
ASFA411A型:其主电机安装在主传动箱顶部,功率通过三角皮带使至主轴,主轴又通过斜齿及圆弧齿同步带轮分别使动到锭翼、牵伸与锥轮装置、差动机构,主传动箱用油泵进行润滑。
HY491型:采用三电机传动形式,主电机传动锭翼和筒管恒速部分及牵伸部件,卷绕电机传动筒管变速部分,升降电机传动龙筋升降,筒管卷绕速度的合成由全封闭主传动箱完成,采用油泵集中供油油浴润滑。
HY491型电脑粗纱机与ASFA4.11A型高速粗纱机的最大区别在于取消了传统粗纱机的锥轮及其控制机构和成形机构,具有计算机监控、变锭速纺纱等功能,已逐步跟上国外同类型粗纱机技术进步的步伐,现已大量进入市场。本文结合生产实践重点介绍这两种机型的工艺配置及其关键质量技术指标的测试分析。
1主要技术特点 .
1.1 ASFA4.11A型:采用了先进的可编程序控制器(PLC)及变频调速技术,对粗纱每落纱全过程进行自动控制,较好适应纺纱工艺要求,提高纺纱质量,并且简化了电气及结构,提高粗纱机运转的可靠性。同时,PLC控制系统能直观地显示操作者所需进行的操作和机器所处的状态,操作面板与显示仪集中设置,使操作更为简洁、方便。
HY49l型:采用单片微机控制系统做为电气控制的核心,对粗纱机纺纱全过程进行自动控制。其单片机控制板上面集成了输入点与输出点。单片机系统根据现场输入信号,输出控制信号,对机器进行实时控制。同时其面板采用液晶单色显示,有中英文显示切换。所有工艺参数在一个显示屏上显示,通过光标键移动光标到所需位置,再通过修改键对工艺参数进行修改,比较方便实用。另外,由于其采用了计算机控制系统,取消了传统粗纱机的锥轮及其控制机构和成形机构等,简化了整机结构,减少了、工艺调整点,有利于降低设备的故障率。更因其采用了计算机控制变频调速传动,使牵伸和卷绕两大传动机构在整个纺纱过程中,卷绕速度和前罗拉输出速度能够得到良好的瞬时匹配,使粗纱张力能够稳定在理想状态,粗纱张力的绝对值只在一个较小的范围内变动,达到近似恒张力纺纱效果。
1.2其它主要技术特点
ASFA411A型与HY491型都采用数显触摸屏,可以直观地输入、修改有关参数,并可根据现状随时调出显示机器运转的多种数据。另外,可对机器运转的故障及时报警并显示故障排除方法,还可显示操作调整误动作及其排除措施等,只不过ASFS411A型功能稍比HY491型简单一些。另外,都采用了红外光线光电系统,它具有对正准确、灵敏度高、调整简便等功能,可有效地保证设备运行可靠、安全。牵伸装置都采用四罗拉双短胶圈牵伸形式配后锁紧弹簧加压摇架,其中AS—FA411A型四罗拉直径为28、28、25、28mm,而HY491型则为28.5、28.5、28.5、28.5mm,所配罗拉直径有所区别。清洁系统由牵伸部分的上下清洁装置、车面吹风装置和车后面及车上面的吸风装置组成,清洁降温效果好。悬挂式全封闭铝合金锭翼使锭翼高速旋转的气流对粗纱本身无显著影响,所纺粗纱纱疵少。同时安装了调机故障自动报警、润滑故障自动报警、机前两路光电保护自动停车、车头各门开启报警、各电机和风扇失灵报警等安全装置,有利于防止故障的发生,及时准确查找故障原因并及时排除故障,保证机器正常可靠地运转。
2纺纱品种和原料的选配及熟条质量
2.1选配两个品种
C114.6texCJ39.7tex
