
¥σΕΙΒΑΑΉœΥΈ§ΨΏ”–ΒΞœΥœΗΓΔΧεΜΐ÷ ΝΩ–ΓΓΔΗΏ«ΩΓΔΗΏ…λΓΔΡΆΥαΓΔΡΆΦνΓΔΩΙΉœΆβœΏΒ»ΧΊΒψΓΘ”…”ΎœΥΈ§ΫΊΟφΈΣ…ω–ΈΘ§±μΟφ”–ΙΒ≤έΘ§¥”Εχ ΙœΥΈ§ΨΏ”–ΝΦΚΟΒΡΈϋ ΣΓΔΒΦ ΣΙΠΡήΓΘ¥”ΡΩ«ΑΩΣΖΔΒΡ÷·ΈοΟφΝœά¥Ω¥Θ§ΨΏ”–»α»μΓΔΜ§Υ§ΓΔΆΗΤχ–‘ΚΟΓΔ¥Ι–ϋ–‘ΚΟΒΡΧΊΒψΘ§Φ»”–≤œΥΩΑψΒΡΧλ»ΜΙβ‘σΘ§”÷”–―ρ»όΑψΒΡ ÷Η––ßΙϊΦΑ±Θ≈·–‘ΓΘΙ Εχ¥σΕΙ÷·ΈοΨΏ”–ΆβΙέΜΣΙσΓΔ φ –‘ΚΟΓΔ»Ψ…Ϊ–‘ΚΟΓΔΈοάμ–‘ΡήΚΟΓΔ±ΘΫΓΙΠΡήΕάΧΊΒΡΙΠΡήΘ§±Μ”ΰΈΣΓΑ»Υ‘λ―ρ»όΓ±ΓΘ≤Δ«“Τδ¬Χ…ΪΜΖ±ΘΗ≈Ρν“≤ Ι÷°ΨΏ”–ΙψάΪΒΡ –≥ΓΖΔ’ΙΩ’ΦδΓΘΒΪ «Θ§”…”ΎœΥΈ§±»Ϋœ»α»μΓΔΉ‘»ΜΨμ«ζ…ΌΘ§“≤¥φ‘Ύ±ßΚœΝΠ≤νΓΔΡΆΡΞ–‘≤νΒ»ΧΊΒψΘ§Ηχ…ζ≤ζ¥χά¥ΝΥ“ΜΕ®ΒΡάßΡ―ΓΘ±ΨΈΡΨΆ¥σΕΙΒΑΑΉœΥΈ§œ¬”Έ≤ζΤΖ…ζ≤ζΙΐ≥Χ÷–Τ’±ι”ωΒΫΒΡΈ ΧβΉς“Μ–©ΦΦ θ…œΒΡ¬έ ωΓΘ
2¥σΕΙœΥΈ§ΒΡ–‘Ρή÷Η±ξ(Φϊ±μ1)
3ΖΡ…¥ΙΛ“’Νς≥Χ
3Θ°1 ¥ΩΖΡΙΛ“’
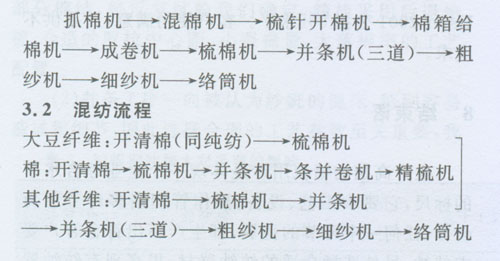

4ΗςΙΛ–ρΖΡ…¥“ΣΒψΚΆΙΛ“’≤ΈΩΦ
4Θ°1œΥΈ§‘Λ¥Πάμ
¥σΕΙœΥΈ§±μΟφΙβΜ§ΓΔ±ßΚœΝΠ≤νΘ§ΖΡ…¥Ιΐ≥Χ÷–Ψ≤Βγœ÷œσ±»Ϋœ―œ÷ΊΓΘΈΣΗΡ…ΤΤδΩ…ΖΡ–‘Θ§±Ί–κ‘ΎΖΡ…¥«ΑΫΪΩΣΑϋΒΡ¥σΕΙœΥΈ§…ΔœΥΫχ––ΓΑΦ” ΣΓ±ΜρΓΑΦ” Σ+ΩΙΨ≤ΒγΦΝΓ±Β» ΚœΒΡ‘Λ¥ΠάμΘ§ΨΏΧεΒΡ≤ΌΉςΚΆ“Σ«σ»γœ¬ΘΚ
