
传统的、市场上大量销售的包芯纱织物都是通过在细纱专门安装的导丝部件完成两种纤维的包芯过程,我公司生产的包芯纱产品是在粗纱工序生产中完成。粗纱包芯纱是目前具有国际先进水平、国内独家生产的产品。该产品是用日本尤尼吉可公司、德国SKF联合研制的专利产品FL-6改进型粗纱机生产,以短纤为芯、棉纤维以外皮包裹涤纤维,因此短纤包芯纱织物既具有纯棉纤维吸湿、透气性好、不起静电、穿着舒适的优点,又具有纤维强力高、耐磨、挺括、免烫性好的特点,是理想的服装面料。该产品在我公司投产以来,产品一直专供日本市场,深受客户好评,同时又为我公司赢得了较好的经济效益。
短纤包芯纱的生产特点是将涤纤维条和棉条经粗纱特殊装置进行包裹、牵伸纺成粗纱,然后在细纱纺成满足织造要求的纱,该产品的技术难点是:必须保证成纱包裹良好,不允许涤纤维芯露在纱的表面;纱条表面光滑疵点少,十万米7级纱疵(乌斯特公报纱疵样照A4+B4+C3+D2)少于2个。目的是在布面上尽量减少修、织、洗,造成涤纤维外漏而影响布面的染色效果。该产品自从在我公司生产以来,在日本专家多次来厂悉心指导下、公司适时组织有关人员开展攻关活动,技术人员、管理人员较快的掌握了短纤包芯纱的生产技术和管理要点,生产出了合格的产品,现将短纤包芯纱的生产过程的技术措施、生产体会总结如下:
1短纤包芯纱原料的选择
1.1原料条件
生产短纤包芯纱的主要特点是要体现出棉纤维的特色,因此,包芯纱里的包裹的短纤维要具有棉纤维的特点,需用特制的1.67dtex×32mm短纤,涤纤维比电阻必须在212×107以下,含油率0.4%-0.7%,其目的纤维静电小、长度要与棉纤维长度接近,便于在粗纱、细纱罗拉握持牵伸中,能较好的控制纤维的变速运动,纱条干cv%好,棉纤维能有效的包裹涤纤维,不至于涤纤维外漏。
1.2原棉条件
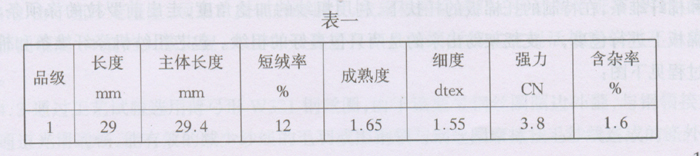
