
1主要技术特点
1.1计算机控制系统
采用了计算机控制系统,取消了传统粗纱机的锥轮及其控制机构和成形机构等,简化了整机结构,减少了、工艺调整点,有利于降低故障率。因采用了计算机控制变频调速传动,使牵伸和卷绕两大传动机构在整个纺纱过程中,卷绕速度和前罗拉输出速度能够得到良好的瞬时匹配,使粗纱张力能够稳定在理想状态,粗纱张力的绝对值只在一个较小的范围内变动,达到近似恒张力纺纱效果。在前罗拉至锭帽间的纺纱段,设置了分辨率为0.1mm的CCD)粗纱张力检测装置,将粗纱张力变化的信号(纺纱段上下抖动量)传递给计算机系统,通过计算机系统控制各电机的变频器,使主电机和卷绕电机按纺纱设计要求传动各纺纱部件进行纺纱,并且纺纱段上下抖动不超过0.1mm
1.2其它主要技术特点
采用数显触摸屏,可以直观地输入、修改有关参数,并可根据现状随时调出显示机器运转的多种数据。另外,可对机器运转的故障及时报警并显示故障排除方法,还可显示出操作调整的误动作及其排除措施等。采用了激光光电系统,激光光电具有对正准确、灵敏度高,调整简便等功能,可有效地保证设备运行可靠、安全。牵伸装置采用四罗拉双短胶圈牵伸形式和SKFPK1500—001938摇架弹簧加压形式。清洁系统由牵伸部分的上下清洁装置、车面吹风装置和车后面及车上面的吸风装置组成,清洁降温效果好。悬挂式全封闭锭翼使锭翼高速旋转的气流对粗纱本身无显著影响,所纺粗纱纱疵少。安装了调机故障自动报警、润滑故障自动报警、机前两路光电保护自动停车、车头各门开启报警、各电机和风扇失灵报警等安全装置,有利于防止故障的发生、及时准确查找故障原因并及时排除故障,保证机器正常可靠地运转。
2纺纱品种和原料的选配及熟条质量
2.1纺纱品种
CJ 14.5 tex:T/C 55/45 16.8 tex。
2.2原料的选配和喂给熟条质量
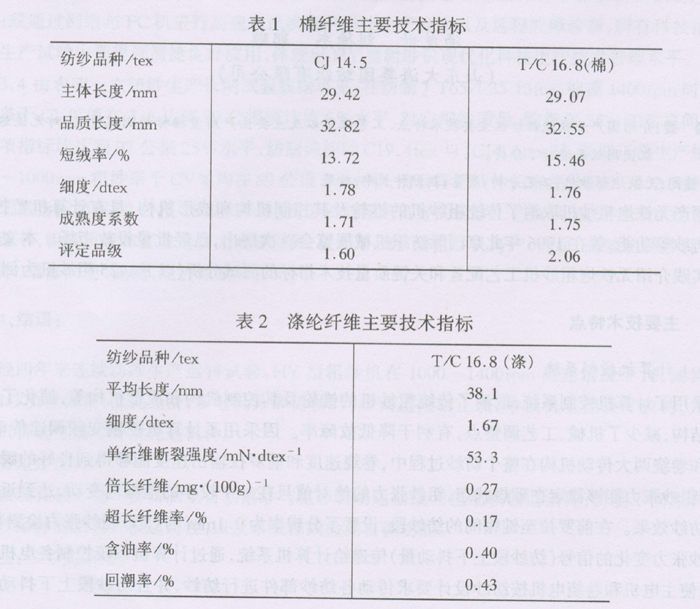
CJ 14•5 tex和T/C 55/45 16.8 tex棉部分的配棉主要技术指标见表l,T/C 55/45 16.8 tex部分主要技术指标见表2。
2.3喂给熟条质量
喂入熟条(并条末并)质量情况如下:
T/C55/45 16.8tex:定量18.09g/5m;萨氏条干不匀率13.2%;条干CV%3.11;重量不匀率0.91%.
CJ 14.5tex:定量17.45g/5m;萨氏条干不匀率12.9%;条干CV%2.93;重量不匀率0.81%.
3粗纱工艺配置
3.1工艺参数的配置分析
3.1.1罗拉加压
采用PK-1500型弹簧摇架加压。该类摇架前、中、后各有三档压力可供选择,各档压力都较重而且加压稳定可靠。纺制纯棉时中档压力即可满足工艺要求,棉涤混纺及涤粘混纺、化纤纯纺等可适当加大(视后区牵伸倍数及后区罗拉隔距等因素确定).
