
我公司在三期技术改造纱场部分,购置了七台河北太行厂生产的FA426悬锭粗纱机。此设备承担着我公司现有高档品种的粗纱工序半制品的纺纱任务。设备自2003年投人使用以来各项生产指标均符合设计要求,设备故障率低、运行平稳、噪音低、易操作、安全可靠、效率高、纺纱质量稳定,粗纱的乌斯特条干CV值一致稳定在乌斯特2001公报25%的水平。
1.FA426粗纱机的主要技术参数及规格
1.1技术参数
a.适纺纤维长度(mm)22~45
b.适纺线密度(tex)238~1250(0.8~4.2Nm)
c.适纺捻度(捻/m)26.09~73.86
d.总牵伸倍数4.68~12.77
e.锭速:速度1500r/min工艺速度1400r/min
1.2技术规格
a.锭距:194mm
b.卷装尺寸:Φ135
c.牵伸型式:四罗拉双皮圈
d.下罗拉直径:Φ28.5×Φ28.5×Φ28.5×Φ28.5
e.上罗拉直径:Φ28×Φ30×Φ30×Φ30(Φ30是根据我厂生产自配,随机配Φ28)。
f.加压装置:HP-A410板簧摇架
g.下罗拉隔距前后罗拉最大隔距193cm
h.罗拉座倾角:15°
i.锭数:120锭
j.清洁装置:上下积极回转式绒带加吸尘装置,另配吹吸风装置
k.卷绕装置
——锭翼形式:悬挂式封闭型锭翼
——传动方式:螺旋齿轮传动
——调速方式:计算机控制变频调速
——张力微调方式:CCD张力传感器自动微调
J.喂人装置:高架式导条轮采用链条传动,喂人条筒直径Φ400mm
1.自停装置:光电自停装置
2.生产实践情况
FA426粗纱机在我公司纺纯棉精梳和普梳两个品种,纱支均为40s。本条生产线原料情况、成纱质量、粗纱质量分析如下:
2.1原料情况(见表1):

2.2工艺流程
2.2.140S工艺流程
FA006抓棉机-FAl03A双轴流开棉机-FA028六仓混棉机-FAl09三刺辊开棉机-FAl51微尘处理机-FAl77A棉箱-FA221B梳棉机-条并卷-SXFl269和FAl268型精梳机-DX-500和FA306并条机(一、二并)-FA426粗纱机-FA506细纱机
2.2.2 40S工艺流程
107l成卷机-1181梳棉机-DX-500和FA306并条机(一、二并)-FA426粗纱机-FA506细纱机
2.3 FA426粗纱机与FL-16粗纱机工艺配置比较(见表2)
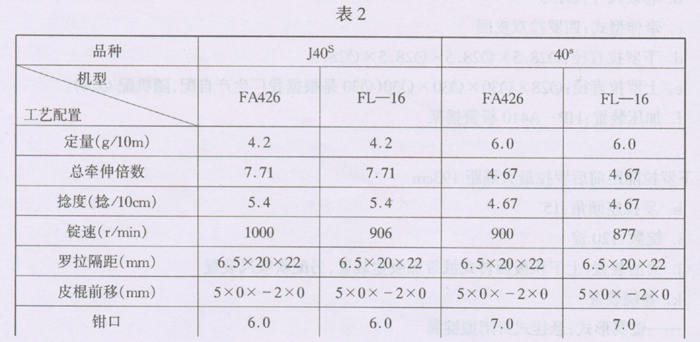

备注:我公司粗纱机型较多,进口机型有三种,我们以使用最好的日本粗纱FL-16为代表与FA426粗纱从工艺和生产质量上进行比较。
2.4粗纱及成纱质量
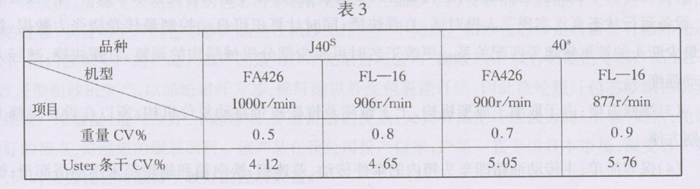
2.4.1粗纱质量对比(见表3)
从表3我们可以看出
(1)FA426纺J40S锭速高于FL-16,条干CV%相当,FA426重不匀好于FL-16。
(2)纺40s二者速度一致,FA426重不匀好于FL-16。
(3)FA426纺40s条干CV%好于FL-16。
另外,对FA426粗纱机纺纱伸长率的测试,伸长率比较稳定,保持在1~2%之间。粗纱平均捻度在“设计捻度±0.1范围内正常变化。
2.4.2成纱质量对比(见表4)
从表4中可以看到
(1).J40s品种FA426黑板结杂好于FL-16,其它指标相当。
(2)40s品种FA426的各项指标均好于FL—16。
3.FA426粗纱机特点及使用中体会
(1)FA426粗纱机取消了传统的曲线锥轮传动系统、成型机构及张力微调装置,用两个电机在先进的工业计算机和变频技器的控制下,完成粗纱的卷绕成形以及牵伸、加捻的同步运转。FA426粗纱机结构简单化及同步带传动为速度提高创造条件,锭翼的转速提高到1500转/分
(2)操作简单:通过大型触摸屏进行必要的参数设置,同时可显示有关技术参数、产量、设备故障、设备运行状态真正实现了人机对话,直观快捷;同时计算机可自动控制最佳卷绕张力数据、粗纱最少断头的锭翼转速等匹配关系。更改工艺时可减少部分结构的调整,方便快捷,减轻人劳动强度。
(3)维修方便:由于取消了成型机构,上下锥轮及锥轮皮带自动复位机构,所以在设备维修上特别方便。
(4)保养简单:主传动油路即车头箱内的牵伸传动、差速箱、换向箱和蜗轮箱采用油浴润滑;锭翼和筒管齿轮由计算机控制油脂泵进行定点、定时、定量润滑,减少人工加油量以及由于人为造成加油不及时。
(5)故障率低:由于结构简单化,润滑及时,大大降低了故障率和由于震动所造成的影响,同时采用高强度HTD同步带传动运转平稳可靠。
(6)CCD可随机自动检测粗纱张力状态,反馈给计算机随时进行调整,使粗纱张力始终保持最佳,实现了恒张力纺纱。
(7)HP—A410板簧摇架它由弹簧架、板簧与上皮辊握持座,此握持座上有宽型的握持区域,从而保证上皮辊有可靠的导向,板簧防止皮辊侧向移动。HP—A410板簧摇架加压稳定,皮辊不跑偏,调整特别方便,几乎不用校对。自开车以来我们三次对HP—A410板簧摇架压力进行测试压力无变化、无锭差合格率100%。
(8)由于本机机电一体化程度高,要求维修队伍素质要高。
总之,FA426粗纱机经过半年多的实践,从操作、工艺、设备上均能满足质量要求,机器运行稳定故障率低,工艺调整方便,成纱质量可以代替进口设备,实现了优质高产。
更多并粗会议论文请点击进入>>>