鉴于包芯纱织物是用于高档服装面料的生产,因此,所用原棉要求质量较高,尤其是原棉中色花疵要少,其目的也同棉纤维一定要包裹好涤纤维一样,色花疵点少是避免修布面色花时造成涤外漏疵点.原条件见表一:
2包裹比例的选择
在粗纱工序生产的包芯纱关键问题是包裹效果,合理的包裹比例是保证包裹效果的基础。如:包芯纱19.5tex,设涤芯纱的涤的比例为x,棉纤维纱的皮厚为:
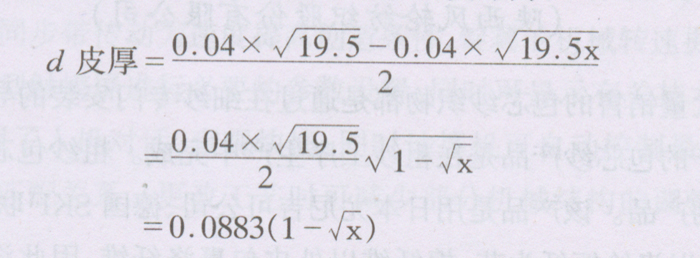
从公式中可以看出,如果x小,涤纤维占的比例小,则皮纱厚度d皮厚,棉纤维的表皮越厚,包芯纱包裹效果越好,但是涤纤维含量少了,短纤包芯纱织物的抗皱、免烫、挺括、保型性好的的特点就发挥不出来,因此,包裹比例非常重要。理想状态下不同比例的芯纱直径与皮纱厚度对比见表二:
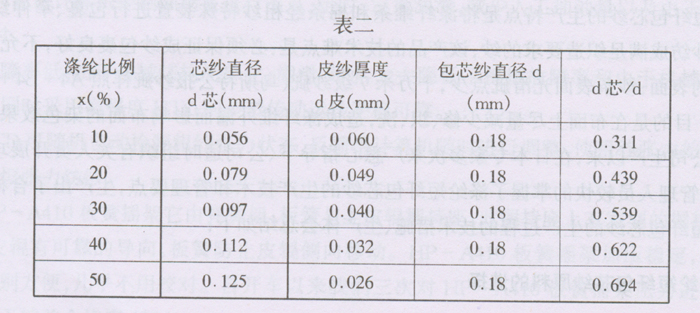
经计算,最适宜的涤芯纱的比例是40%,但是在正常生产中,纱的截面不可能是规则的圆形,同时纱芯也不会一直在纱的几何中心上,因此,纱皮的厚度也不均匀,所以的比例应适当小些。我们选用了涤纤维芯纱30%,棉纤维皮纱70%,这样,既能体现涤纤维良好的服用性能特点,从穿着上棉纤维在外,不起静电、透气性好、穿着舒适,日本客户所使用包芯纱织物制作的服装多用于特种行业、防静电的工作场合。
3 包芯粗纱机FL-6改进型技术及操作特点
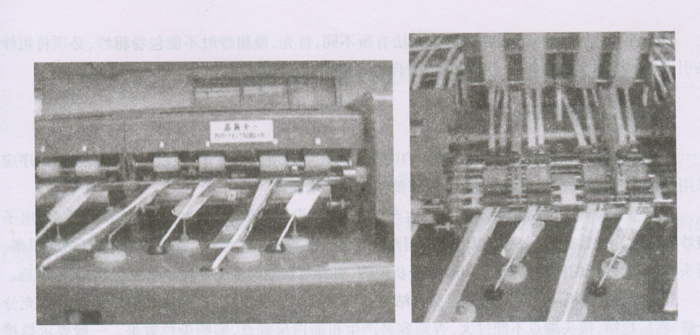
3.1包芯粗纱机FL-6改进型技术特点:四罗拉双皮圈牵伸;德国SKF特制摇架、罗拉、皮辊。与传统的粗纱机不同的是一支摇架需握持不同规格的四套喇叭口、集棉器、集束器,分别导入涤纤维条和棉纤维条,在特制的托棉板的托扶下,利用粗纱的加捻角度,走出前罗拉的涤须条、棉须条在托棉板上进行包裹,一支摇架纺出来的是两只包裹好的粗纱。包芯粗纱机涤纤维条和棉纤维条包裹过程见下图.
