¬МбёЯМхёЙҫщФИ¶ИөДЛ®ЖҪЎЈПёЙҙ№ӨТХөчХыЗ°әуCJ 18Ј®2 texіЙЙҙЦКБҝ¶ФұИјыұн4ЎЈ