(1)≤ΌΉς“ΣΝλΘΚ»ΥΙΛΫΪΩΣΑϋΒΡ¥σΕΙΒΑΑΉœΥΈ§Ϋχ––ΤΧ≤ψΘ§»ΜΚσΑ¥“ΜΕ®ΒΡ±»άΐΫΪΓΑΈ¬Υ°Γ±ΜρΓΑΈ¬Υ°+ΩΙΨ≤ΒγΦΝΜλΚœ“ΚΓ±“‘ΈμΉ¥Ψυ‘»≈γ»ς”ΎœΥΈ§±μΟφΓΘΆξ±œΚσ”Ο≤ΦΑϋΙϋΫχ––Ε―≤÷Θ§ΟΤΖ≈24 hΉσ”“Φ¥Ω… Ι”ΟΓΘ
(2)‘Λ¥ΠάμΚσ“Σ«σ¥οΒΫΘΚœΥΈ§ΜΊ≥±¬ 14ΘΞΓΪ16ΘΞΘ§ΩΙΨ≤ΒγΦΝΚ§ΝΩ0Θ°4ΘΞΓΪ0Θ°8ΘΞΓΘ
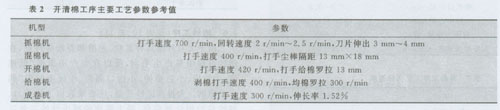
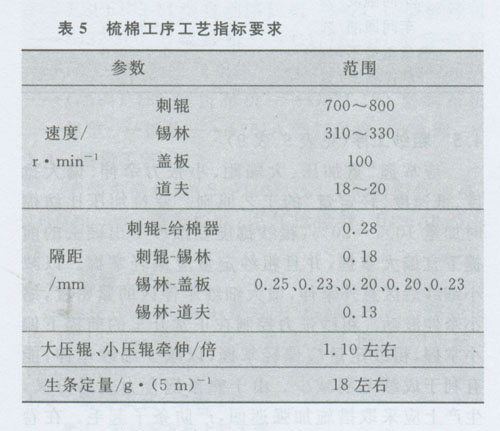
4Θ°2ΩΣ«εΟόΙΛ–ρ(Φϊ±μ2ΓΔ±μ3)
¥σΕΙœΥΈ§’ϊΤκΕ»ΚΟΘ§≥§≥ΛΓΔ±Ε≥ΛœΥΈ§ΚΆ”≤≤ΔΥΩΒ»Κ§ΝΩΒΆΓΘ≤…”ΟΓΑΝΫœδΝΫΒΕΓ±ΕΧΙΛ“’Νς≥ΧΘ§÷¥––ΓΑ–Γ χΉΞ»ΓΓΔΕύ α…Ό¥ρΓΔΕύ ’…Ό¬δΓΔ«αΕ®ΝΩΓΔΒΆΥΌΕ»ΓΔΖά’≥ΨμΓ±ΒΡΙΛ“’‘≠‘ρΘ§ΫΒΒΆ¥ρ ÷ΉΣΥΌΘ§Φ”«ΩΖ÷ α”κΩΣΥ…–ßΙϊΘ§Φθ…ΌœΥΈ§Υπ…ΥΓΘΟόΨμ”Ο±ΓΡΛΑϋΗ«Θ§≤Δ¥φΖ≈4 hΓΪ8hΓΘ
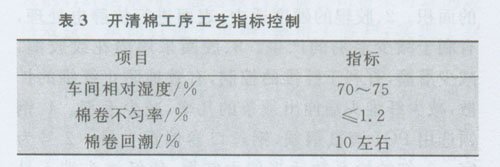
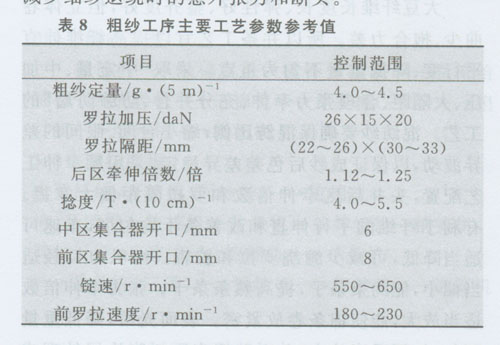
4Θ°3 αΟόΙΛ–ρ(Φϊ±μ4ΓΔ±μ5)