2.2原料的选配
CJl4.6tex和CJ9.7tex的配棉主要技术指标见表1。

2.3喂给熟条质量
采用了FA311头并 RSBI末并工艺配置
CJl4.6tex:定量16.90g/5m;萨氏条干均匀度8.0;条干CV%2.65;重量不匀率:0.40
CJ9.7tex:定量14.40g/5m;萨氏条干均匀度8.5;条干CV/%2.66;重量不均率:0.32
3粗纱工艺配置
3.1工艺参数的配置分析
3.1.1罗拉加压
两种机型均采用了德国进口的SKF弹簧加压摇架,加压压力稳定、可靠。该类摇架前、中、后 各有三压力可供选择,各档压力都较重而且加压稳定可靠。我们在纺制纯棉品种时中档压力即可满足工艺要求。
3.1.2原始钳口隔距
根据粗纱定量及弹簧压力,在保证牵伸正常不出硬头的前提下,原始钳口隔距可偏小掌握,最终应通过试验确定。
3.1.3主牵伸区罗拉隔距
在保证加压充分的条件下,为了最大限度的减少较短纤维的浮游动程,提高粗纱条干水平,应该使胶圈钳口尽量前移,使其接近第二罗拉握特点,所以主牵伸区罗拉隔距偏小掌握才能满足这一要求。
3.1.4后区牵伸倍数和后区罗拉隔距
后区牵伸主要使条子略带张力,纤维伸直,使须条具有一定的紧密度进入主牵伸区,以有利于改善粗纱条干。后区牵伸倍数与后区罗拉隔距对粗纱条干影响比较明显,应结合加压压力的大小,进行合理的配置。一般地,后区牵伸倍数偏小掌握,后区罗拉隔距偏大掌握会提高粗纱条干均匀度,有利于粗纱质量提高。
3.1.5胶辊位置
为减少纱条弱捻区,降低粗纱断头,提高纱条光洁度,前胶辊中心可适当前移。同时,第三胶辊中心要相应后移。
3.I.6粗纱定量
粗纱定量不宜过重,以避免因定量过重导致胶辊间夹持的须条产生分层现象,使粗纱条干恶化。但也不宜过轻,过轻条子因高速运转时在鸭掌部位断裂可能性增大,造成纱疵断头,应适量掌握该定量。
3.1.7总牵伸倍数
总牵伸设计能力为5.4~11.80,但因须条在牵伸过程中使纱条产生附加不匀,纤维的移距偏差随牵伸倍数的增大而增加,所以在实际生产中总牵伸倍数不宜太大。纺制中细号纱品种时,总牵伸倍数一般控制在6.5倍~8.5倍为宜,不宜超过9.5倍,以改善粗纱条干,提高粗纱条干均匀度水平。
3.1.8粗纱伸长率
应偏小掌握,以减少意外牵伸,避免条干恶化,根据不同品种,合理的确定控制标准。
3.1.9粗纱捻系数
应偏大掌握,以不出硬头,生活好做为原则,若过小则不能适应锭翼的高速运转,极易断头,造成纱疵,降低效率。
3.2粗纱机工艺参数的优选
3.2.1试验条件
ASFA411型:CJl4.6tex:粗纱定量5.0g/10m;总牵伸倍数6.76倍;捻度5.11捻/10cm,锭速1050r/min;卷绕密度3.8层/cm。
HY491型CJl4.6tex:粗纱定量5.00g/10m;总牵伸倍数6.75倍;捻度5.11捻/10cm;锭速1000r/lmin;卷绕密度3.6层/cm。
ASFA4llA型CJ9.7tex:粗纱定量4.20g/10m,总牵伸倍数6.86倍,捻度5.45捻/10cm;锭速1050r/min;卷绕密度3.5层/cm。
HY491型CJ9.7tex:粗纱定量4.20g/10m,总牵伸倍数6.88倍,捻度5.45捻/10cm;锭速1000r/min;卷绕密度3.6层/cm.