3.1.2原始钳口隔距
根据粗纱定量及片簧压力,在保证牵伸正常不出硬头的前提下,原始钳口隔距可偏小掌握.要通过试确定。
3.1.3主牵伸区罗拉隔距
在保证加压充分的条件下,为了最大限度的减少较短纤维的浮游动程,提高粗纱条干水平,应该使胶圈钳口尽量前移,使其接近第二罗拉握特点,所以主牵伸区罗拉隔距偏小掌握才能满足这一要求。涤粘混纺时,因纤维和粘胶纤维的长度整齐度都较好,主牵伸区罗拉隔距也可适当放大,化纤纯纺时,也要考虑纤维长度整体度这一因素。
3.1.4后区牵伸倍数和后区罗拉隔距
后区牵伸主要是使条子略带张力,使纤维伸直,使须条具有一定的紧密度进入主牵伸区,以有利于改善粗纱条干。后区牵伸倍数与后区罗拉隔距对粗纱条干影响比较明显,应结合加压压力的大小,进行合理的配置。一般地,后区牵伸倍数偏小掌握,后区罗拉隔距偏大掌握会对提高粗纱条干均匀度有利。
3.1.5胶辊位置
为减小纱条弱捻区,降低粗纱断头,提高纱条光洁度,前胶辊中心可适当前移(第三胶辊中心要相应后移)。
3.1.6粗纱定量
粗纱定量不宜过重,以避免因定量过重导致胶圈间夹持的须条产生分层现象,使粗纱条干恶化。
3.1.7总牵伸倍数
总牵伸设计能力为4.7~12.8倍,但因须条在牵伸过程中使纱条产生附加不匀,纤维的移距 偏差随牵伸倍数的增大而增加,所以在实际生产中总牵伸倍数不宜太大。纺制中、细号品种,总牵伸倍数一般控制在6.5~8.5倍为宜,不宜超过9.5倍,以改善粗纱条干,提高粗纱条干均匀度水平.
3.1.8粗纱伸长率
应偏小控制,以减少意外牵伸,避免条干恶化,根据不同的品种,合理的确定控制标准。
3.2粗纱机工艺参数的优选
3.2.1试验条件
T/C55/4516.8tex:粗纱定量4.90g/10m;总牵伸倍数7.55倍;捻度3.07捻/10cm;锭速912r/min;卷绕密度3.67层/cm.
CJl4.5tex:粗纱定量4.94g/10m;总牵伸倍数7.06倍;捻度4.79捻/10cm;锭速912r/min;卷绕密度4.09层/cm.
3.2.2进行如下正交实验:
(1)对影响粗纱条干较大的因素:后区牵伸倍数、后区隔距、主牵伸区隔距以及加压压力进行四因素三水平正交试验,试验方案如表3~表4。
(2)经试验分析,最佳工艺参数配置如表5。

4粗纱主要技术质量指标测试
(1)在熟条质量相对稳定的条件下,采用同台并条机供应熟条,粗纱机和细纱机固定锭号,对CJ 14.5 tex进行粗纱大纱、中纱、小纱三种卷装形式的跟踪试验,试验结果见表6。
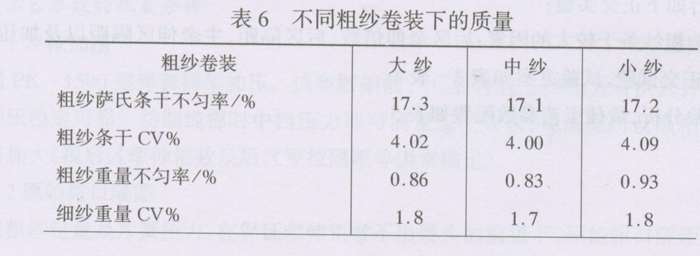
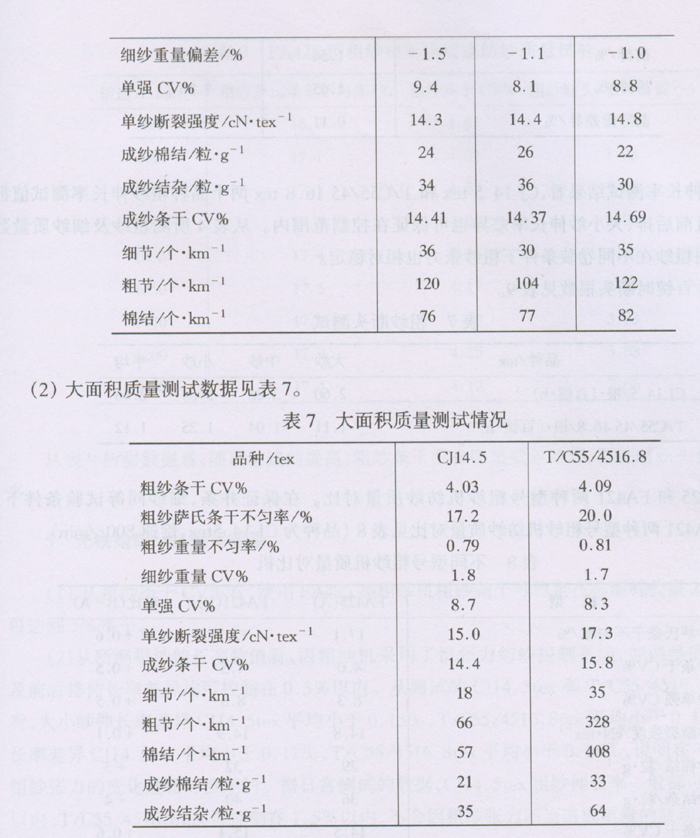
从表4数值看,大纱、中纱、小纱纺纱质量无显著差异。