¥σΕΙœΥΈ§‘ΎΖΡ…¥Ιΐ≥Χ÷–ΒΡ…ζ≤ζΡ―Βψ÷ς“ΣΦ·÷–‘Ύ±ΨΙΛ–ρΘ§Ζ¥”≥≥ωά¥ΒΡΈ ΧβΦ·÷–‘ΎΑΰΟόΉΣ“Τ≤ν‘λ≥…ΒΡΟόΆχœ¬ΉΙΜρΟόΆχΤ·ΆΖΓΔάΟ±ΏΘΜ±ßΚœΝΠ≤ν‘λ≥…ΒΡΜζ«ΑΕœΟόΧθΓΘΥυ“‘Θ§ αΟόΜζΒΡ÷ς“ΣΙΛ“’‘≠‘ρ «ΘΚΓΑ»αΚΆ αάμΓΔΥ≥άϊΉΣ“ΤΓΔ«αΕ®ΝΩΓΔΒΆΥΌΕ»ΓΔ÷–ΗτΨύΓ±ΓΘ Β±ΧßΗΏΗχΟόΑεΘ§ΫΒΒΆ¥ΧΙθΓΔΈΐΝ÷ΚΆΗ«ΑεΥΌΕ»ΓΘΧαΗΏΈΐΝ÷”κ¥ΧΙθΒΡœΏΥΌ±»ΓΘ Β±Ζ≈¥σΗ«Αε”κΈΐΝ÷ΒΡΗτΨύΘ§ΖΡ÷·≤χ»ΤΈΐΝ÷Θ§≥δ»ϊΗ«ΑεΘ§ΧαΗΏΟόΆχΒΡ÷ ΝΩΚΆ«εΈζΕ»ΓΘ Β±ΫΒΒΆΒάΖρΥΌΕ»ΓΘΩ…≤…”Ο–¬–ΆΜ·œΥΉ®ΖΡ’κ≤ΦΘ§Φθ…ΌœΥΈ§≥ΝΒμΘ§”–άϊ”ΎœΥΈ§ΉΣ“ΤΓΘΖ«Ή®ΖΡ≥ΒΦδΩ…ΩΦ¬«‘ί ±Ζβ±’»ΐΈϋΉΑ÷ΟΘ§Φθ…ΌœΥΈ§Υπ ßΓΘΆ§ ±Ϋ®“ιΦ”ΉΑΤΛ»ΠΒΦΟόΉΑ÷ΟΓΘ‘ΎΉή¬δΟόΒΡΩΊ÷ΤΖΫΟφΘ§“Υ–ΓΈΣΚΟΓΘ
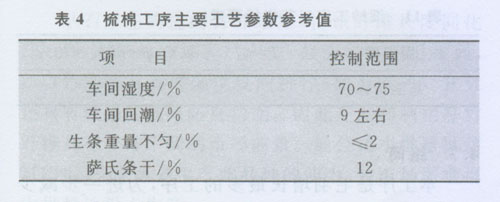
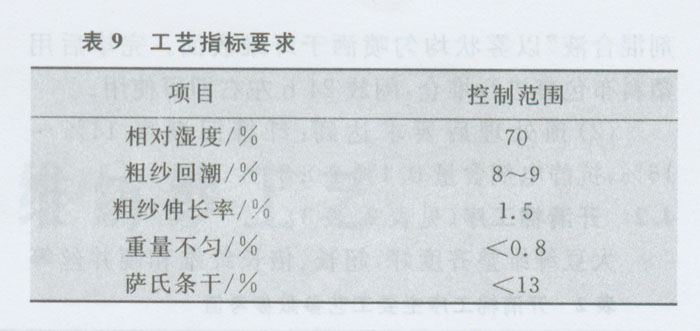
4Θ°4≤ΔΧθΙΛ–ρ(Φϊ±μ6ΓΔ±μ7)

¥σΕΙœΥΈ§≥ΛΕ»≥ΛΓΔΒ·–‘ΚΟΓΔ’ϊΤκΕ»ΚΟΘ§ΒΪΝΔΧεΨμ«ζ…ΌΓΔ±ßΚœΝΠ≤νΓΘΥυ“‘≤ΔΧθΙΛ“’“Υ“‘ΧαΗΏœΥΈ§…λ÷±ΤΫ––Ε»ΓΔΫΒΒΆ÷ΊΝΩ≤Μ‘»ΈΣ÷ΊΒψΓΘ≤…»ΓΓΑ÷–Ε®ΝΩΓΔ÷–Φ”―ΙΓΔ¥σΗτΨύΓΔΚœάμ’≈ΝΠ«Θ…λΓΔ≥δΖ÷≤ΔΚœΓΔΖά≤χΖάΕ¬Γ±ΒΡΙΛ“’ΓΘΜλΖΡ…¥“Σ»Ζ±ΘΜλΖΡ±»άΐΘ§Υθ–ΓΧ®ΦδΓΔ―έΦδΒΡ≤ν“λ≤®Ε·Θ§“‘±Θ÷Λ≥……¥Κσ…Ϊ≤ν≤ν“λΈ»Ε®Θ§≤…”ΟΥ≥«Θ…λΙΛ“’≈δ÷ΟΘ§ΆΖ≤ΔΚσ«χ«Θ…λ±Ε