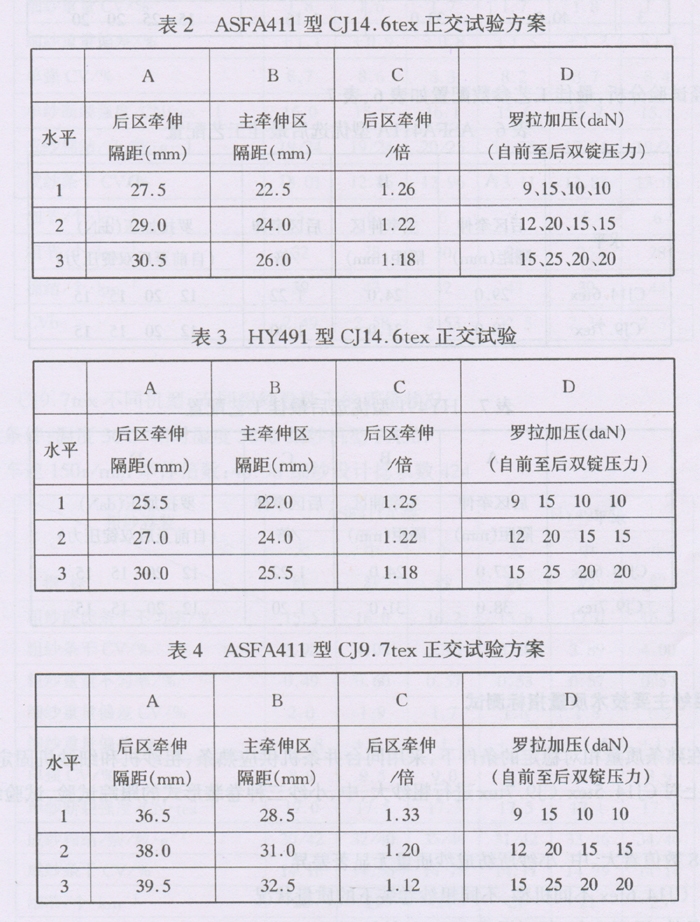
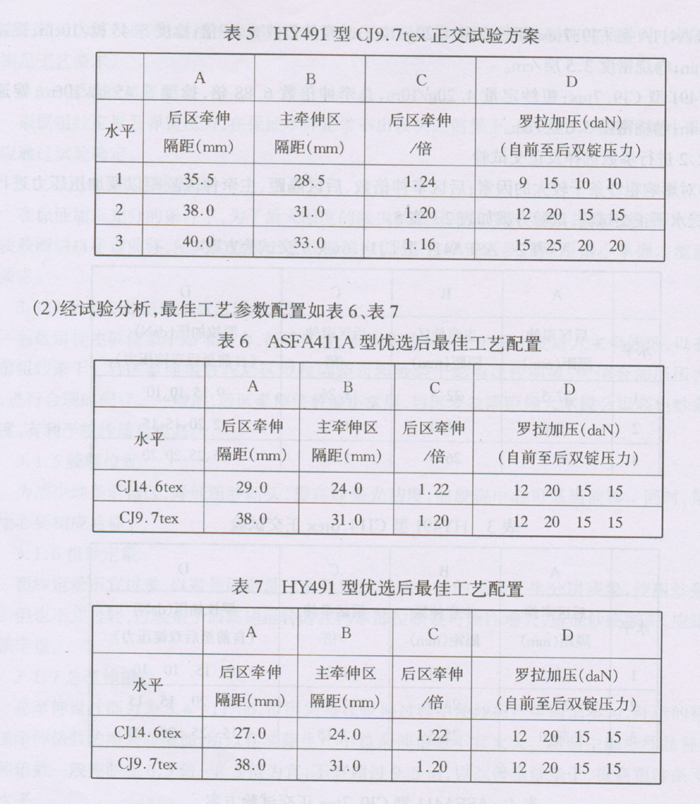
3.2.2进行参数选择及正交试验
(1)对影响粗纱条干较大的因素:后区牵伸倍数、后区隔距、主牵伸区隔距以及加压压力进行四因素三水平正交试验,试验方案如表2-表5。
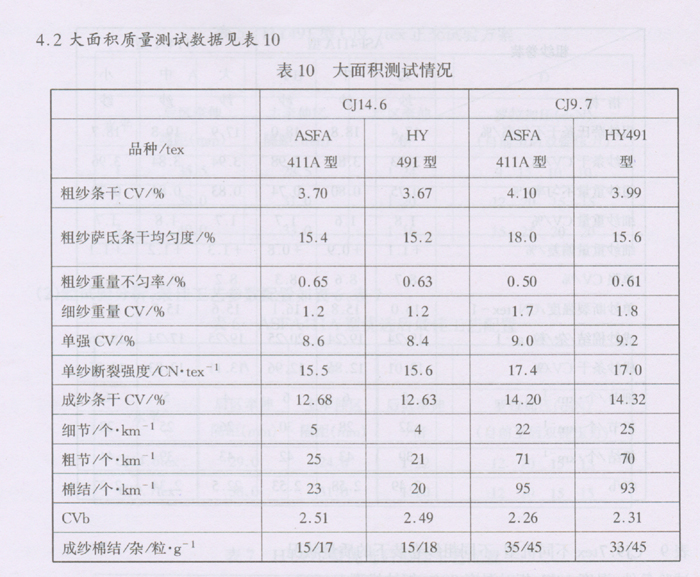
4粗纱主要技术质量指标测试
4.1在熟条质量相对稳定的条件下,采用同台并条机供应熟条、粗纱机和细纱机固定锭号,在两种机型上对cJl4.5tex、CJ9.7tex进行粗纱大、中、小纱三种卷装形式的跟踪试验,试验结果见表8。
从表8数值看大、中、小纱所纺成纱质量无显著差异。
表8 CJl4.6tex不同机型,不同粗纱卷装下的质量状况
试验条件:温度30℃相对温度58%细纱机型FAS07
细纱车速190/mm牵伸倍数:38.44细纱设计捻系数412

4.3粗纱捻系数变化测试
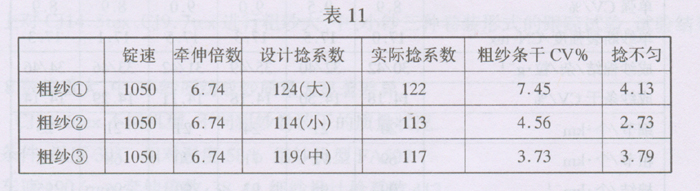
两种机型都采用了变频方式对粗纱张力进行了强力控制,基本达到了恒张力纺纱效果,但AS—FA411A型由于仍存在铁炮故其该方面效果比起HY491型要逊色一些。HY491型更是采用了前低后高锭帽,实现等导纱角纺纱,减少了前后排粗纱的张力差异,而ASFA411A型则无此项改进。在生产运转过程中,我们以为粗纱的捻系数大小对纺制高品质质量的粗纱影响也较明显。为了便于对比分析,我们采用了三组同锭对比粗纱试验方法:只在ASFA41lA粗纱机做了CJl4.6tex品种的测试,测试结果见表ll、表12
(1)变化捻系数的粗纱数据
试验条件:温度29.50℃;相对湿度53%粗纱定量5.0g/10m
(2)变化捻系数后在细纱上纺制CJ14.6tex的同锭对比数据
试验条件:温度3l℃相对湿度:58%细纱机型:FA507

从表11及表12捻系数变化来看,无论粗纱质量指标及主要成纱质量技术指标,过大粗纱②或过小粗纱①都不如粗纱③:说明适中的粗纱捻系数的确对质量有一定的影响。这是我们在生产实际中也必须考虑的因素。
