
纤维细度是设计毛纱截面纤维根数、决定产品手感和毛纱条子均匀度最重要的品质参数,而细度CV值对毛纱线强度和伸长率有直接关系,也影响毛纱支数和细纱的条干质量。同样.纤维的长度及长度CV值对纺纱质量和降低细纱断头率有很大的影响。因此,我们选择了由澳大利亚进口的澳毛:平均细度21.3μm,细度CV值23%,平均长度为82.2mm,30mm以下短毛率5%。Modal纤维采用奥地利兰精公司的纤维条,纤维平均细度3.3D,平均长度为90mm。
2 混比和纱号选择
高支纱对纤维直径要求的重要性占到80%,毛纱截面中的纤维根数决定可纺纱支,在精纺毛纱截面中.最低标准规定为40根,而要使毛纱均匀度获得更好的水平,则截面中可能要有更多的纤维根数,因此,根据所采用的纤维原料,我们设计毛纱支数为50Nm和72Nm。为寻求更好的混比。分别采用三种不同的混比类型,即Modal/Wool (以下简称M/W)30/70、50/50、60/40。
3 工艺流程
B412(混条机→B412→B432(二道针梳机)→B442(二道针梳机)→B452(四道针梳机)→FB441(粗纱机)→FB441-B583(细纱机)→GA571(蒸纱机)→Espero-M(络筒机)
4 主要工艺
(1)B412(混条机)-B452(四道针梳机)牵伸倍数为6-8倍;
(2)FB441(粗纱机) 牵伸倍数为3.5-4.2倍;
(3)B583(细纱机) 牵伸倍数为17-19倍;
(4) 一部分车采用全毛工艺开出,粗纱前罗拉、后中罗拉加轻质辊,操作上采用包头;另-部分车采用毛涤工艺开出,粗纱前罗拉加铜棒,后中罗拉加皮辊,操作上采用打结法。
5 质量指标
前纺末道粗纱和后纺细纱的乌斯特测试质量指标见表1和表2。
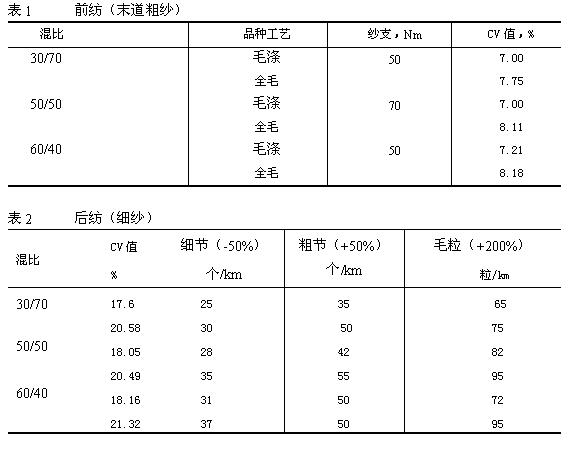
(1) 本工艺生产采用了两条生产线, 一条按全毛品种工艺,另一条按毛涤品种工艺,从试验结果来看,后者的毛纱条干和其他各项指标均好于前者。
(2) 通过对不通过混比的纱线进行物理实验得知:纱线的强度、耐磨等指标均较全毛产品好。
(3) 从试验结果看,不同混比对纺纱质量影响较大,另外,通过对不通过混比纱线织成的织物试验可知,棉和再生纤维素纤维有较高的吸湿能力与膨胀性,因此,抗皱性能较差。建议采用30%-40%Modal混纺,再作树脂整理,可提高抗皱性能。
(4) M/W混纺纱线的支数对产品质量有较大的影响。