ΐΚΆ¬όά≠ΗτΨύΤΪ¥σ’ΤΈ’ΓΘ”–άϊ”ΎœΥΈ§ΒΡΤΫ––…λ÷±ΚΆΗΡ…ΤΧθΗ…Ψυ‘»Ε»Θ§≥ΒΥΌΩ… Β±ΫΒΒΆΘ§Ω…Φθ…Ό≤χ»Τ¬όά≠ΚΆΫΚΙθΓΘά°Α»ΩΎΩΎΨΕ Β±ΤΪ–ΓΘ§Ρή‘Φ χΧθΉ”Θ§ΧαΗΏ λΧθΧθΗ…ΓΘ’≈ΝΠ«Θ…λ±Ε ΐ Β±Ζ≈¥σΘ§Ρή ΙΟόΧθΨμΖ≈ΫτΟήΓΘ±μΟφΙβΜ§Θ§ΫΒΒΆ÷ΊΝΩ≤Μ‘»Θ§Φ”―Ι Β±Ζ≈¥σΘ§≤ΔΕ‘ΫΚΙθ±μΟφ ς÷§ΆΩ≤ψ¥ΠάμΜρΥα¥ΠάμΓΘ
4Θ°5¥÷…¥ΙΛ–ρ(Φϊ±μ8ΓΔ±μ9)
”Π’ΤΈ’ΓΑ÷ΊΦ”―ΙΓΔ¥σΗτΨύΓΔ–Γ’≈ΝΠ«Θ…λΓΔΤΪ¥σΡμΕ»ΓΔΒΆΥΌΕ»ΓΔ«αΕ®ΝΩΓ±ΒΡΙΛ“’‘≠‘ρΓΘ¬όά≠Φ”―Ι±»ΖΡΟό ±Φ”÷Ί10ΘΞΓΪ20ΘΞΘ§¥÷…¥ΡμΕ»‘ΎœΗ…¥≤Μ≥ω”≤ΆΖΒΡ«ΑΧαœ¬“ΥΤΪ¥σ’ΤΈ’Θ§≤Δ«“¥÷…¥Ε®ΝΩ”ΠΤΪ«α’ΤΈ’ΓΘ“‘Φθ–ΓœΗ…¥Κσ«χ“βΆβ«Θ…λΘ§‘ω¥σœΗ…¥«Θ…λ«χΒΡΫτΟήΕ»Θ§Υθ–Γ«Θ…λ≤®Ε·ΓΘ¥÷…¥’≈ΝΠΩΊ÷Τ‘Ύ’ΐ≥ΘΩΣ≥ΒΒΡ«ΑΧαœ¬ΤΪ–Γ’ΤΈ’Θ§¥÷…¥Ε®ΝΩ”ΠΤΪ«α’ΤΈ’Θ§“‘Φθ…ΌœΗ…¥«Θ…λΘ§Ρή”–άϊ”Ύ≥……¥ΟΪ”πΦθ…ΌΓΘ”…”Ύ λΧθ±ßΚœΝΠ≤ν“ΉΖ÷≤φΘ§…ζ≤ζ…œ”Π≤…»Γ¥κ ©Φ”«Ω―≤ΜΊΘ§―œΖάΧθΉ”ΤπΟΪΓΘ‘ΎΨμΉΑΖΫΟφ“Ή≤…»Γ–ΓΨμΉΑΘ§≤ΔΫαΚœΫœ¥σ÷αœρΨμ»ΤΟήΕ»Θ§Ω…Φθ…ΌœΗ…¥ΆΥ»Τ ±ΒΡ“βΆβ’≈ΝΠΚΆΕœΆΖΓΘ
4Θ°6œΗ…¥ΙΛ–ρ(Φϊ±μ10ΓΔ±μ11)