3.2粗纱工序操作要点:
要保证良好的包裹质量,不允许涤芯纱露在纱的表面,又由于两根条子进行牵伸后包裹,涤纤维条、棉纤维条缺一不可,所以在包芯纱粗纱工序与传统的粗纱机操作有很大的不同。
3.2.1粗纱机的机前、机后光电断头自停必须灵敏,一根断条后要能及时停车,避免因机后断头后造成缺皮或者缺芯纱、机前断头后飘头造成的涤外漏纱。
3.2.2托棉板是包芯纱进行包裹的关键部件,从日常生产中发现托棉板高低位置、倾斜角度不适当时极易造成包裹不良粗纱,为此,值车工巡回时只要发现棉网包裹不良就要立即调节托棉板高低位置、倾斜角度;包芯粗纱机大小修理、翻改品种时托棉板高低位置、倾斜角度都要重新调节,直至每一个纺的纱都包裹良好,方能正式生产。调节过程纺的粗纱都要处理成粗纱头,决不能在细纱使用。
3.2.3粗纱张力不适当也容易造成包裹不良纱,因此,粗纱张力要根据车间生产现场温湿度情况随时调节粗纱机铁炮起始位置和张力齿轮。
3.2.4粗纱机后棉条接头不允许涤纤维条与棉纤维条同时接头,棉条与涤条在并条工序生产落桶定长设置长度要有差距。粗纱机前接头:值车工用手捏住网头开车,即从前罗拉开出约一米的须条用手搓加捻后引入法兰,把纱头绕在粗纱上,待纱条包裹正常后,在粗纱压掌反向5公分处贴胶布粘住纱尾方可开车。贴胶布纱在细纱工序退绕到贴胶布位置时粗纱断掉,由细纱工序将该粗纱退回粗纱工序,由包芯纱粗纱值车工把接头处包裹不良纱处理干净,再送回细纱继续使用。
4细纱工序技术要点
4.1短纤包芯纱为了保证良好的包裹效果,因此粗纱采用重定量,细纱工艺设计原则后区牵伸倍数大、前罗拉加压大、罗拉握持距介于纯棉产品与涤棉产品之间。
4.2由于粗纱定量重,须条对皮辊的磨损大,皮辊极易造成凹心形成条干疵布,因此,皮辊一般采用邵氏硬度84度的大漆皮辊,并且每天必须有专人使用便携式皮辊活检定仪对车上皮辊进行检查。
4.3通过工艺试验选用薄弓形w321钢丝圈,由于该型号钢丝圈圈边外翻,与钢领接触点小,纱线通道光滑通畅,能有效的减少纱线的毛羽或因钢领与钢丝圈摩擦挂毛纱线造成的涤外漏。
4.4细纱工序操作与传统的细纱操作法有所不同,首先,换粗纱时不能包卷粗纱,必须将粗纱条引入细纱牵伸区纺出须条,用管纱接头,目的还是减少涤外漏。
5络筒工序技术要点
5.1根据客户的要求,纱线的5毫米/10米毛羽数量必须控制在60根以内,因此,络筒工序应采用低速度、轻张力的工艺配置原则,以降低纱线毛羽增长率。
5.2选用N0Ⅱ-7村田自动络筒机生产包芯纱,对设备的要求是纱线通道光滑无毛刺,电子清纱器清除纱疵效率达到90%以上。每周对包芯纱各品种的生产效率、黄钮弹出率、打结失误率、断头率、清除纱疵的样品调查三个班次,分析原因,有针对性地向前工序反馈信息,及时采取措施。
5.3自动络筒机生产包芯纱对接头捻结质量要求要求十分严格,打结时两端纱头一定要充分分解、然后捻结,接头端点不能过大,否则容易产生布面白星疵点,影响染色效果。一般要求捻接头长度稍长、接头处纱线稍细,但是捻接头处的捻结强力不能少于原纱的85%。
6结语
6.1生产包芯纱的原料质量好是保证纺纱的基础,短纤维长度32毫米,一般国内不生产该种规格的短纤维,须特别定制。棉纤维选用等级较高、色杂少的新疆建设兵团的原棉。
6.2包芯纱技术难点是保证纱线包裹良好、避免涤纤维外漏,所以在设备上、尤其在日常生产管理上对各种有可能产生涤外漏的的因素制定预防措施认真实施,管理人员对措施执行情况加强检查。
6.3客户要求纱线十万米7级纱疵数不超过2个,通过对纱疵类型的分析,A4+B4+C3+D2纱疵主要产生在并条、粗纱工序,因此并条、粗纱工序清洁、吸风装置必须作用良好。络筒捻结不良容易造成D2纱疵,所以,每天要有专人对络筒每一个锭子的接头捻结质量进行检查。
6.4粗纱、细纱在操作与传统的粗纱、细纱有很大的不同,因此,包芯纱的粗纱、细纱值车工要经过专门培训合格后方能上车。
6.5对包芯纱生产的各工序制定把关措施,责任落实到人,确保包裹不良纱疵布流入布面。
更多并粗会议论文请点击进入>>>