(3)粗纱伸长率测试。因无铁炮粗纱机通过微机系统控制粗纱张力,以达到恒张力纺纱效果,并采用了前低后高锭帽,实现等导纱角纺纱,以减少前后排粗纱的张力差异。在生产运转过程中,针对粗纱机无铁炮这一特点,重点测试了粗纱伸长率。为便于对比分析,在测试伸长率时分别测试前、后排固定纱锭的大纱、中纱、小纱三种卷装,测试周期为每周测试两次。测试结果见表8。


从表8伸长率测试结果看,CJ 14.5 tex和T/C55/45 16.8 tex两个品种粗纱伸长率测试值都较为理想,且前后排、大小纱伸长率差异也可保证在控制范围内。从表4所测粗纱及细纱质量数据分析,说明粗纱在不同卷装条件下粗纱张力也相对稳定。
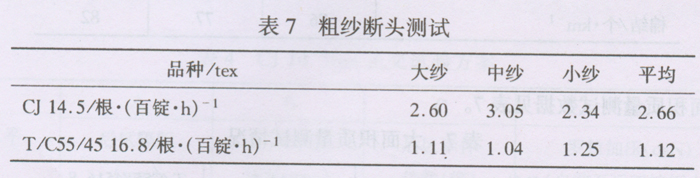
(4)粗纱百锭时断头根数见表7。
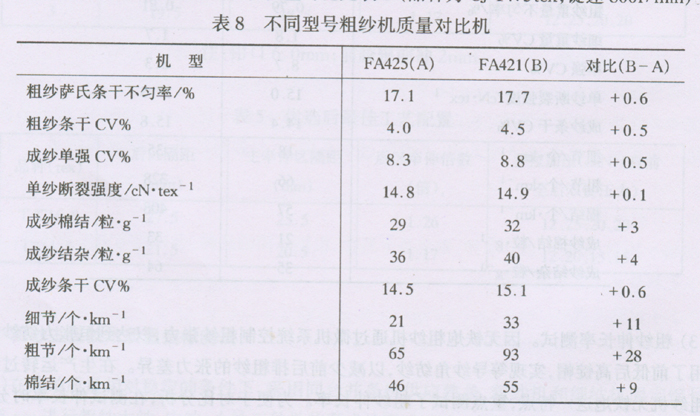
(5)FA425和FA421两种型号粗纱机纺纱质量对比。在保证并条、细纱同等试验条件下,FA425和FA421两种型号粗纱机纺纱质量对比见表8(品种为CJ 14.5tex,锭速800r/min
(6)不同锭速条件下粗纱质量对比。FA425型粗纱机最高工艺锭速为1400 r/min,为高产粗纱机,在正常运转过程中,针对CJ 14.5 tex特点,将锭速设定为900 r/min~1100 r/min。为了解该型粗纱机不同锭速下纺纱质量,将CJ 14.5 tex品种在锭速为800r/min~1200 r/min范围内做了对比试验,试验结果见表9。

从表9所测数据看,随着锭速的提高,粗纱条干没有明显变差趋势,百锭时断头也没有显著增多。
5无铁炮粗纱机使用效果
(1)从粗纱条干CV%看,使用FA425型粗纱机粗纱条干可稳定在乌斯特公报25%水平,有时可达到5%水平。
(2)从所测粗纱伸长率数值看,因粗纱机采用了恒张力纺纱控制系统,如调整适当,其大小纱及前后排伸长率差异均可控制在0.5%以内。从测试的CJl4.5tex和T/C55/4516.8tex两个品种看,大小纱伸长率差异CJl4.5tex平均小于0.15%,T/C55/4516.8tex平均小于0.19%;前后排伸长率差异CJl4.5tex平均小于0.11%,T/C55/4516.8tex平均小于0.14%,说明在一落纱过程中,粗纱张力的变化是相对恒定的。据日常测试的数据,CJl4.5tex粗纱伸长率一般都可控制在2.5%以内,T/C55/4516.8tex可控制在1.5%以内,不会因粗纱张力不当造成质量的波动。
(3)从纺纱质量看,在速度提高时,质量无明显变差,无铁炮粗纱机纺纱速度适应性好。
(4)在速度较高的情况下,纺纱质量稳定,断头少,班产可达万米以上。
(5)使用无铁炮粗纱机工艺调整简便迅速,特别是张力、锭速的调整不影响正常生产运转,值车工可根据实际运转情况随时调整,使生产更趋正常。
更多并粗会议论文请点击进入>>>