另外,从表10情况对比分析,HY491型电脑粗纱机的各项指标(除个别外)几乎全部优于AS—FA4llA型高速粗纱机,但差别又不大,在我们平时又做的伸长率,车速因素质量指标对比中更为突出,说明其设计技术成熟,制造技术精良,基本上达到了一个新的高度。
5 总结
(1)从粗纱条干CV%值数据可以看出,使用HY491电脑型粗纱机CJl4.6tex粗纱条干可稳定在乌斯特(Uster)2001公报25%水平至5%之间,成纱条干水平也在25%以上,而CJ9.7tex粗纱条干稳定在乌斯特(Uster)2001公报25%至5%水间之间,而其成纱条干水平为25%水平。使用ASFA411A型粗纱机的粗纱条干水平与成纱条干水平与HY491型基本接近数据稍差一些,但无显著区别。在此需要说明的是我公司所纺制并参与试验的CJ 9.7tex品种长绒棉比例为30%,细绒棉比例为70%。
(2)从所选择的粗纱捻系数不同而导致成纱指标波动情况下,我们似乎今后应该在纱支趋于高支化的未来,加强定量变化时捻系数选择的研究,这对纺制出高质量的细、高支纱非常重要。
(3)粗纱的两个品种的伸长率虽然本次试验未列表,但从平时大面积纺纱情况对比分析,因HY491型粗纱机采用了恒张力纺纱控制系统,若调整适当,其大小纱及前后排伸长差异率均可控制在0.5%以内,ASF、A411A型亦可控制在0.7%以内。这说明了两种粗纱机粗纱张力的变化是想对恒定的,因粗纱张力不当所造成的质量波动几率是非常小的。
(4)这两种车型在速度较高的情况下,纺纱质量都较为稳定,断头很少,班产都可达万米以上。
(5)使用HY491型粗纱机,因其取消了传统的铁炮,工艺调整简便迅速,特别是张力,锭速的调整不影响正常生产运转,值车工可根据实际运转情况随时通过人机友好界面进行对话调整,使生产更趋可控、正常。而使用ASFA411A型粗纱机相对来说,由于仍存在铁炮其方便性大打折扣,不过两种机型在成本上还是有较大区别的,各纺织生产厂家可根据自身情况而各取所需。
更多并粗会议论文请点击进入>>>