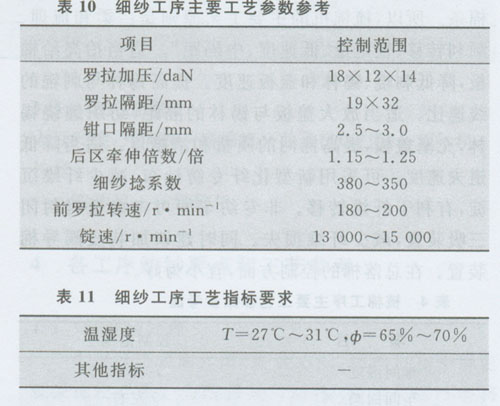
”…”Ύ¥σΕΙœΥΈ§ΨΏ”–»α»μΓΔΙβΜ§ΚΆ≈νΥ…Β»ΧΊΒψΘ§‘ΎΖΡ…¥Ιΐ≥Χ÷–“Ή≤ζ…ζΟΪ”πΘ§Υυ“‘‘Ύ…ζ≤ζ÷–’ΤΈ’ΓΑΒΆΥΌΕ»ΓΔ÷–Φ”―ΙΓΔ–ΓΚσ«Θ…λΓΔ–Γ«·ΩΎΗτΨύΓΔ÷–”≤Ε»ΫΚΙθΓ±ΒΡΙΛ“’‘≠‘ρΓΘΈΣΧαΗΏ≥……¥÷ ΝΩΘ§ΜΙ“Σ≤…»Γ“‘œ¬¥κ ©ΘΚ1ΓΔœΗ…¥«ΑΫΚΙθΈΜ÷Ο«Α“ΤΘ§Ήν¥σœόΕ»ΒΡΦθ…ΌΖΡ…¥»ΐΫ««χΒΡΟφΜΐΓΘ2ΓΔΫΚΙθΒΡ”≤Ε» ÷–Θ§±μΟφΫχ––ΩΙΨ≤Βγ¥ΠάμΘ§”–άϊ”ΎΦθ…ΌΟΪ”πΒΡ≤ζ…ζΓΘ3ΓΔΫΚ»Π≤…”ΟΡΎΜ®ΈΤΫΚ»ΠΘ§Φθ…ΌΜ§ΝοΘ§”–άϊ”ΎœΥΈ§ΒΡΩΊ÷ΤΘ§”––ßΒΊΖά÷ΙœΥΈ§ΒΡά©…ΔΘ§Φθ…ΌœΥΈ§ΆΖΕΥ…λ≥ω–κΧθΒΡΦΗ¬ Θ§Φθ…ΌΟΪ”πΓΘ4ΓΔΗ÷Νλ―Γ”ΟPGlΕΤΖζΗ÷ΝλΘ§Η÷ΥΩΩΎΨμΤΪ÷Ί1Κ≈ΓΪ2Κ≈ΈΣ“ΥΓΘ5ΓΔœΗ…¥ΡμœΒ ΐ Β±ΤΪ¥σ’ΤΈ’Θ§ ΙœΥΈ§ΆΖΕΥ≤Μ“Ή¥”…¥Χε÷–Μ§≥ωΘ§Φθ…ΌΟΪ”π ΐΝΩΓΘ6ΓΔ‘ω¥σ¬όά≠―ΙΝΠΚΆΚσ«χΗτΨύΓΘ7ΓΔ Β±ΫΒΒΆ≥ΒΥΌΚΆΕßΥΌΘ§¥”ΕχΫΒΒΆάκ–ΡΝΠΉς”ΟΚΆΨ≤ΒγΜΐΨέœ÷œσΕ‘≥……¥÷ ΝΩΒΡ”ΑœλΓΘ8ΓΔ÷ΛΒΦ…¥Ι≥ΓΔΗ÷ΝλΚΆΕßΉ”»ΐ’ΏΒΡΆ§–ΡΕ»Θ§Φθ…ΌΟΪ”πΓΘ
4Θ°7 ¬γΦρ
±ΨΙΛ–ρ «ΟΪ”π‘ω≥ΛΉνΕύΒΡΙΛ–ρΘ§ΈΣΫχ“Μ≤ΫΦθ…ΌΟΪ”π≤ζ…ζΘ§ΧαΗΏ≥……¥÷ ΝΩΘ§
ΒΦ …ζ≤ζ÷–”Π≤…»Γ“‘œ¬¥κ ©ΘΚ
(1) Ι”ΟΚΟΒΡΒγΉ”«ε…¥ΤςΘ§«ε…¥≤Έ ΐΩΊ÷Τ ÷–ΓΘ
(2)ΚœάμΩΊ÷ΤΩ’ΤχΡμΫ”ΤςΒΡΡμΫ”«ΩΝΠΓΘ
(3)≤…”ΟΫ≠Υ’Ψδ»ίΈεΫπ≥ßΧΊ÷ΤΒΡΧΊ÷÷Ϋπ τ≤έΆ≤ΓΘ
(4)―Γ‘ώΚœ ΒΡ¬γ…¥’≈ΝΠΘ§”≈―Γ’≈ΝΠ»ΠΘ§¥οΒΫΦ»≤Μ≥ωœ÷…¥Χε”κΜζΧεΓΑ≈ωΉ≤ΒψΆΖΓ±Θ§“≤≤Μ≥ωœ÷…¥œΏΧχΕ·ΒΡœ÷œσΓΘ
(5)¬γ…¥ΥΌΕ»“‘ΤΪ–Γ’ΤΈ’ΈΣΚΟΘ§ΩΊ÷Τ‘Ύ800 mΘ·minΓΪ900 mΘ·minΓΘ
(6)œύΕ‘ ΣΕ»ΩΊ÷Τ‘Ύ75ΘΞΓΪ80ΘΞ÷°ΦδΓΘ
5 Ϋα χ”ο
¥σΕΙœΥΈ§ΨΏ”–Ζ«≥ΘΝΦΚΟΒΡΖΰ”Ο–‘ΡήΘ§ΨΏ”–ΫœΗΏΒΡΗΫΦ”÷ΒΚΆΙψάΪΒΡ –≥ΓΩ’ΦδΓΘΕχ«“‘ΎΖΡ…¥…ζ≤ζ÷–“≤”–ΤδΙΧ”–ΒΡΧΊ–‘Θ§Υυ“‘”ϊΫΪœΥΈ§÷Τ≥…ΖγΗώΕάΧΊΒΡ»Ϊ–¬ΗΏΒΒœΒΝ–≤ζΤΖΘ§ΜΙ”–¥ΐ”Ύ…γΜαΆ§» ΒΡΙ≤Ά§ΙΊΉΔΚΆ÷ß≥÷ΓΘΨΆΖΡ…¥œΒΆ≥Εχ―‘Θ§Υδ»ΜΤδΩ…ΖΡ–‘“―”–Κή¥σΒΡΧαΗΏΓΘ»ΜΕχΘ§‘ΎΖΡ…¥ΤΖ÷÷ΚΆ≥……¥÷ ΝΩΖΫΟφΘ§ΜΙ–η“ΣΫχ“Μ≤ΫΧαΗΏΓΘ“‘…œΫι…ήΒΡΙΛ“’≤Έ ΐΘ§ΜΙ”–¥ΐ”ΎΗςΖΡ…¥Τσ“ΒΫαΚœΗς≥ß ΒΦ «ιΩωΫχ––ΙΛ“’”≈―ΓΘ§≤ΔΉωΚΟ“‘œ¬ΦΗΖΫΟφΒΡΙΛΉςΘΚ
(1)Φ”«ΩΕ‘≥ΒΦδΜΖΨ≥ΒΡΈ¬ ΣΕ»ΩΊ÷ΤΓΘ
(2)―œΑ―ΙΛ“’…œ≥ΒΙΊΓΘ
(3)»Ζ±Θ…η±Η‘ΥΉΣΉ¥Χ§Θ§±Θ≥÷ΟόΧθΆ®ΒάΒΡΙβΫύΓΘ
(4)Φ”«Ω‘ΥΉΣΙήάμΘ§ΧαΗΏΒ≤≥ΒΙΛΒΡ≤ΌΉςΥ°ΤΫΓΘ
(5)Φ”«Ω≥…±Ψ“β ΕΘ§Φθ…ΌœΥΈ§ΒΡΥπ ßΓΘ